Упругий элемент
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1779841
Автор: Машуков


Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 9 02 5)5 ГОСУДАРСТВЕННОЕ ПАТЕНТНОВЕДОМСТВО СССР(ГОСПАТЕНТ СССР)АН ИЗОБР ЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ кий металлургический г, С.Д.Адами Е.В.Литви.Зил Род Трен авлен и смазка при м, М,: 1986, с. 86.Там же, с. 87.Обработка метДМетИ, в. 57, 1971,(54) СПОСОБ ОЦЕСВОЙСТВ ТЕХНОЛПРИ ПРОКАТКЕ И В авлением. - Тр лоа 239, КИ Ф 1 алЧ ЛОЧ РИКЦИОННЬСКИХ СМАЗОНИИ Изобретение отн ной технике, а конкре сабам оценки силы т использовано для кач тифрикционных свой ных условиях тре преимущественно при смаэок при прокатке.Известен косвенн ния, который состоит хаткой на поверхно метки, а после прокат ния между отпечаткам се. По изменению отпечатками на полосе ками на валках, судят нему с использование дели о большем коэфф осится к испытательтно к косвенным спорения, и может быть ественной оценки анств при двух различния, создаваемых менением различных ый способ в том, что пе сть валков ки измеряют и этих меток расстояния , по сравнен об опережен м математиче ициенте тре(56) Грудев А,П. и добработке металлов опережеред пронаносят расстояна поломежду ию с метии,а по ской мония (силе 1779982 А 1(57) Изобретение может быть использовано для качественной оценки фрикционных свойств при двух различных условиях трения, создаваемых преимущественно применением различных смазок при прокатке. Целью изобретения является повышение достоверности и производительности при сравнении фрикционных свойств различных смазок, Используют один образец с двумя участками подлине с различными смазками, который перемещают в двух парах валков, одна иэ которых поочередно делается не- приводной, а вторая - приводной. О свойствах смаэок судят по наличию движения образца в направлении вращения приводной пары валков,трения). Недостатком этого способа является то, что достоверность расчета коэффициента трения определяется точностью математической модели, которая выведена с достаточно грубыми допущениями. Существенным недостатком способа также является то, что диапазон изменения опережения при прокатке, ввиду нестабильности этой величины, часто превышает точность, с которой ее можно замерить (особенно при малом опережении, что часто бывает на практике). Это вызывает необходимость проведения очень большого числа опытов для получения достоверного результата, а при относительно близких условиях трения определить большую силу (коэффициент) трения практически невозможно.40 45 50 55 Известен косвенный способ "давления", состоящий в том, что с использованием тензометрической аппаратуры определяют усилие при прокатке металла, а затем обратным пересчетом по математической модели ищут больший коэффициент трения (силу трения). Этот способ имеет те же недостатки, что и способ опережения, однако, об одном следует сказать особо, Во все формулы для пересчета коэффициента (силы) трения по давлению входит величина предела текучести, определение которой с достаточно большой точностью представляет собой самостоятельную сложную задачу. Недостатком этого способа является также то обстоятельство, что с изменением условий трения изменяется и давление на валки, а с изменением давления изменяется величина сил трения, что может нивелировать происходящее изменение условий на контакте и дать не только сколько-нибудь достоверный, но и ошибочный результат, особенно при сравнении относительно близких условий трения.Наиболее близким из косвенных способов по технической сущности является способ вытяжки. Обработка металлов давлением, включающий перемещение полосы между валками, предварительное нанесение на определенном расстоянии рисок по длине полосы и последующее измерение расстояния между рисками после выхода из валков. При этом меньшая величина расстояния между рисками после выхода из валков свидетельствует о большей величине силы (коэффициента) трения для сравниваемых разных условий нэ контакте. Существенным недостатком этого способа является то, что в его основе лежит оценка изменения условий трения по изменению обжатия (и как следствие изменение вытяжки) при неизменной установке зазора между валками, хотя сами условия трения зависят от величины обжатия, что влияет на достоверноСть получаемых