Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1569053
Автор: Пасечников







Текст
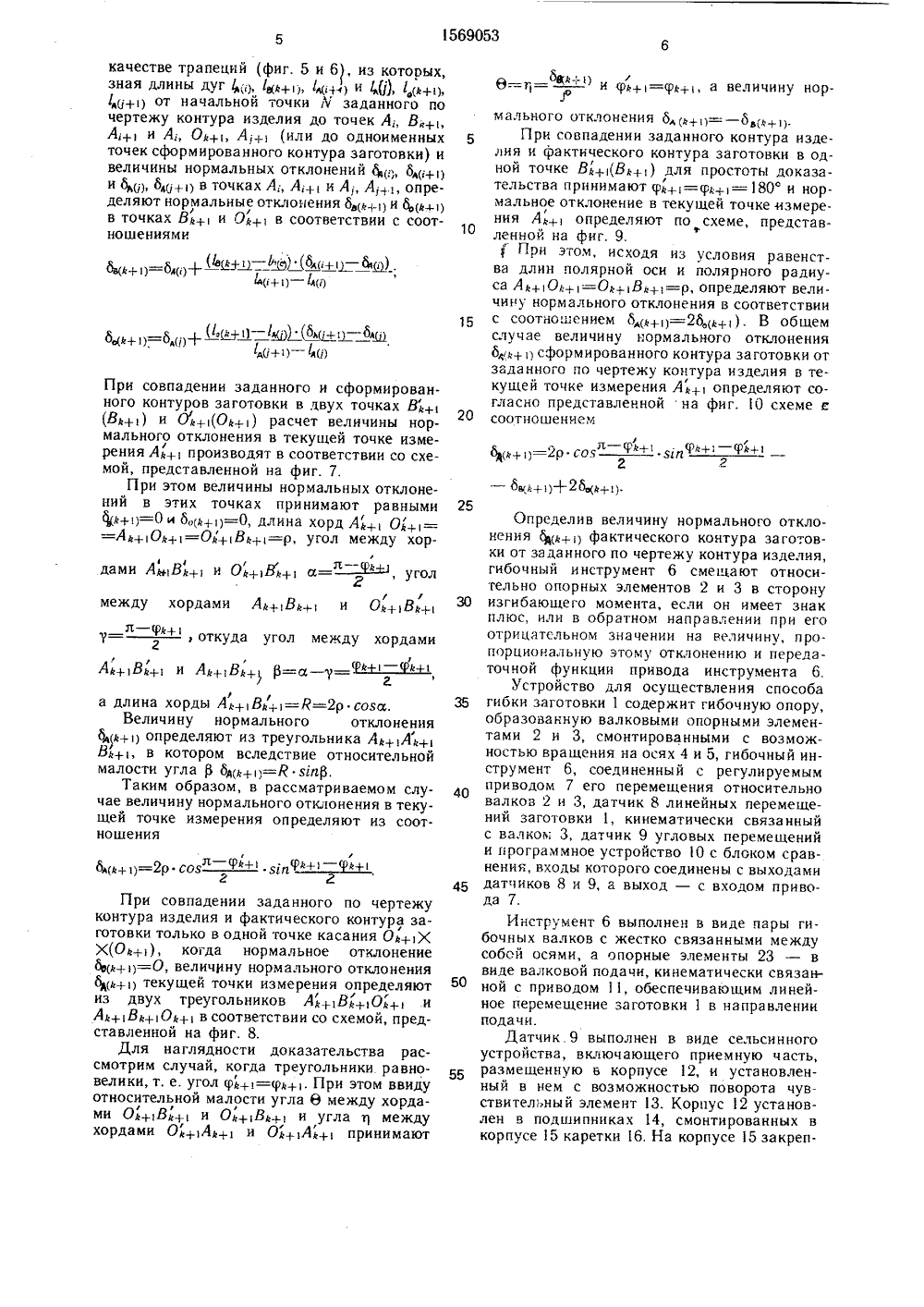
ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Азовское специальное конструкторскоебюро кузнечно-прессового оборудования и автоматических линий(54) СПОСОБ ФОРМООБРАЗОВАНИЯГИБКОЙ-ПРОКАТКОЙ ИЗДЕЛИЙ ИЗЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВОДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к обработке металлов давлением, в частности к способамформообразования гибкой прокаткой и устройствам для их осуществления, и можетбыть использовано в устройствах для гибкипрокатки с программным управлением. Цельизобретения - расширение технологическихвозможностей и повышение точности гибки.Перед гибкой заданный по чертежу контуризделия описывают в параметрическом виде.Для этого используют полярную системукоординат, образованную парой хорд постоянной длины. Одну из хорд принимают в качестве полярной оси, другую хорду - в каИзобретение относится к обработке металлов давлением и может быть использовано в гибочных устройствах с программным управлением при гибке-прокатке изделий с контурами переменной кривизны из проката, в основном из листового металла.Целью изобретения является расширение технологических возможностей и повышение точности гибки.На фиг. 1 показан заданный контур изделия; на фиг. 2 - начальный участок фактического контура заготовки с наложенным ЯО 1569053 А 1 честве полярного радиуса, а их общую точку - в качестве полюса, При измерениях хорды перемещают по заданному контуру и определяют углы между ними и текущие расстояния от конца изделия до концов полярной оси, радиуса и полюса. При гибкепрокатке заготовки формуют передний участок, достаточный для размещения на нем датчика угловых перемещений и шарнирной опоры. В процессе гибки датчик измеряет углы между штангами, имеющими такую же длину, что и хорды полярной системь 1 координат. Конец штанги, принятой за полярный радиус, закреплен в зоне гибки на неподвижной шарнирной опоре, а конец штанги, принятой за полярную ось, - на второй шарнирной опоре. Датчик угловых перемещений и опора полярной оси размещены на каретках, установленных на заготовке. Датчики линейных и угловых перемещений передают в блок сравнения данные о линейном перемещении заготовки и о текущем угле между штангами. Блок сравнивает фактические значения с заданными и корректирует положение гибочного инструмента пропорционально величине рассогласования. Нормальные отклонения рассчитываются по формулам. 2 с. и 2 з.п.ф-лы, 15 ил. на него контуром заданного по чертежу участка изделия; ча фиг. 3 - то же, для текущего момента гибки участка заготовки, следующего за начальным; на фиг. 4 - 6 -- соответственно общая и упрощенная схемы определения текущих величин нормальных отклонений фактического контура от заданного в точках расположения конца полярной оси и полюса полярной системы координат; на фиг. 7 - схема определения текущей величины нормального отклонения фактического контура от заданного при их касании в1569053 б- Б побернща 8.7 ь Ю. Саморес бретениям и РаушскаяПатент, г. У Редактор И. ШмаковаЗаказ 1411НИИПИ Государственног113035, МПроизводственно-издател Составит Техред И. В Тираж 605 комитета по из сква, Ж - 35 ский комбинаталовКорректорПодписноеоткрытиям при ГКНТ СССн аб., д. 4/5жгород, ул, Гагарина, 1 О 1Ф - Раб1 в=1 (1 й)1 о 12( 1 л(точках расположения полюса и конца полярной оси; на фиг. 8 - то же; при касании фактического и заданного контуров в точке расположения полюса; на фиг, 9 - то же, при касании фактического и заданного контуров в точке расположения конца полярной оси; на фиг. 10 - общая схема определейия текущей величины нормального отклонения фактического контура от заданного; на фиг. 11 - схема устройства для гибки изделий с криволинейным контуром поверхности; на фиг. 12 - устройство, вид сверху; на фиг. 13 - сечение А - А на фиг, 11; на фиг. 14 - сечение Б - Б на фиг, 11; на фиг. 15 - узел 1 на фиг, 11.