Способ упрочнения деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки








Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУбЛИН 801523317 А 1 51)4 В 24 В 39 00 НИЯ ПИСАНИЕ ИЗОБРЕТ з равномерно усбрабатывающие теи выбирают из пус м чере нем о котор едел я е пНВ Пз сов / 0, (1+В тствен рует с тановл ые н ла, количест на, опр135 10п/(В +21-2 Гсоотве диапазо вом; О, з 1 п 2 и / гдеА= 1 ищого нераве А(1-2 и/., ) 10 НВ 0В = 41/тпрр о момент и нстп)з т ции и масса корпуса, и - количествообрабатывающих тел, Г - частота колебаний детали; Ыв = 2 агсз 1 п(П,/Рх з 1 п Г/и), Р, - диаметр окружности,касательной к обрабатывающим теламдиаметром П, В- диаметр обрабатываемой поверхности детали с твердостью материала по Бринеллю.НВ. Этопозволяет обеспечить повышение толщины и максимальной твердости упрочняемого слоя, а также повышение равномерности упрочнения поверхностейна локальных конструктивных элементах деталей типа канавок и радиусных переходов, являющихся в процессеэксп атации концентраторами напряжеНа фиг принципиботки; йати эне гии авл альная схе фиг, 2 - г соударения обрабатыва спосфик зко и формированием лок .ных элементов дет щения,Целью изобрете шение качества об ва установлщих тел; н ал ьется пов я я ная схеления сА - А на счетупроч аботк тверд 4 - сечение 5 - располо ел при упроч вьппения толщины и ного слоя поверхн структивных элеме и локальныхв деталей. ние обраб ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОбРЕТЕНИЯМ И ОТНРЫТИПРИ ГКНТ СССР ОРСИОМУ СВИДЕТЕЛЬСТВ(71) Львовский политехнический итут им, Ленинского комсомола(56) Авторское свидетельство СССй 1207732, кл, В 24 В 39/04, 06,(54) СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ(57) Изобретение относится к машино строению и предназначено для упрочнения поверхностным пластическим деформированием локальных конструктивныхэлементов деталей формы тел вращенияЦель изобретения - повышение качества обработки за счет повьппения толщины и твердости упрочненного слояповерхности локальных конструктивныхэлементов деталей. Корпусу сообщаютдвижение обкатки по упрочняемой поверхности детали, Деталь контактиИзобретение относится к машино- троению и предназначено для упрочне ния поверхностным пластическим деальных конструктив- алей формы тел враоба обраависимос рр уса обкатника сдеталью от количесх на нем деформируфиг. 3 - принципитройства для осущества; на фиг.3; на фиг.тывающих т1523317 Редактор В. Петраш Корректор И, Муска Заказ 6993/13 Тираж 662 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб д. 4/5пении цилиндрических поверхностей, на фиг. 6 - то же, при упрочнении конических поверхностей; на фиг. 7 то же, при упрочнении криволинейных5 поверхностей.На деталь формы тела вращения 1 напротив подвергаемого упрочнению локального конструктивного элемента (канавки, радиусного перехода и т.п.) свободно устанавливают корпус обкатника 2, на котором равномерно расположены обкатывающие тела - ролики 3, а их количество выбирают из диапазона, определяемого не- равенствомс В+соз- П п 10 НВ Р,где А = 2 Рпдг (1+В); 41 В - е гР",г. - количество обрабатывающих тел 3; Г - частота колебания детали; 1 и тп - соответственно момент инерции и масса обкатника 2;(2) Р,= Р + 2 Р + 4 А Величина диаметра Р, выбрана из условия обеспечения максимальной силы взаимодействия корпуса обкатника 2 с обрабатываемой деталью 1 при устойчивом режиме вибрационного поддержания вращения обкатника, который Р - диаметр окружности, касательной к обрабатывающим телам 35 диаметром Р;Р - диаметр обрабатываемой поиверхности детали с твердостью материала по Бринеллю НВ (фиг, 1). 