Способ электрошлаковой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
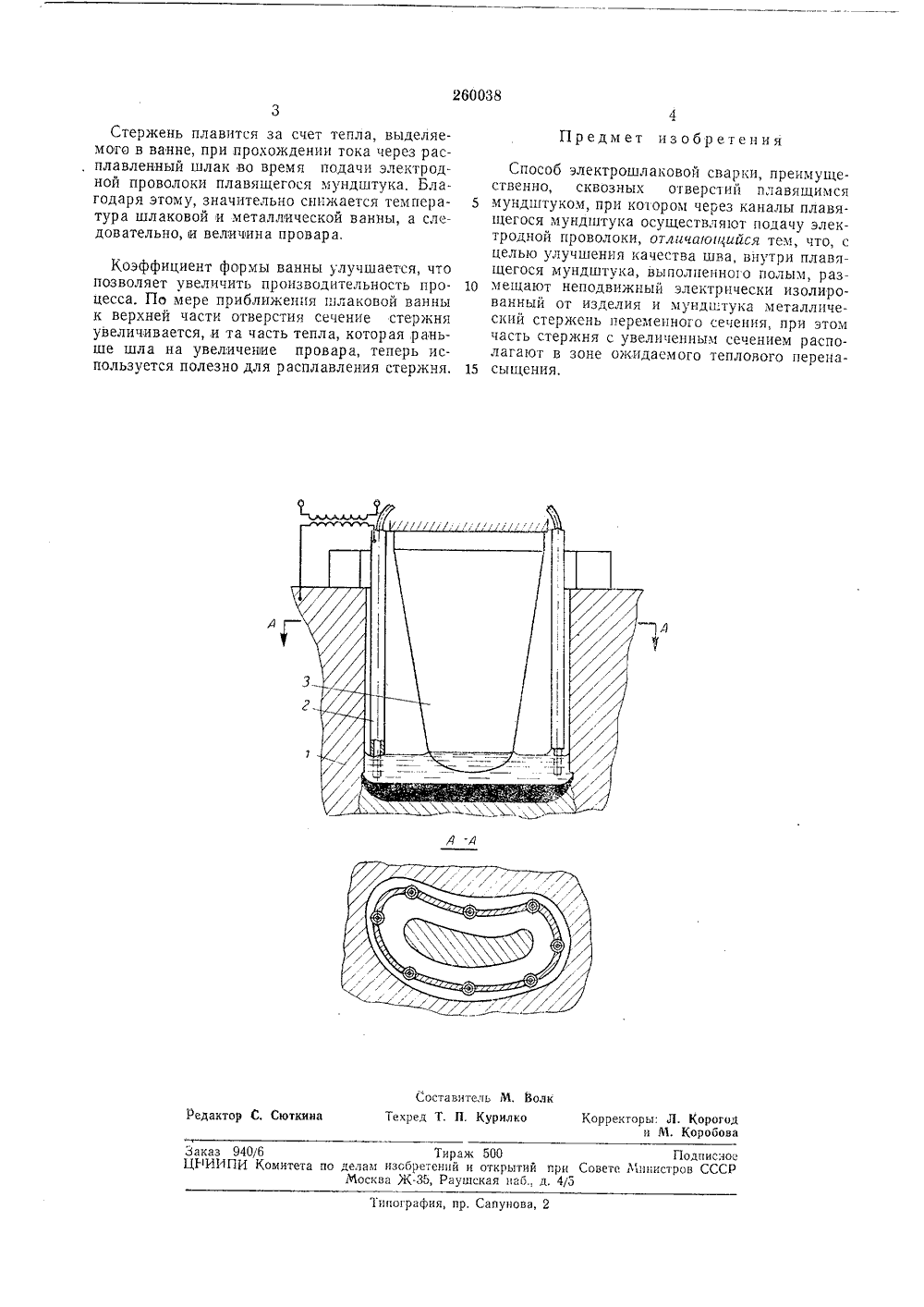
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 26 ОО 38 Союз Советских Социалистических Республикритет митет по делам зобретений и открытиипри Совете МинистровСССР публиковано 22.Х 11.1969. Бюллетень3 за 1970 ата опубликования описания 21.Ч.1970Авторыизобретения В. П, Лндр И. Сущук-Слюсаренко, И, М. Коваль, Г, И. Хоружик,В. Н. Коробко и В. П, Малеваный Институт электросварки им. Е. О, Патон Заявител КТРОШЛАКОВОИ СВАРКИ ПОСО Изооретение Относится к области сварки плавлением и может быть применено при заварке сквозных отьерстий, глухих полостей дефектов литья, при ремонте трубных отверстий барабанов, котлов и т. д,При электрошлаковой заварке крупны:; полостей, у которых высота огверстия невелика, наблюдается большой провар кромок, увеличивающийся кверху, что объясняется, наличием большого количества расплавленного шлака и металла, небольшой скоростью сварки и малой высотой завариваемого отверстия.Известны способы электрошлаковой сварки, позволяющие уменьшить провар кромок, например сварка с периодическим отключением сварочного тока для повышения качества сварного соединения вследствие уменьшения доли участия оснсв ого металла в сварном шве или сварка с предварительным наведением шлаковой ванны и с приданием электроду движения по спирали, Однако эти способы не позволяют избавиться от неравномерного провара кромок, увеличивающегося кверху,При засильно занием проталла в шжет привщин в це ельство величеого мечто мох треарке отверстий это обстояттрудняет сварку, так как с у ара изменяется доля основн ве (в сторону увеличения),если к возникновению горяч тральной части шва. Если в качестве выводных планок применять медную водоохлаждаемую надставку, тово время окончания сварки, когда шлаковаяванна выходит в надставку, в результате ин 5 тенсивного охлаждения шлаковой ванны наблюдается резкое сужение провода, что ведетк появлению шлаковых включений и трещинв верхней части шва,Отличием предлагаемого способа электро 1 О шлаковой сварки является то, что внутри плавящегося мундштука, выполненного полым,размещают неподвижный электрически изолированный от изделия и мундштука металли,еский стержень переменного сечения, при5 этом часть стержня с увеличенным сечениемрасполагают в зоне ожидаемого теплового перенасыщения. Это улучшает качество сварногошва.