Способ гибки изделий с криволинейным контуром поверхности осуществляют следующим образом.Перед гибкой заданный контур поверхности изделия описывают в параметрическом виде: где 1), - полярный угол -ой точки текущихизмерений, образованный двумя опирающимися на контур поверхности изделия хордами определенной длины, соединенными концами, одну из которых принимают в качестве полярной оси, другую - в качестве полярного радиуса, а их общую точку - в качестве полюса текущей системы полярных координат;1; -- варьируемый параметр при -м положении текущей системы полярных координат;Йр) - длина дуги от начала контура поверхности изделия до положения конца полярного радиуса;1 в(;) - длина дуги от начала контура поверхности изделия до положения конца полярной оси;Цс) - длина дуги от начала контура поверхности изделия до положения полюса текущей системы полярных координат,При этом на чертеже в масштабе изображают заданный контур ММ изделия (фиг. 1) и из его начальной точки Й проводят хорду ВО, а затем из точки Опроводят вторую хорду ОА, Для упрощения измерений поверхности изгибаемой заготовки желательно выбирать хорды ВО, и ОАодинаковой длины.Полученные участки контура А,М и А% разбивают на отрезки также желательно одинаковой длины, например на и отрезков Л. , АААА и А А.АМ. Хорду ОА принимают в качестве полярного радиуса, хорду ОВ - в качестве полярной оси, а точку О - в качестве полюса текущей системы полярных ко 5 10 15 О 25 30 35 40 45 50 55 ординат и, перемещая хорды по контуру поверхности изделия в направлении от точки Лк точке М, последовательно совмещают конец полярного радиуса с граничными точками полученных дуг А+, А.,А; и т, д. Приэтом каждый раз определяют величину углара-р;, который принимают в качествеполярного угла текущей точки измерения АА+А,.При определении полярного угла ср; определяют также длину дуги Ц) от начальнойточки М до текущей точки измерения А; идлины дуг вД и Я от точки % до точек В;и О;, в которых при текущих измеренияхсоответственно расположены конец полярнойоси и полюс текущей системы координат,После этого любым известным способомизготавливают начальный участок заготовки/от точки М до точки А, сравнивают фактический контур МА с заданным по чертежуконтуром изделия МА и определяют в точкахА, А А и А нормальные отклонения60), 6)6 ), о) (фиг, 2). Для этогосовмещают в пространстве начальные точкизаданного контура Лl и сформированногоучастка М, а конечные точки сравнительных участков А и А располагают так, чтоточка А заданного контура лежит на нормали, проведенной к сформированному участку в точке А.Далее заготовку 1 подают в зону гибкии располагают ее так, что сформированныйучасток УА находится за этой зоной, а точка А - между поверхностями опорных валковых элементов 2 и 3 в плоскости симметрии, проходящей через их оси 4 и 5 вращения.Затем к заготовке 1 с помощью гибочногоинструмента 6 прикладывают изгибающуюнагрузку и перемещают ее через зону гибкина величину шага разбивки заданного почертежу контура ММ, т. е, на величину, равную отрезку А А+ (фиг. 3).На очередном участке А Аа. формируемого контура точку А+ выбирают в качествеочередной точки измерения и определяют вней полярный угол ра.между хордами/ / /А). О. и О+ В+, имеющими длину р.При определении нормального отклонения в текущей точке измерения А+ исходят из следующих допущений.