Способ контроля и регулирования рабочих параметров машины для непрерывного литья металла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1215608
Автор: Серж


Текст
.(51)4 В 22 0 11/16 ОПИСАНИЕ ИЗОБРЕТЕНИЯК ПАТЕНТУ СР 00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРпО делАм изоБРетений и ОткРытий(71) Скаль Сосьете де Кондисьоннеяан ан Алюминьюм (РК)(54)(57) СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ РАБОЧИХ ПАРАМЕТРОВ МАШИНЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА, оборудованной двумя валками, электроприводами указанных валков и соответствующими блоками управления ими, предусматривающий измерение усилия прокатки, момента вращения электро- приводов и температуры полосы на выходе из машины, о т л и ч.а ю щ и йс я тем, что, с целью увеличения производительности машины и повышения качества продукции, усредненные за предшествующий интервал времени значения измеренных величин параметров сравнивают с текущими значениями и воздействуют на ско 3рость электроприводов в направлении уменьшения указанной разности до значения, меньшего наперед заданного значения.1215608 ВНИИПИ Заказ 914/62 Тираж 57 Подписное Филиал ППП "Патент", г.ужгород, ул.Проектная, ц Способ относится к металлургии, в частности к управлению машиной непрерывной разливки металла.Целью изобретения является увеличение производительности машины и повьппение качества продукции.На чертеже представлено устройство, реализующее способ.Оно содержит разливочный стакан 1 через который жидкий металл направляется в зазор между цилиндрами 2, цапфы 3 и 4 которых поддерживаются подушками 5 и 6, составляющие единое целое со станиной 7. После охлаждения и проката металл выходит из машины в виде полосы 8, которая наматывается в рулон 9. Валки приводятся во вращение электродвигателем 10.Устройство содержит также измеритель 11 момента электродвигателя, гидронажимные устройства 12 измерители 13 усилия прокатки, пирометр 14, измеряющий среднюю по ширине полосы температуру, вычислительный блок 15, блок 16 управления.Устройство работает следующим образом.В вычислительном блоке по измеренным значениям момента электро.двигателя, усилия прокатки и температуры полосы вычисляют средние значения укаэанных параметров за предшествующий данному моменту проме жуток времени, вычисляют отклонение измеренного в данный момент параметра от его среднего значения за предшествующий промежуток времени.Снижение измеренного в данный момент времени момента вращения электродвигателя и усилия прокатки от средних значений являются следствием появления таких дефектов, как надрывы, вытекание металла в разъем Формы и др.В то же время о дефекте разливки металла свидетельствует превышение мгновенного значения температуры ее среднего значения за предшествующий период.В дальнейшем в вычислительном блоке сравнивают абсолютное откло нение параметра от заданного значгния и, если абсолютное отклонениеменьше заданного значения, скорость разливки сохраняют на преж нем уровне; если абсолютное откло.нение параметра больше заданногозначения скорость разливки снижа- юте 1 О Снижение скорости может осуществляться непрерывно нли по ступенямопределенной продолжительности и продолжаться до того момента, когдаотклонение станет ниже заданного 15 значения, Заданное значение отклонения принимают обычно ниже 103 отсреднего значения для того, чтобыучитывать время отработки машинойзадания.2 О В том случае, когда снижение ско.рости осуществляется последовательньии этапами, каждый этап длитсяменее 5 мин и снижение скорости на 2 каждом этапе составляет менее 157значения скорости на предшествующем этапе,После снижения скорости отклоне- ЗО ние параметров становится ниже заданного, В этот момент вычислительный блох вырабатывает сигнал на уве.личение скорости на 107. и ниже носравнению со значением скорости в предшествующий моменти процолжает сравнивать отклонение между мгновенным значением параметра и его средним3значением в течение 5 мин,Повышение скорости может осуществляться непрерывно или ступенями.В последнем случае повышение скорос"ти на каждой ступени составляетменее 102 от значения скорости внепосредственно предшествующий момент причем продолжительность ступени до 5 мин. Повьппение продолжается до тех пор, пока отклонение не превышает заданного значения,т.е, машина непрерывной разливкиметалла всегда будет работатьдеФектов при максимальной скоростии,цлизводктельности,
СмотретьЗаявка
3323299, 31.08.1981
Скаль Сосьете де Кондисьонне-, ан ан Алюминьюм
СЕРЖ БЕРКОВИСИ
МПК / Метки
МПК: B22D 11/16
Метки: литья, металла, непрерывного, параметров, рабочих
Опубликовано: 28.02.1986
Код ссылки
<a href="https://patents.su/2-1215608-sposob-kontrolya-i-regulirovaniya-rabochikh-parametrov-mashiny-dlya-nepreryvnogo-litya-metalla.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля и регулирования рабочих параметров машины для непрерывного литья металла</a>
Устройство для контроля временных параметров номеронабирателей