результатов. Конечный результат определения большей силы трения зависит от упругой деформации валкового узла, Если валковый узел достаточно жесткий, то при относительно небольшом изменении условий трения не происходит сколько-нибудь заметного изменения вытяжки и вопрос определения большей силы (коэффициента) трения остается нерешенным. С помощью известного способа практически невозможно оценить такие изменения условий трения, при которых ошибка опыта становится соизмеримой с величиной естественного разброса вытяжки в результате биения валков, аниэотропии свойств металла и пр. Следовательно, с по 5 10 15 20 25 30 35 мощью этого способа нельзя достоверно сопоставить антифрикционную эффективность близких по составу и свойствам технологических смазок, небольших изменений в шероховатости поверхности валков и полосы, таких слабо влияющих на условия трения факторов как химический состав валков и полосы. Способ требует большого расхода образцов для экспериментов затрат времени и труда на их подготовку, обработку результатов.Целью изобретения является повышение достоверности и производительности при сравнении фрикционных свойств различных смазок.Поставленная цель достигается тем, что согласно способу оценки фрикционных свойств технологических смазок при прокатке и волочении, заключающемуся в том, что приводят образец в контакт с парой валков в присутствии смазки вращают валки от привода и определяют параметр взаимодействия валков с образцом, с учетом которого судят о фрикционных свойствах смазки, используют вторую пару валков, которую располагают последовательно с пер-. вой, а в контакт образца с этой парой помещают вторую исследуемую смазку, вращение валков сначала осуществляют дпя одной пары при неприводной второй паре, затем без изменения ориентации образца относительно валков вращают от привода. вторую пару валков при неприводной первой паре, а о фрикционных свойствах смазак судят по наличию движения образца в направлении вращения приводной пары.Дпя достоверного и быстрого анализа относительнр небольших изменений энтифрикционной эффективности при минимальном количестве испытываемых образцов необходима однозначная качественная оценка того, в каком направлении изменяются условия трения на контакте(поиск большей силы трения).Предлагаемый способ дает такую однозначную оценку не путем сопоставления сил трения (коэффициентом трения), а за счет действия разности сил трения, возникающих на контакте каждой пары валков с образцом, причем давление в каждой паре остается неизменным (благодаря чему коэффициент трения на контакте оказывается прямо пропорциональным силам трения). Действие разности сил трения на образец обеспечивается тем, что в приводной паре, в которойнаходится один участок образца и созданы свои контактные условия (совокупностью шероховатости поверхности валков и полосы, наличием конкретной технологической смазки и другими факторами), сила
СмотретьЗаявка
4802643, 07.02.1990
ЛЬВОВСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "КОНВЕЙЕР" ИМ. 60 ЛЕТИЯ ВЕЛИКОЙ ОКТЯБРЬСКОЙ СОЦИАЛИСТИЧЕСКОЙ РЕВОЛЮЦИИ
МАШУКОВ ВАЛЕРИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: F16F 1/34
Опубликовано: 07.12.1992
Код ссылки
<a href="https://patents.su/2-1779841-uprugijj-ehlement.html" target="_blank" rel="follow" title="База патентов СССР">Упругий элемент</a>
Способ одностороннего нагрева образцов при механических испытаниях

Номер патента: 1260719
Опубликовано: 30.09.1986
МПК: G01N 3/18
Метки: испытаниях, механических, нагрева, образцов, одностороннего
...9. Сердечник 8 представляет собой набор пластин, установленных с возможностью перемещения в направлении, перпендикулярном оси захватов 2 и 3, что обеспечивает возможность расположения рабочей поверхности сердеч- ЗО ника 8 эквидистантно нагреваемой поверхности образца 4. На нагреваемой поверхности образца 4 установлены термопары 10 и тензодатчики 11. Электрическая обмотка 9 соединена с источником питания (не показан). 35Способ реализуется следующим образом, Образец 4, выполненный из оптически прозрачного материала и имеющий сложную криволинейную рабочую поверхность, закрепляют в захватах 2 и 3. Опирают свободные концы штанг 6 на рабочую поверх О ность копира 7, в результате чего нагреватели 5 образуют поверхность, эквидистантную...