При совмещении конца полярного радиуса А с текущей точкой измерения А.) конецполярной оси В располагается на участкесформированного контура в точке В+, между граничными точками одного из участковразбивки, а полюс полярной системы координат О - в точке О. между граничнымиточками А; и А,а. (фиг. 4),Ввиду относительной малости шагов разбивки и, как следствие этого, малости дугмежду указанными точками, а также из-занебольшой кривизны этих участков контуразаготовки криволинейные четырехугольники10 1 дО+1) 10) 20- бВ, +1)+2 б,+,). качестве трапеций (фиг. 5 и 6, из которых, зная длины дуг п), 1+), 1;+,) и ЦД, 1,+), 10+) от начальной точки М заданного по чертежу контура изделия до точек А;, В ь А;+, и А;, 0+ь А,. (или до одноименных точек сформированного контура заготовки) и величины нормальных отклонений д, б+ц и б 0), б+) в точках А;, А;+ и А А; определяют нормальные отклонения Ь,+1) и б,-1) в точках В+ и 0.1 в соответствии с соот- ношениями При совпадении заданного и сформированного контуров заготовки в двух точках В+ (В+1) и О/+(0.) расчет величины нормального отклонения в текущей точке изме/рения А.1 производят в соответствии со схемой, представленной на фиг. 7.При этом величины нормальных отклонений в этих точках принимают равными +)=О и б,+)=0, длина хорд А+ О+= =А+,О+,=0,В+,=р, угол между хор/ дами А 1 В+1 и О+1 В/+ а===Ь), уголг/ / между хордами А 1 В+1 и 0+1 В+ Д - 9+17 - ф +, откуда угол между хордамиг/ /а длина хорды А+В 1=Я=2 р соза.Величину нормального отклонения 1,+1) определяют из треугольника А+1 А+,/В.1, в котором вследствие относительной малости угла р б+)=Я астр.Таким образом, в рассматриваемом случае величину нормального отклонения в текущей точке измерения определяют из соот- ношения 1 /В,а.=2 р соЯ",+ ялЙ. - 2-2 г При совпадении заданного по чертежу контура изделия и фактического контура заготовки только в одной точке касания О+Х Х(0+1), когда нормальное отклонение бюр+1)=0, величину нормального отклонения б)+ц текущей точки измерения определяют из двух треугольников А+1 В+10 1 и А+В+О+1 в соответствии со схемой, представленной на фиг. 8.Для наглядности доказательства рассмотрим случай, когда треугольники равновелики, т. е. угол р+1=р+,. При этом ввиду относительной малости угла 6 между хорда/ Р Фми О+В+, и О+В+1 и угламежду хордами О+1 А+1 и О+1 А+ принимают 35 40 45 50 55":= - 1= -и гр+=р., а величину норб+ )Рмального отклонения б + )=- - б+При совпадении заданного контура изделия и фактического контура заготовки в одной точке В+(В+) для простоты доказательства принимают р+=р+1=180 и нормальное отклонение в текущей точке Азмере/ния А+, определяют по схеме, представленной на фиг. 9.При этом, исходя из условия равенства длин полярной оси и полярного радиуса А,+,О+1=0+В.1=р, определяют величину нормального отклонения в соответствии с соотношением б+)=2 б,+1). В общем случае величину нормального отклонения б+ ) сформированного контура заготовки от заданного по чертежу контура изделия в текущей точке измерения А+определяют согласно представленной на фиг. 10 схеме е соотношением/б)(+)=2 р соя +.з 1 пп+ ф+2 2 Определив величину нормального отклонения +;) фактического контура заготовки от заданного по чертежу контура изделия, гибочный инструмент 6 смещают относительно опорных элементов 2 и 3 в сторону изгибающего момента, если он имеет знак плюс, или в обратном направлении при его отрицательном значении на величину, пропорциональную этому отклонению и передаточной функции привода инструмента 6.