Номер патента: 557511
Опубликовано: 05.05.1977
МПК: H04M 3/22
Метки: временных, номеронабирателей, параметров
...другой элемент ИЛИ 7 подключенык контрольному входу блока управления 3.дискретный блок 4 соответствия допусков чараметров ( фиг. 2 ) выполнен в видекоординатной сетки с шагом., равным заданной дискретности, к горизонтальным шинамкоторой подключены соответствующие выходысчетчика времени замыкания 2, а к вертикальпым - соответствующие входы элементов ИЛИ 5,Предложенное устройство работает сле,дующим образом.Контакты номеронабиоателя 8 подключают к блоку управления 3 и заводят диск.После отпускания диска контакты номерона.бирателя 8 формируют импульсы в блокеуправпения 3. Передний фронт первого им;пульса запускает счетчик времени размыкания 1, а заданий фронт останавливает егои запускает счетчик времени замыкания 2.Передний фронт...
Устройство для регистрации временных параметров электромагнитного аппарата

Номер патента: 1455371
Опубликовано: 30.01.1989
Автор: Столбов
МПК: G04B 23/02, H01H 49/00
Метки: аппарата, временных, параметров, регистрации, электромагнитного
...резистор 14 - измерительныйблок 15, а между входами резисторов1 и 14 подсоединен диод 16. 1 ил. ду входами резисторов 11 и 14 подсоединен дополнительный диод 16. Каждый из иэмерйтельных блоков 10 и 15состоит из конденсатора 17, вольтметра 18, подключенного к обкладкамконденсатора, разрядного резистора9 с ключом 20 и диода 21, препятствующего разряду конденсатора 17 во твремя регистрации временных параметров.Устройство для регистрации временных параметров электромагнита работает следующим образом,1 ри замыкании ключа 2 ток от ИП 1проходит через мост с электромагнитами 3 и 4, резисторами 5 и 6 и одновременно заряжает конденсатор 17измерительного блока 1 О и конденсатор 13. При срабатывании электромаг"нита через СИД ОТ 7 проходит...
Способ регистрации временных параметров однократного импульсного сигнала