40Обрабатывающие тела 3 выполнены, например, в виде стальных закаленных роликов диаметром Р, твердость материала которых выше твердости материала упрочняемой детали 1, Установле ны ролики 3 на обкатнике с возможностью вращения, причем диаметр окружности, касательной к обрабатывающим телам, равен согласно экспериментальным исследованиям реализуется при собпюдении неравенстваРР 4 Р+ 2 Р+ 4 АРолики 3 установлены так, чтоплоскость их вращения нормальна к поверхности детали 1 в точке контакта,Детали 1 сообщают круговые колебанияв плоскости, перпендикулярной ее геометрической оси, с определенной амплитудой и частотой. Под действием колебаний свободно установленный на ееповерхности корпус обкатника 2 засчет эффекта вибрационного поддержания вращения вовлекается в обкатку,Контактирование корпуса обкатника2 с поверхностью обрабатываемой детали 1 происходит через обрабатывающие тела - ролики 3. Вступление вконтакт с поверхностью детали 1 каждого обрабатывающего ролика 3 в процессе обкатки кольцевого обкатникапроисходит с ударом, причем соударяющимися телами являются обрабатываемая деталь 1 с одной стороны и кольцевой обкатник с другой, Соударениекорпуса обкатника 2 с обрабатываемойповерхностью детали 1 при контактировании их через ролики 3 приводит ктому, что в местах контакта с обрабатывающими роликами 3 материал детали 1 пластически деформируется иупрочняется. Эллипсообразные следысоударений при этом имеют шероховатость, равную шероховатости полированных обрабатывающих роликов 3Вращение кольцевого корпуса обкатника2 и указанное выше расположение роликов 3 обеспечивают перекрытие следов соударений по всей обрабатываемой поверхности детали 1. Время обработки устанавливают в каждом конкретном случае экспериментальным путем в зависимости от физико-механических свойств материала обрабатываемой детали 1 и требуемых параметровкачестяа упрочнения,Количество обрабатывающих тел (роликов) определяют исходя из следующего. Хорда Н является общей для окружности детали диаметра Р и окружности диаметра Р касательной к обрабатывающим телам 3 (фиг. 1).Из д АОВ6 1523317 10 Из ДАО,В 2 Г 2 27 - = И -- ) - = Ыа а и Иа оБ дб П =Лс 15где Ы - центральный угол детали, обдразованный ее радиусами,проведенными из центра еесечения к точкам контактас двумя соседними обрабатывающими телами.Следовательно,Т, аРви- =В яжи и 2 25 откуда За время перехода от контакта де тали с одним обрабатывающим телом к контакту с соседним с ним обкатник повернется вокруг своей оси на угол М. Величина 3 Ы определяется из сравнения двух соседних положений обкат/ ника: касания его в точках А и А , иЦкасания в точках А и АИз а А 0,0 Ыа о лЫ(3) 2 о- Ыи За период одного колебания детали обкатник осуществляет одно движение обкатки по ее поверхности, придя к началу следующего периода в исходную точку и провернувшись при этом на некоторый угол вокруг своей геометрической оси, Так как поверхность обкатника ввиду наличия на ней промежут ков между соседними обрабатывающими телами прерывиста, то в момент начала очередного периода колебаний де 2 ггде 1 =- центральный угол окруж -иности, касательной к обрабатывающим телам, образованный ее радиусом,проведенным из центра кточкам контакта деталис двумя соседними обрабатывающими телами. а . "а Н=2 - "я 1 и - =Ля 1 и -2 2 о 2 фкак дополнительный угол к углу ООАравный сумме двух не смежных с нимуглов треугольника, откуда следует тали обкатник может прийти в исходную точку контакта с деталью условной точкой на окружности, касательной к обрабатывающим телам и лежащей в зоне промежутка. Введя обозначения20и = -- из которогои = 2 Й угол9 УДповорота обкатника за период колебаний можно выразить так: 4 О 21)2 о -= 2 (1 --- ) и са и Угл ова я скор ос т ь о 6 ка тинка2 Т)27) (1 -- -)о 6 а иУоб Т Т 1где Т = -- период колебаний деталиЕс частотой Г,откуда27)),) = 2 Г = 2 И(1 -- -) . (4)ок обидгде Г - частота вращения обкатника,обСоставим уравнение количества движения обкатника, введя систему прямоугольных координат ХОУ (фиг. 1).Изменение количества движения обкатника по оси Х тпО - (-Ч ) соя (- - Ы ) = Б сов х об).) 2 Ыа Я, оа иИзменение количества движения обкатника по оси У са 7 с(а )1х (- д - -) - Б яи(- - -)(6) 2 и о 2 и где Ч и Ч - соответственно скооб)-) обрость центра обкатника до и послеудара;Б и Б - нормальная и касательная составляющие вектора импульса (произведениямассы обкатника насоответствующую егоскорость).