Устройство для осуществления способа гибки заготовки 1 содержит гибочную опору, образованную валковыми опорными элементами 2 и 3, смонтированными с возможностью вращения на осях 4 и 5, гибочный инструмент 6, соединенный с регулируемым приводом 7 его перемещения относительно валков 2 и 3, датчик 8 линейных перемещений заготовки 1, кинематически связанный с валком 3, датчик 9 угловых перемещений и программное устройство0 с блоком сравнения, входы которого соединены с выходами датчиков 8 и 9, а выход - с входом привода 7.Инструмент 6 выполнен в виде пары гибочных валков с жестко связанными между собой осями, а опорные элементы 23 - в виде валковой подачи, кинематически связанной с приводом 11, обеспечивающим линейное перемещение заготовки 1 в направлении подачи.Датчик.9 выполнен в виде сельсинного устройства, включающего приемную часть, размещенную в корпусе 12, и установленный в нем с возможностью поворота чувствительный элемент 13. Корпус 12 установлен в подшипниках 14, смонтированных в корпусе 15 каретки 16, На корпусе 15 закреп 156905310 20 лены параллельно оси 17 и 18, на которых установлены ролики 19 и 20. Ось 18 смонтирована на корпусе 15 таким образом, что образующая цилиндрической поверхности роли-, ка 20 проходит через ось вращения чувствительного элемента 13, при этом расстояние между поверхностями роликов 19 и 20 соответствует толщине заготовки и может регулироваться путем перемещения оси 17 относительно оси 18 (средства регулировки не показаны).Чувствительный элемент 13 соединен с концом штанги 21, другой конец которой закреплен на шарнирной опоре 22, выполненной в виде втулки 23, установленной сбоку от валков 2 и 3 в плоскости, проходящей через их оси 4 и 5 вращения и установленной на ней оси 24, соединенной с концом штанги 21.Ось 24 совпадает с образующей цилиндрической поверхности нижнего валка 3,На корпусе 12 датчика 9 закреплен конец штанги 25, другой конец которой смонтирован на шарнирной опоре 26, размещенной на каретке 27, Опора 26 выполнена в виде смонтированного на конце штанги 25 подшипника 28, установленного на оси 29. Ось 29 закреплена на корпусе 30 каретки 27, на котором параллельно осям 17 и 18 каретки 16 установлены оси 31 и 32, и на них смонтированы ролики 33 и 34, причем образующая цилиндрической поверхности ролика 34 совпадает с осью 29, а ось 31 имеет возмокность регулировочного перемещения относительно оси 32. Устройство работает следующим образом.Передний конец заготовки подается в валки 2 и 3 валковой подачи, с помощью привода 7 к нему подводится гибочный инструмент 6, и производится его гибка. При этом линейное перемещение заготовки относительно валков 2 и 3 в процессе гибки контролируется с помощью датчика 8, подающего сигналы в блок сравнения программного устройства 10.После гибки начального участка заготовки привод 11 валка 3 выключается, валки 2 и 3 затормаживаются, и производится определение нормальных отклонений в точках разбивания сформированной части заготовки 1 с заданным по чертежу контуром изделия, Затем ось 24 перемещается во втулке 23 в направлении к валкам 2 и 3, заготовка 1 вводится в пространство между роликами 19 и 20 каретки 16 и роликами 33 и 34 каретки 27, и ее гибка продолжается.Для упрощения измерения нормальных отклонений заготовки на начальном участке может применяться дополнительный (ложный) контур с заранее измеренными нормальными отклонения, который закрепляется на заготовке и используется в качестве ее переднего конца, причем в качестве такого 15 25 30 35 40 45 50 55 участка может выбираться контур с постоянной кривизной, не имеющий отклонений от заданного по чертежу контура изделия, например контур, выполненный в виде идеальной дуги окружности прямой рейки,При подаче заготовки 1 на очередной шаг разбивки