Предлагаемый способ поясняется чертежом.20 По центру завариваемого Отверстия (в зонемаксимальных температур) помешают одинили несколько неподвижных электрически изолированных от изделия 1 и плавящегосямундштука 2 металлических стержней 3 пере 25 менного, увеличивающегося кверху сечения.При этом плавящийся мундштук располагаютнепосредственно вокруг стержня ио кривой, повторяющей форму отверстия. Конус металлического стержня может Оыть рассчитан или по 30 дооран опытным путем.Предмет изобретения Составитель М. Волк Редактор С, Сюткина Техред Т, П. Курилко Корректоры: Л. Корогод и Я. КоробоваЗаказ 940/6 ЦРИИПИ Комитета Тираж 500 Подписноеделам изобретений и открытий при Совете Мп 1 истров СССР Москва 7 К-Зо, Раушская наб .д. 4/5 ипография, пр, Сапунова,Стержень плавится за счет тепла, выделяемого в ванне, при прохождении тока через расплавленный шлак во время подачи электродной проволоки плавящегося мундштука, Благодаря этому, значительно снижается температура шлаковой и металлической ванны, а следов ательно, о величина пров ар а. Коэффициент формы ванны улучшается, что позволяет увеличить производительность процесса. По мере приближения шлаковой ванны к верхней части отверстия сечение стержня увеличиваетсяи та часть тепла, которая раньше шла на увеличение провара, теперь используется полезно для расплавления стержня. Способ электрошлаковой сварки, преимущественно, сквозных отверстий плавящимся 5 мундштуком, при котором через каналы плавящегося мундштука осуществляот подачу электродной проволоки, отличаюцийся тем, что, с целью улучшения качества шва, внутри плавящегося мундштука, выполненного полым, раз мещают неподвижный электрически изолированный от изделия и мундштука металлический стержень переменного сечения, при этом часть стержня с увеличенным сечением располагают в зоне ожидаемого теплового перена сыщения.
СмотретьЗаявка
1223074
В. П. Андреев, И. И. Сущук Слюсаренко, И. М. Коваль, Г. И. Хоружик, В. Н. Коробко, В. П. Малеваный, Институт электросварки Е. О. Патона
МПК / Метки
МПК: B23K 25/00
Метки: сварки, электрошлаковой
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/2-260038-sposob-ehlektroshlakovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ электрошлаковой сварки</a>
Способ ванной электродуговой сварки встык стержней разного диаметра