Изменение количества движения обкатника при вращении вокруг его центра масс(12) 1(о) - ы ) -8 сов(- - -") И -т 2 и ЫЗ 7 Р,- Б 81 п( -- -)1 -(7) 2 и где Ф и о - соответственно угловаяИ (фскорость обкатника дои после контакта обрабатывающего тела с деталью.Полагаем, что в процессе удара деталь не проскальзывает относительно обрабатывающего тела, т.е. где Е - коэффициент трения материа 1ла обрабатывакнцих тел поматериалу детали.Средняя величина угловой скорос ти обкатникац - а,1 аЛ (9)сб 2 25Линейная скорость центра обкатника до и после удара с деталью ч = - ы ч = -1 ы (10)О, Эсб С 1 2 (чф с 6 + 2 (фС Учетом (3) УРавнениЯ (5) - (7) мож 30но представить в виде; ЬЫ . дс( шЧ 81 пЫ = Б сов+ Б 81 и - ; сб) " 2 " 2(11)Выразив линейные скорости через 40 угловые согласно (10), первые два уравнения представим в виде П дЫ дЫш "4 81 пЫ = Ь 81 п - + Бсов - ,2 Н " 2 " 245Р Э, дЫш - И - ш - Я совЫ = Б сов2 ,И 2 И с 2,дЫ- Б В 1 Пд 50 Умножив первое уравнение на 81 п - ,Д Ф а второе на сов - и сложив их между 2 собой, получимШ Ь) 81 П 81 П + Ш -Ь 2 ) СО 8 2 и 2 2 До(ш - и совЫ со 8 - = Бл22 Умножив первое уравнение на совД,4дЫ2а второе на 81 и - и вычтя второе из2 П, . дЫ 1), дЫ ш - у 81 пЫ сов -- ш - 1 Ы 81 п - + 2 Н 2 2 ф 2Пользуясь известными тригонометрическими соотношениями для суммы углов, касательную и нормальную составляющие вектора импульса из получен" ных уравнений представим в виде,П г д дЫБ= ш -1 -сов(Ы + - ) Фь), сов - , 2 и 22 Р. Да( 4 Ы Б = ш . - Г 41 81 п(Ы + - ) - Ы; 81 п - .12(-) 22Подставим полученные значенияБв уравнение (11).,1(Ы - И. ) = - - Г -и сов(с( + м4(-1 дЫ дЫ дЫсов - + ю сов-ц 81 п(Ы + - ) 2 ф 1 2 И 2 дЫ . дЫ81 П - +У 81 И 2 22 После. преобразования получим со.отношение между угловыми скоростями до и после удара дт1 + - - сов (4- Юц И2.1. аЮь.4 Подставим значения Би Б в (8), тогда условие непроскальэывания обкатника при его обкатке по детали приметвидДс( Дс( (д К = 014(ф2Ее решение 2 К 1-- - ь = 2(13) Р К+1 ок1-ф 1+К ющей неравенству Полагаем, что энергия деформирования Э материала обрабатываемой детали равна энергии удара, т.е. разнице кинетических энергий обкатника, до и после удара: 1 и 112 П 1 О 2Э = - ( 1 + - 1 ) (ь 2 1, г ) - ( 1 + 2.) У 2 4 .4 Ир + И+ ш 112к( -- - --- )- Я, ) = Я (1 + --- ) 20 2 (-1 (ф об 4 ш 11 2 1 + -созе 4и 1 2где 1 + в " - момент инерции обкатни 4ка относительно точки 30 нием Э = -2 -НВ = 0,17 Е 4 НВ Пз1 7 й35-2э, = О, 17 (О, 5)4 нВ. пз - 10 нВ.2 ъз после преобразований выражение энергии удара примет вид:212 Р (41+ т 02)п 12 г яиг- (1 -- -) 4527ии Э й ч а минимальное Тогда диапазон допускаемой энергииудара при упрочнении определяетсянеравенством г 41 + и 112 соя -1 и(1 - .) - 4, (1 + -- ) Ы(1 -контакта с деформирующими телами, Здесь использованы зависимости (9) и (12). С учетом (13) и (4), а также принимая во внимание, чтол1 - соя -2.иф яиг .ии 2 л1 Эу - А(1 /Э В + сояг- и где А = 22 Рийг (1+В) С другой стороны, известно, что оптимальным с точки зрения повышения долговечности деталей является режим их поверхностного упрочнения пластическим деформированием прис 1степени наклепа Е. - . - удовлетворяО У 0,3 ( Е (0,5, (15) где й - диаметр отпечатка на обрабатываемой поверхности детали.Под обрабатывающими телами в данномслучае подразумевают либо шар диаметром Э, либо сферический ролик диаметром П. Назначение величины степени наклепа ниже 0,3 нецелесообразно, так как в этом случае не удается в полной мере повысить твердость наклепанной поверхности, Увеличение степени наклепа до 0,5 сопровождается повышением поверхностной твердости. Дальнейшее увеличение степени наклепа не вызывает повышения твердости и, таким образом, с этой точки зрения является бесполезным, Зависимость энергии удара при динамическом упрочнении деталей от твердости по Бринеллю материала обрабатываемой детали НВ записывается выражеС учетом граничных значений степени наклепа с(15) максимальное значение энергии упрочнения Э= д,17(0,3) НВЭз = 0,135 10 НВЭз С учетом (12) получим (1).