заданного по чертежу контура изделия снова определяется нормальное отклонение заготовки в текушей точке измерений, в качестве которой выбирается точка, лежащая на пересечении оси 24 с передним краем заготовки (в рассматриваемом примере контуром заготовки служит линия, очерчивающая передний край ее нижней поверхности 1., причем точка пересечения этой линии с осью 24 принимается за текущую точку измерения, совпадающую с концом полярного радиуса, точка ее пересечения с осью чувствительного элемента 13 - в качестве полюса полярной системы координат, а точка пересечения указанного края заготовки с осью 29 служит концом полярной оси).В процессе гибки заготовка перемещается между роликами 19 и 20 каретки 16 и роликами ЗЗ и 34 каретки 27 и изменяет свою кривизну на участке от шарнирной опоры 22 до датчика 9 и далее от датчика 9 до шарнирной опоры 26. Угол между штангами 21 и 25 изменяется, и они разворачивают корпус 12 с приемной частью датчика 9 и его чувствительный элемент 13 друг относительно друга. При этом корпус 12 поворачивается в подшипниках 14, конец штанги 25 разворачивается на подшипнике 28, а закрепленная на конце штанги 21 ось 24 - во втулке 23.Поступающая от датчиков 8 и 9 в блок сравнения программного устройства 10 информация о шаге заготовки и величине угла между штангами 21 и 25 (полярном угле текущей точки измерений) сравнивается со значениями, заданными по чертежу изделия, контур которого предварительно описывается в параметрическом виде. По этим значениям определяется величина нормального отклонения сформированного контура от заданного, после чего устройство 10 подает на вход привода 7 сигнал на корректировку положения инструмента 6 относительно валков 2 и 3, пропорциональный величине возникшего рассогласования.Дальнейшая гибка заготовки 1 и корректировка положения инструмента 6 производятся в процессе непрерывноо перемещения заготовки валками 2 и 3 валковой подачи.По окончании гибки каретки 16 и 27 (и дополнительный ложный контур, если он применялся) снимаются со сформированного изделия 1 и описанный процесс гибки повторяется.Использование изобретения позволяет описывать заданный по чертежу контур/ бв(д+ )=- где б+ ла изобретения 0 изделия в полярной системе координат с помощью полярной оси и радиуса, имеющих относительно небольшие размеры, Благодаря этому уменьшаются размеры измерительных датчиков и всего устройства в целом, практически исключается прогиб его измерительных элементов и повышается точность гибки.При использовании изобретения точность гибки повышается также за счет значительного уменьшения действующего на переднюю часть заготовки опрокидывающего момента, создаваемого весом устройства, так как точка приложения этой нагрузки смещена от конца заготовки и приближена к опорным элемента м. Поэтому в процессе гибки указанный момент остается практически постоянным, а не возрастает по мере выдвижения заготовки из зоны гибки,Кроме того, расширяются технологические возможности об ьекта изобретения и обеспечивается гибка крупногабаритных изделий и изделий с интенсивно меняющейся кривизной, уменьшаются размеры рабочей зоны. 1. Способ формообразования гибкой-прокаткой изделий из листового металла, при котором заданный по чертежу криволинейный контур изделия описывают параметрически в полярной системе координат, образованной хордой, принимаемей в качестве полярного радиуса, и полярным углом у полюса системы, осуществляют гибку-прокатку начального участка заготовки, измеряют полярные координаты текущей точки, которую выбирают на поверхности согнутого конца заготовки после зоны гибки, и сравнивают эти координаты с заданным, а затем