Номер патента: 969480
Опубликовано: 30.10.1982
Авторы: Ануфриев, Вагнер, Еськов, Миценко, Муравьев, Рейн
МПК: B23K 9/18
Метки: ванной, встык, диаметра, разного, сварки, стержней, электродуговой
...1, с цилиндрическимиэлементами вкладыша; на фиг. 3 - тоже, с треугольными элементами вкладышей; на фиг. 4 - то же, с элементамивкладышей в виде уголков.Способ ванной электродуговой о сварки встык стержней разного диаметра в инвертарных Формах, при котором меньшее свариваемое сечение дополняют вкладышами, о т л и ч а ю "щ и й с я тем, что, с целью улучшения качества сварного соединения путем удаления излишков шлака из зонысварки, вкладыши выполняют из нескольких элементов с различным сечением для получения между ними, стенками формы и свариваемым стержнем каналов, сечение которых выбирают в зависимости от состава применяемогошлака. 3 96948В форму 1 укладывают стержень 2 иэлементы вкладышей 3. При этом образуются полости в между...
Устройство для защиты шлаковой ванны многоэлектродной электрошлаковой печи

Номер патента: 529731
Опубликовано: 25.09.1976
Авторы: Баглай, Павличенко, Тимашов, Федоровский
МПК: C21C 5/56
Метки: ванны, защиты, многоэлектродной, печи, шлаковой, электрошлаковой
...вокруг воронок. К этим трубкам любым подходящим способом подсоединяют устройства, обеспечивающие ввод раскислителей и технологических доОавок без сообщения полости кристаллизатора с атмосферой. Такие устройства содержат камеры, в которые загружают материал, подаваемый в шлаковую ванну, и 1 о перед открыванием их со стороны кристаллизатора вводят защитный газ.Чтобы предотвратить коробление крышки, которая выполняется из немагнитной стали, ее охлаждают водой. 15На фиг. 1 изображена крышка трехэлектродной печи ЭШП без воронок, вид в плане; на фиг. 2 - разрез по вертикальной плоскости крышки трехэлектродпой печи ЭШП с воронками, установленными над отверстиями в крышке, с сыпучим матер и алом на кр ышке вокруг воронок.Каждая воронка...
Способ дуговой сварки стыков стержней арматуры

Номер патента: 1743749
Опубликовано: 30.06.1992
Авторы: Волков, Пигольц, Черток
МПК: B23K 9/00
Метки: арматуры, дуговой, сварки, стержней, стыков
...Формирующуюскобу 5 выполняют из двух частей - основной 6 и дополнительной 7, причем обе части могут быть выполнены в виде единогоцелого (фиг.5) 30Основную часть 6 формирующей скобы5 изготавливают с торцами 8 и 9, параллельными кромкам 3 и 4 соответственно разделки стержней 1 и 2 и размещают ее настержнях 1 и 2 с перекрытием каждой кромки на величину 4-6 мм, а дополнительнуючасть 7 изготавливают толщиной 5-6 мм,высотой 3-6 мм и устанавливают на нижнийстержень 2 со стороны открытого сектораосновной части 6 формирующей скобы 5; 40размещая верхний ее торец 10 в плоскостикромки 4 нижнего стержня 2, При этом нижний торец 11 дополнительной части 7 формирующей скобы 5 параллелен нижнемуторцу 9 основной части 6 и их плоскости 45могут...
Способ электрошлаковой сварки плавящимся мундштуком

Номер патента: 450670
Опубликовано: 25.11.1974
Авторы: Брыженко, Коваль, Лелюшко, Лычко, Сущук-Слюсаренко, Хрундже, Черкашина, Шабалин
МПК: B23K 25/00
Метки: мундштуком, плавящимся, сварки, электрошлаковой
...момент подачи основных проволок при плавлении пластины мундштука; на фиг. 2 - момент подачи вспомогательных проволок (в период отсутствия плавления пластины мундштука),Металл сваривают с помощью плавящегося мундштука, в котором выполнены основные 1, 3, 5, 7 и 9 и вспомогательные 2, 4, б и 8 каналы для подачи электродной проволоки. Вспомогательные каналы расположены между основными. Расстояние между основными каналами может составлять в этом случае 300 - 400 мм, толщина пластины мундштука 15 - 20 мм.После установления электрошлакового процесса проволоку подают по основным и вспомогательным каналам поочередно следующим образом; сначала проволоку подают по основным каналам до тех пор, пока пластина мундштука, которая плавится всегда быстрее...
Плавящийся мундштук для электрошлаковой сварки

Номер патента: 656773
Опубликовано: 15.04.1979
Авторы: Андрианов, Коваль, Козулин, Лычко, Лялюшко, Мастаков, Сущук-Слюсаренко, Сятишев, Хрундже, Цыбуленко
МПК: B23K 25/00
Метки: мундштук, плавящийся, сварки, электрошлаковой
...камеры в камеру по типу песочных часов, Для непрерывной дозировкипорошка плавящийся мундштук имеет дополительную продольную полость 7, которая может быть расположена вертикаль.по, наклонно и повторять форму спиралилибо выполнена в виде криволинейногопаза.Через эту положь непрерывно подается металлическая присадка в виде порошка Остальные камеры пополняют присадкой металлическую ванну постепенночерез отверстия и зазор между перемычками. Дгина плавящегося мундштука выбирается в два раза больше высоты сваЗ 5риваемого стыка,.чтобы обеспечить необходимое количество порошка для сварки Скорость подачи порошка через продальную полость в мундштуке колеблетсяв пределах 10 500 г/сек.4 ОНад мундштуком, по необходимости,ставится бункер 8, котооый...
Предыдущий патент: Электрический паяльник
Следующий патент: Способ получения 1, 4-дихлорантрахинона
Случайный патент: Высоковольтный тиристорный генератор для электроэрозионной обработки