Номер патента: 1347022
Опубликовано: 23.10.1987
Автор: Гендель
МПК: G01R 13/20
Метки: временных, импульсного, однократного, параметров, регистрации, сигнала
...ТЗапись однократного импульса 1 на мишень ЗЭЛТ в виде линии потенциального рельефа позволяет задерживать его без искажения на время, 5 О в течение которого производят амплитудный анализ записанного импульса 1, перемещение считывающего электронного луча ЗЭЛТ в заданную точку мишени и считывание горизонтальной строкой 3 со скоростью Ч, значительно меньшей, чем скорость развертки записи Ч . В момент пересечения считывающим лучом (строка 3) 2 2линии потенциального рельефа возникают. импульсы-отметки 4 и 5, положение которых относительно начала считывающей строки 3 фиксируют как абсциссы начала Аи конца В измеряемого временного параметра в пре" образованном масштабе (коэффициент преобразования К = Ч, IЧ, ). Наличие нелинейности...
Способ измерения временных параметров импульсных сигналов
Номер патента: 1377769
Опубликовано: 28.02.1988
Автор: Корчагин
МПК: G01R 29/02
Метки: временных, импульсных, параметров, сигналов
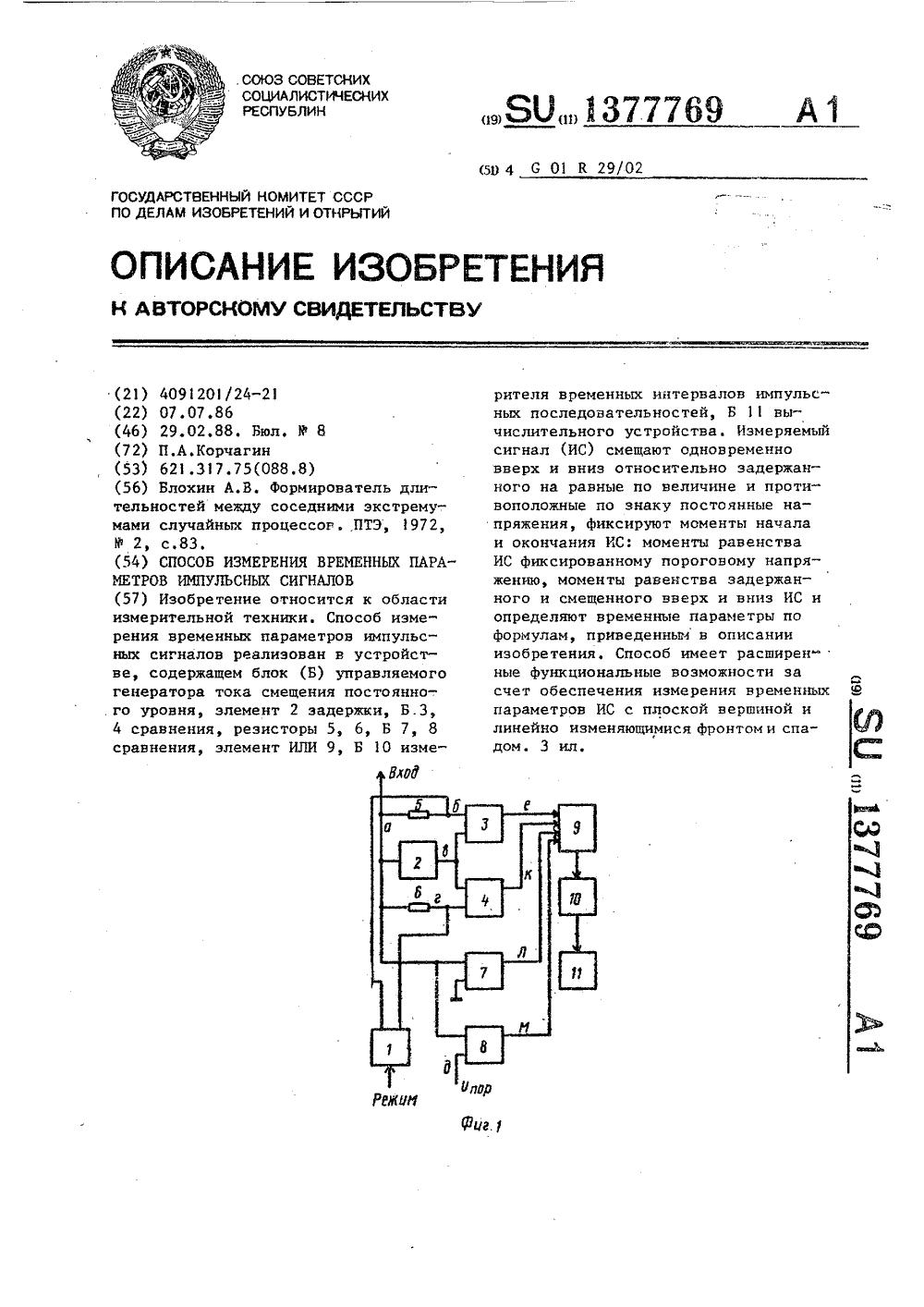
...блок 7 сравнения,первый вход которого подключен к входуустройства, а второй вход - к шиненулевого потенциала, блок 8 сравнения, первый вход которого подключенк входу устройства, а второй - к шине фиксированного порогового напряжения, элемент ИЛИ 9, входы которогоподключены к выходам блоков 3, 4, 7и 8 сравнения, а выход - к входу блока 10 измерителя временных интервалов импульсных последовательностей,выход которого подключен к входублока 11 вычислительного устройства.Способ осуществляют следующим образом,При измерении временных параметров импульсных сигналов с плоскойвершиной на шине управления генерируется сигнал, активизирующий генератор тока смещения постоянного уровня. При этом на первых входах блоков3 и 4 сравнения...
Анализатор амплитудно-временных параметров случайных сигналов

Номер патента: 1758576
Опубликовано: 30.08.1992
Авторы: Иванов, Коваленко, Малочко, Ремезов, Титков
МПК: G01R 23/00
Метки: амплитудно-временных, анализатор, параметров, сигналов, случайных
...Ош из результатов измерений сигнальной составляющей Ос, путем вычитания кодовсигнальной и шумовой составляющей длякаждого 1-го детектора ФМ 2, т. е. для получения разности кодов в виде 5ЛФ = О,з - Ош. (1)где Ос. - код интенсивности сигнала Ос, 1-годетектора ФМ 2;Ош- код интенсивности шума 1-го детектора ФМ 2.ЦАП 10 обеспечивает преобразованиекодов величин Ь Ос, - в аналог величинЛ Ос. = Осл - Ош. для их визуального отображения на ВКУ 11. Блок 7 управления служитдля управления работой анализатораАнализатор работает следующим образом,При отсутствии сигнала О(т) на шине 12по сигналу "Пуск" (шина 13) анализатор устанавливается в режим записи "темновогошума" ФМ 2. При этом ЗУ 5 работает врежиме записи информации с АЦП 4, аЗУ 6 - в...
Предыдущий патент: Устройство для непрерывной отливки тонкостенной чугунной трубы
Следующий патент: Формующее устройство для изготовления торцовой муфты из пластмассовой трубы
Случайный патент: Половой аттрактант для самцов щелкуна