определяют величину нормального отклонения фактического контура от заданного и корректируют перемещение гибочного инструмента соответственно отклонению, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности, измерения производят в текущей системе полярных координат, образованной с помощью пары хорд постоянной длины, соединенных концами, при этом одну из хорд принимают в качестве полярной оси, а другую - в качестве полярного радиуса, а их общую точку - в качестве полюса текущей системы координат, при измерении заданной по чертежу поверхности изделия хорды перемещают по контуру и, последовательно совмещая конец полярного радиуса с выбранными точками измерения, определяют полярные углы этих точек и расстояние между ними и текущими положениями полюса полярной оси, при измерениях начального участка заготовки конец полярной оси совмещают с его передним концом, полюс - с поверхностью заготовки, а конец полярного радиуса - с текущей точкой измерения на выходе из зоны гибки и в этом положении определяют нормальные отклонения фактического контура начального участка заготовки от заданного в выбранных по чертежу точках измерения, а при дальнейшем перемещении заготовки через зону гибки нормальное отклонение в текущей точке рассчитывают по отклонению текущего полярного угла и по нормальным отклонениям в предыдущих точках измерениЙ сформированного участка заготовки по соотношениям бдр+= - 2 р сог: йл-/- - . ф+ - а+2 2) - нормальное отклонение фактического контура от заданного в текущей точке измерения;б;).) - нормальное отклонение фактического контура от заданного в точке расположения полюса при текущих измерениях;6, ) - нормальное отклонение фактического контура от заданного в точке расположения конца полярной оси при текущих измерениях;бд;) - нормальное отклонение фактического контура от заданного в ближайшей к полюсу точке измерения сформированного участка заготовки, расположенной при текущих измерениях между полюсом и передним концом заготовки;6 о).1) - нормальное отклонение фактического контура от заданного в ближайшей к полюсу точке измерения сформированного участка заготовки, расположенной между полюсом и текущей точкой измерения;6 - нормальное отклонение факти:ческого контура от заданного в ближайшей к концу полярнойоси точке измерения сформированного участка заготовки, расположенной при текущих измерениях между концом полярной оси и передним концом заготовки;б ;.).1) - нормальное отклонческого контура ов ближайшей к коноси точке измерени10 15 20 25 30 35 40 о(ф+) а (4+3) ванного участка заготовки, расположенной между концом полярной оси и текущей точкой измерения;длина дуги от переднего конца заготовки до ближайшей к полюсу точки измерения сформированного участка заготовки, расположенной при текущих измерениях между полюсом и передним концом заготовки;длина дуги от переднего конца заготовки до ближайшей к полюсу точки измерения сформированного участка заготовки, расположенной между полюсом и текущей точкой измерения; длина дуги от переднего конца заготовки до ближайшей к концу полярной точки измерения сформированного участка заготовки, расположенной при текущих измерениях между концом полярной оси и передним концом заготовки;длина дуги от переднего конца заготовки до ближайшей к концу полярной оси точки измерения сформированного участка заготовки, расположенной между концом полярной оси и текущей точкой измерения; длина дуги от переднего конца заготовки до точки расположения полюса при текущих измерениях;длина дуги от переднего конца заготовки до точки расположения конца полярной оси при текущих измерениях;заданный полярный угол текущей точки измерения;фактический полярный угол текущей точки измерения длина полярного радиуса. 