Способ оценки фрикционных свойств технологических смазок при прокатке и волочении

Номер патента: 1779982
Опубликовано: 07.12.1992
Авторы: Адамский, Грудев, Зильберг, Литвинов, Родман, Тилик
МПК: G01N 19/02
Метки: волочении, оценки, прокатке, свойств, смазок, технологических, фрикционных
...со стороны валков на образец направлена в сторону вращения валков, а в неприводной паре, в которой созданы иные контактные условия - в противоположную сторону. Результирующая сила, действующая на образец определяется как разность этих сил. Если полоса получит движение в сторону вращения валков приводной пары, значит сила трения в приводной паре выше, чем в неприводной. Очень часто необходимо определить большую силу трения для двух заранее неизвестных условий трения, например, оценить антифрикционную эффективность двух новых смазок. В этом случае при первом определении большей силы трения может быть, что образец не будет двигаться в направлении вращения приводных валков, Это обозначает, что либо силы трения на двух участках полосы равны,...
Способ измерения износа образцов металлов и материалов в процессе трения
Номер патента: 136080
Опубликовано: 01.01.1961
Автор: Платонов
МПК: G01N 3/56
Метки: износа, металлов, образцов, процессе, трения
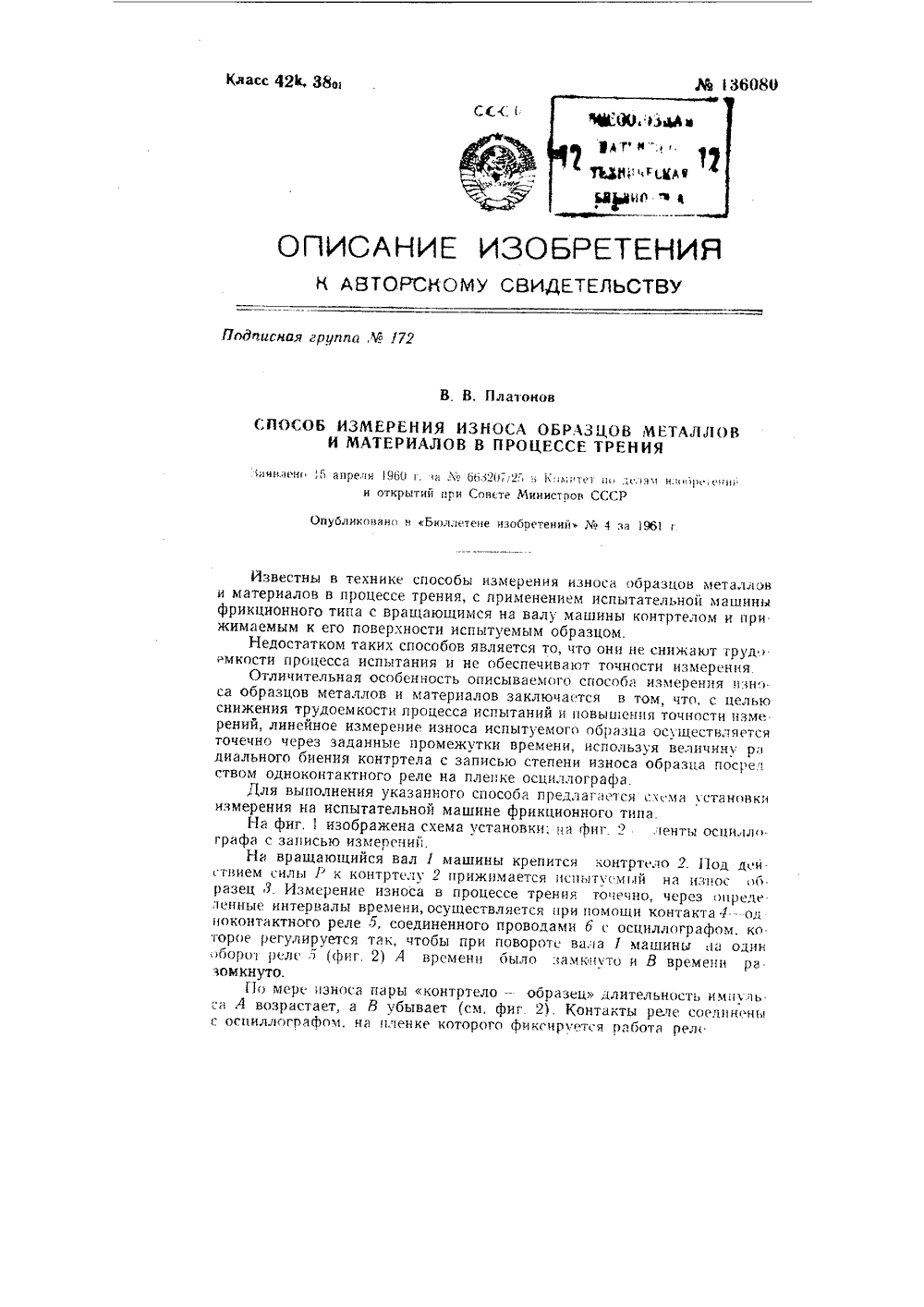
...величину рл диального биения контртела с записью степени износа образца посрел ством одноконтактного реле на пленке осциллографа.Для выполнения указанного способа предлагается си ма установки измерения на испытательной машине фрикционного типа.На фиг, 1 изображена схема установки; па фиг. 2 ленты осциллографа с записью измерений.На вращающийся вал 1 машины крепится контртело 2. 11 од дои стгвием силы 1) к контртелу 2 прижимается испытуом 1 ай на износ образец ). Измерение износа в процессе трения точечно, через определенные интервалы времени, осуществляется при помощи контакта 4. - од ноконтактного реле 5, соединенного проводами б с осциллографом, ко торое регулируется так, чтобы при повороте вала 1 машины .1 а один ,)борок релс...
Шособ прокатки балок, например двутавровыхизвестны способы прокатки балок различных профилей посредством применения последовательно установленных в ряд клетей. отличительная особенность описываемого способа про