Пределы этого неравенства определяются свойствами материала обрабаты 15233 ваемой детали (твердостью по Бринеллю) и размером обрабатывающих роликов (диаметром Э). Энергия соударения (14) обкатника с деталью зависит от массы обкатника, его момента инерции5 и количества деформирующих роликов. Минимальная масса обкатника определяется конструктивно, исходя из возможности установки на нем роликов вы О бранного размера. Момент инерции обкатника связан с его массой известной зависимостью. Таким образом, при выбранной массе неравенство (1) определяет диапазон оптимального числа роликов на обкатнике.Практически оптимальное число роликов определяют следующим образом. В соответствии с (14) строят график зависимости Э от и при прочих изУвестных условиях и на нем проводят две горизонтали, соответствующие минимальному Эи максимальному Э, уровням энергии соударения для материала обрабатываемой детали. Про екции точек пересечения графика: с этими горизонталями на ось и дают граничные значения диапазона оптимального числа роликов на обкатнике, На фиг. 2 представлен полученный из (14) график зависимости энергии соударения обкатника с обрабатываемой деталью Э от количества установленных на нем обрабатывающих роликов и. График построен для следующих условий обработки и параметров обкатника: частота колебаний обрабатываемой детали Е = 24 Гц, диаметр ее обрабатываемой поверхности Э - 400 мм, масса обкатника ш = 10,6 кг, его момент инерции 1 = 0,54 кг м, диаметр обрабатывающих роликов 0 = 10 мм, диаметр окружности, касательной к обрабатывающим роликам П= 4 10 мм. Как видно из полученной графической зависимости, вьйсод из установленного не 45 равенством (1) диапазона в сторону уменьшения числа роликов не приводит к увеличению твердости материала обработанной детали. Увеличение Э за предел указанного диапазона может привести к зарождению микротрещин в материале обрабатываемой детали, -т.е. к его перенаклепу. Выход иэ диапазона в сторону увеличения числа55 роликов приводит к уменьшению стейени наклепа, снижению толщины и твердости упрочненного слоя Как в первом, так и во втором случаях 17 12эффективность упрочнения материала детали, а следовательно, и ее долговечность снижается. Устройство для осуществления способа (фиг. 3) содержит установленную на упругих элементах 4 на основании 5 платформу 6 с вибровозбуцителем 7 круговых колебаний в горизонтальной плоскости . Между жестко закрепленными упорами 8 с шариками 9 установлен с возможностью перемещения в горизонтальной плоскости корпус обкатника 2. На корпусе обкатника 2 на осях 10 равномерно (фиг. 4) расположены обрабатывающие тела в виде сферических полированных роликов 3, причем диаметр Р, касательной к ним окружности соответствует (2). Количество роликов 3 выбрано из диапазона, определяемого неравенством (1), а твердость материала, из которого они изготовлены, выше твердости материала обрабатываемой детали 1. Оси вращения роликов 3 лежат в радиальных плоскостях, проходящих через ось корпуса обкатника 2. Приупрочнении цилиндрических поверхностей детали 1 плоскость вращения каждого ролика 3 являющаяся плоскостью его симметрии, смещена относительно плоскости соседнего ролика 3 вдоль оси корпуса обкатника 2 вверх или вниз на величину, равную (или меньшую) ширине отпечатка Ь (фиг. 5). При обработке конических поверхностей, кроме указанного осевого смещения плоскостей, имеет место радиальное смещение осей вращения соседних роликов 3, определяемое величиной конусности обрабатываемой поверхности (фиг. 6). При обработке криволинейных поверхностей, наряду с указанными смещениями, выполняется угловое смещение плоскостей вращения роликов 3, являющихся плоскостями их симметрии (фиг. 7). Величина этих смещений также определяется размерами отпечатков Ь, которые должны перекрывать друг друга. В любом из указанных случаев ролики 3 установлены таким образом, что плоскость их вращения нормальна к поверхности обрабатываемой детали 1 в точке контакта. Оси обрабатываемой детали 1 и корпуса обкатника 2 перпендикулярны плоскости колебаний платформы 6. Между роликами 3 внутри корпуса обкатника 2 на платформе 6 установле13 15233на оправка 11 с гайкой 12 для крепления детали 1,Упрочнение поверхности детали 1на устройстве осуществляется следующим образом.