2, Способ по и, 1, отличающийся тем, что при измерениях выбирают полярную ось и полярный радиус одинаковой длины. 3. Устройство для формообразования гибкой-прокаткой деталей преимущественно переменной кривизны из листового металла, содержащее гибочную опору, механизм подачи заготовки, гибочный инструмент с регулируемыми приводом его перемещения относительно гибочной опоры, датчик линейных перемещений заготовки относительно гибочной опоры, датчик угловых перемещений, выполненный в виде корпуса, в котором с возможностью поворота установлен чувствительный элемент, основную шарнирную опору, установленную у гибочной опоры, основную штангу, один конец которой взаимодействует с основной шарнирной опорой, а другой конец соединен с чувствительным элементом датчика угловых перемещений, и программное устройство с блоком сравнения, входы которого соединены с выхода ми указанных датчиков, а выходы - с входами привода гибочного инструмента, отличающееся тем, что, с целью расширения технологических возможностей и говышения точности, оно снабжено двумя каретками и дополнительными шарнирной опорой и штангой, при этом на первой каретке с возможностью поворота установлен корпус датчика угловых перемещений, а на второй каретке установлена дополнительная шарнирная опора и на ней одним концом закреплена дополнительная штанга, другой конец которой закреплен на корпусе датчика угловых перемещений, а соответствующий конец основной штанги закреплен на основной шарнирной опоре.4, Устройство по п. 3, отличающееся тем, что каждая из кареток выполнена в виде корпуса, пары осей, установленных на нем параллельно, и роликов, смонтированных на этих осях, при этом корпус датчика угловых перемещений и дополнительная шарнирная опора смонтированы на корпусах соответствующих ка реток таким образом, что образующая цилиндрической поверхности одного из роликов первой каретки лежит на оси чувствительного элемента указанного датчика, а на второй каретке аналогичная образующая проходит через центр дополнительной шарнирной опоры.
СмотретьЗаявка
4473668, 15.08.1988
АЗОВСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО КУЗНЕЧНО ПРЕССОВОГО ОБОРУДОВАНИЯ И АВТОМАТИЧЕСКИХ ЛИНИЙ
ПАСЕЧНИКОВ СЕРГЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B21D 7/12
Метки: гибкой-прокаткой, листового, металла, формообразования
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/12-1569053-sposob-formoobrazovaniya-gibkojj-prokatkojj-izdelijj-iz-listovogo-metalla-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ формообразования гибкой-прокаткой изделий из листового металла и устройство для его осуществления</a>
Способ гибки изделий переменной кривизны и устройство для его осуществления

Номер патента: 1355318
Опубликовано: 30.11.1987
Автор: Пасечников
МПК: B21D 7/12
Метки: гибки, кривизны, переменной
...оси 20 в направле 5 нии подачи на некоторую заранее заданную величину и с помощью винта 16, гайки 17 и прижимной планки 18 закрепляют на нем датчик 5 таким образом, чтобы площадка Б кронштейна 15 контактировала с плоскостью торца заготовки 1, а площадка А - с верхней или нижней поверхностью заготовки 1,причем, если ось 20, вокруг которой в процессе гибки разворачивается корпус 19 датчика 6, совпадает с образующей поверхности нижнего валка 3, то площадка А должна совпасть с нижней поверхностью заготовки 1. В этом случае линия Ь, очерчивающая нижнюю границу поперечного сечения заготовки 1, служит Формируемым контуром изделия 1, точка пересечения линии Ь с плоскостью Б - начальной точкой И контура заготовки, 25 точка пересечения...