Номер патента: 167478
Опубликовано: 01.01.1965
МПК: B21B 1/10
Метки: балок, двутавровыхизвестны, клетей, например, описываемого, особенность, отличительная, последовательно, посредством, применения, прокатки, профилей, различных, ряд, способа, способы, установленных, шособ
...Приоритет Опубли ко вт через клиновидную проводразмера готового профет использовать одни11 ОЙЙ ххъ Ое:йа 4 м 3 й а аайййайФч дйф АаЗОЬЙМ е ОоящЕС 2 МЙЗЖ С прищщительним расширением в чистовой универсальной четырехвалковой клети или в горизонтальной двухвалковой клети. Валки чистовой клети растачиваются на заданный больший на двеУили три единицы номер балки.Расширение б 8 лочной полосы произВОДЯТ В устанавливаемой перед последней чистовой клетью клиновидной проводке, имевшей на выходе ширину большую, чем на входе. Этим обеспечивается испаьзование дия смежных размеров балок одних и тех же валков, за исключением валков чистовой клети. Протягивание профиля в проводке, т.е. захват полосы валками, обеспечивается участком стенки, свободной от...
Способ обработки контактов

Номер патента: 640381
Опубликовано: 30.12.1978
Авторы: Бобырев, Кислицын, Куранов, Мишевский, Смолин
МПК: H01H 11/04
Метки: контактов
...до удаления продуктов износа. В качестве химически активного вещества используют азотную кислоту.В процессе работы в этом режиме возникает явление избирательного фрикционного окисления неблагородного компонента, преимущественно меди. В результате этого концентрация меди в поверхностном слое, являющейся основным источником возникновения отказов по нарушениям контактированпя, уменьшается. Избирательный износ меди обусловлен активацией механо-химического взаимодействия меди со средой и химически активной смазкой в результате совместного действия деформацнонной, термической и электроэррозионной активацией, вызывающих фрикционное окисление меди. В результате этого скорость износа меди резко возрастает, при этом основа сплава...
Предыдущий патент: Механизм для стопорения вала в заданном положении
Следующий патент: Фрикционный виброизолятор
Случайный патент: Способ управления тиристорным преобразователем