Подлежащую упрочнению деталь 1устанавливают на оправке 11 и с помощью гайки 12 жестко закрепляют наплатформе 6. При этом подлежащая упрочнению поверхность детали 1 располагается внутри корпуса обкатника 2,напротив роликов 3. Включают вибровозбудитель 7, сообщающий платформе6 круговые колебания в ее плоскостис определенной амплитудой и частотой.Колебания платформы 6 передаютсяжестко установленной на ней детали 1,Под действием колебаний детали 1 свободно установленный между опорами 8 20на шариках 9 корпус обкатника 2 эасчет эффекта вибрационного поддержания вращения вовлекается в обкаткупо ее поверхности. Контактированиекорпуса обкатника 2 споверхностью 25детали 1 происходит через обрабатывающие ролики 3. Вступление в контактс поверхностью детали 1 каждого очередного ролика 3 в процессе обкаткикольцевого корпуса обкатника 2 происходит с ударом, причем соударяющимися телами являются массивная обрабатываемая деталь 1 с платформой 6 содной стороны, и кольцевой корпус обкатника 2 в , с другой стороны. Соударение кольцевого корпуса обкатника2 с обрабатываемой поверхностью детали 1 при контактировании их черезролики 3 приводит к тому, что в местах контакта с роликами 3 материалдетали 1 в поверхностном его слоепластически деформируется и упрочняется. Вращение кольцевого корпусаобкатника 2 й укаэанное расположениероликов 3 обеспечивают перекрытиеследов соударений, чем достигается45равномерность упрочнения по всейобрабатываемой поверхности детали 1(фиг, 5- 7). По завершении определенного времени обработки останавливают вибровозбудитель 6, отвинчиваютгайку 12 и снимают обрабатываемуюдеталь 1 с оправки 11, На ее местоустанавливают очередную подлежащуюупрочнению деталь 1, закрепляют,ее гайкой 12, и цикл обработки повторяют в описанном выше порядке.Согласно предлагаемому способу обрабатывали канавку под стопорное 174кольцо барабана типа КТЕ авиационных колес, изготовленного из алюминиевого сплава АК 6 с твердостью по Бринеллю НВ 26,5. Обработку производили с использованием закрепленных с возможностью вращения вокруг своей геометрической оси на обкатни" ке сферических обрабатывающих роликов диаметром 10 мм, изготовленных из стали ЯХ 15 и закаленных до ЧКС 55. Ролики равномерно по окружности диаметром Р,= 420 мм устанавливали на обкатнике массой ш = 10,6 кг с моментом инерции 1 = 0,54 кг м . Диаметр окружности, касательной к роликам, Р, = 4 10 мм, а диаметр обрабатываемой поверхности детали Р= 400 мм. В процессе эксперимента изменяли количество роликов на обкатнике от и = 3 до и = 24, оставляя за счет крепления дополнительных грузов к обкатнику постоянными его массу и момент инерции. Обработку; производили на протяжении 10 мин, при частоте колебаний детали Е = 24 Гц и амплитуде 3 мм. Контроль качества упрочнения осуществляли путем измерения толщины упрочненного слоя и поверхностной микротвердости, определяемых с помощью прибора ПМТ-З, на изготовленных из вырезанных участков упрочненной поверхности барабанов шпифах, Параллельно, протравливая шпифы в растворе Каллера, при 120- кратном увеличении под микроскопом ММИпроизводили наблюдения за характером изменения микроструктуры материала упрочненных деталей. В результате эксперимента установлено, что по мере увеличения числа обрабатывающих роликов на обкатнике толщина упрочненного слоя в поверх" ностном слое материала барабанов уменьшается от 2,2 мм при и3 до 0,5 мм при и = 24, что связано с уменьшением по мере увеличения числа роликов энергии соударения обкат" ника с барабаном. Уменьшается и поверхностная микротвердость материала упрочненных барабанов от 1475 МПа при и = 3-6, до 1300 МПа при и 24, Степень наклепа