Устройство для измерения и регистрации разности температур между заданными высотами в приземном слое воздуха

Номер патента: 123740
Опубликовано: 01.01.1959
Авторы: Качурин, Толстобров, Ушаков, Ялынычев
МПК: G01D 9/42, G01K 13/02, G01W 1/00
Метки: воздуха, высотами, заданными, между, приземном, разности, регистрации, слое, температур
...12 мм/град,Так как на среднем уровне установлено два датчика, включенных вразные мосты, то при обработке результатов измерений температура насреднем уровне может быть получена из показаний двух независимыхмостов, что используется для контроля точности измерений и для определения невязки измерений,В средней части чертежа изображен блок автоматического цифрового осреднения. С осью реверсивного двигателя 11 кинематически связан диск 12 с пятью отверстиями, расположенными по окружности,Над ди ком укреплены лампочки, под диском - фотосопротивления, которые подключены к входам соответствующих пересчетных схем. Присрабатывании электромагнитных реле движение каретки преобразуетсяв группы импульсов, поступающих на вход соответствующих...
Способ изготовления гнутых изделий из стекла

Номер патента: 962224
Опубликовано: 30.09.1982
МПК: C03B 23/06
...заданного для изделия, после чего печьзакрывают, Нагревают заготовку стекла, расположенную на форме 1, доустановления температуры в печи на110-130 С выше температуры раэмягочения стекла со скоростью не менее .100 С в минуту, При достижении указанной температуры осуществляют из5 9622 гибание заготовки стекла 1 положение 5 ) с помощью вакуума, создаваемого через отверстия 3 в Форме 1. Открывают под печи и перемещают гнутую заготовку стекла с радиусом кривизны в пределах 1,2-1,6 заданного для изделия иэ формы 1, в форму 2 с радиусом кривизны готового изделия ( по- . ложение С). После перемещения заготов . ки печь закрывают и осуществляют на а грев гнутой заготовки стекла до установления температуры в печи на 110- 130 ОС выше температуры...
Способ изготовления гнутых изделий из стекла

Номер патента: 1043120
Опубликовано: 23.09.1983
Автор: Пестов
МПК: C03B 23/06
...размягчения стекла со скоростью не менее 100 СЬ минуту. При достижении указанной температуры осуществляют иэгибание плоской заготовки стекла с помощью вакуума. От- крывают под печи и охлаждавт гнутув заготовку. Гнутув заготовку 1 стекла полученную на Форме с радиусом кривизны в пределах 1,2-1 Д заданного для изделия, перемещают в разогретую форму 3, расположеннную на поду печи. Предварительно в форье 3 размещают жгут 2 иэ жаростойкой ткани, Предпочтительно, чтобы длина жгута была достаточна для свободного распо ложения его на образующей Формующей поверхности и свободного свисания с краев формы, как это изображено на чертеже. Это необходимо для удобства размещения и удаления жгута 2 иэ Формы 3Конкретные размеры жгута 2 10 и количество...
Устройство для контроля зазора между плоскостями изделий в труднодоступных местах

Номер патента: 1060928
Опубликовано: 15.12.1983
Автор: Быков
МПК: G01B 5/14
Метки: зазора, между, местах, плоскостями, труднодоступных
...ступеней, и величину зазора надо определять по.индикатору, что усложняет ЗОконтроль,Цель изобретения - упрощениеконтроля.указанная цель достигается тем,что в устройстве для контроля зазора между плоскостями изделий в труд,нодоступных местах, содержащемцилиндрический корйус с осевым отверстием,шток, установленный в осе-вом отверстии с зазором, и пружину,на наружной поверхности корпуса выполнена резьба, отверстие вы"полнено двухступенчатым, поверхностьперехода от большего диаметра кменьшему - сферической, ашток трехступенчатым, диаметр средней. ступе 45ни штока выбран меньше диаметра,меньшего отверстия корпуса, торецсредней ступени штока выполнен сферическим и предназначен для взаимо-действия со сферической поверхностьюкорпуса, в...
Предыдущий патент: Устройство для профилирования
Следующий патент: Штамп для гибки изделий с отверстиями на параллельных полках
Случайный патент: Предварительно напряженный двух-поясной висячий moct