изменяется при этом в диапазоне 0,2с й 0,7, Отмечено, что в диапазоне изменения числа роликов 3 п6 прирост поверхностной микротвердости весьма незначителен (103), а в подслойной области упрочненного материала барабанов наблюла)2 кп 0,135 10 НВ Рз с А(1зп 2и -150х --- ( 10 НВРзУВ + соз -и ется наличие микротрещин, появление которых связано, очевидно, с ограниченной способностью материала барабанов к пластическому деформированию при больших степенях наклепа. Количество микротрещин убывает по мере увеличения числа роликов и полностью исчезает при и = 7. При количестве роликов и = 8 толщина упрочненного слоя в материале барабанов составля- ет 1,5 мм при поверхностной его микротвердости 1450 МПа. Степень наклепа при этом равна Е = 0,5. При и = 19 толщина упрочненного слоя в материале барабанов составляет 0,8 мм при поверхностной его микротвердости1350 МПа и степени наклепа Е = 0,3.При дальнейшем увеличении числа роликов до 24 степень наклепа снижает ся до О,2, а поверхностная микротвердость падает до 1300 МПа.Результаты экспериментального исследования свидетельствуют о том, что для упрочнения барабанов оптимальным 25 являешься количество роликов на обкатнике с указанными конструктивными параметрами в диапазоне 8 4 п 419. При выходе из этого диапазона в сторону уменьшения числа роликов микротвер дость существенно не увеличивается, а а в материале барабана образуются микротрещины, свидетельствующие о его перенаклепе. При выходе из диапазона в сторону увеличения числа роликов в результате обработки не обеспечивается достаточное повышение твердости материала барабанов и толщины упрочненного слоя. В обоих случаях упрочняющая обработка не обеспечивает 40 должного повышения моторесурса барабанов авиационных колес.Экспериментальные данные согласуются с теоретической зависимостью (14) для определения оптимального числа роликов при упрочнении деталей предлагаемым способом. Так, необходимая для обеспечения степени наклепа Е= 0,5 при упрочнении барабанов из сплава АК 6 максимальная энергия удараЭ = 10-1 НВ,Эз 10 .26 5.10 6,у макс(10 10 )з = 0,265 кг м 2 = 2,6 Дж,7 16Энергия удара для обеспечения степени наклепа Е= 0,3 Эумин= 0,135 10 НВ Р = 0,135 10 26,5 10 (10 10 ): 0,35 Лж,а соответствующее ей число роликов из (14) и = 19.Таким образом, рекомендуемый неравенством (14) диапазон количества роликов 7,3 п 419, весьма близок к установленному экспериментально 8 п 19.В сравнении с известными способами упрочнения деталей формы тел вращения предлагаемый способ обеспечивает повышение толщины и максимальной твердости упрочненного слоя, а также равномерности упрочнения поверхностей на локальных конструктивных элементах деталей типа канавок и радиусных переходов, являющихся в процессе эксплуатации концентраторами напряжений, чем достигается повышение моторесурса деталей.Формула изобретения Способ упрочнения деталей, при котором деталь устанавливают с зазором в корпусе приспособления, а упрочнение осуществляют обрабатывающими телами, размещенными между обрабатываемой поверхностью и корпусом, при этом обработку осуществляют в режиме виброобкатывания, о т л и ч а - ю щ и й с я тем, что, с целью повышения качества обработки за счет повышения толщины и твердости упрочненного слоя поверхности локальных конструктивных элементов деталей, количество обрабатывающих тел выбирают из диапазона, определяемого не- равенством где А = 2 Гз Рш 02 (1+В)Найденное из этого неравенства числороликов, соответствующее 41В=шП 21 и ш - соответственно момент инерции и масса корпуса;17 тел;частота колебаний обрабатываемой детали; Э,2 агся 1 п ( - " аз.п -),Р п и - количество обрабатывающих 15233 17 8где Р - диаметр окружности, касательной к обрабатывающимтелам диаметром Р;5П - диаметр обрабатываемой поЬверхности детали с твердостью материала по Бринеллю НВ.
СмотретьЗаявка
4372441, 01.02.1988
ЛЬВОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
ЩИГЕЛЬ ВИКТОР АБРАМОВИЧ, СТУПИН ВИКТОР СЕРГЕЕВИЧ, ДЬЯЧЕНКО ВЛАДИМИР АНАНЬЕВИЧ, ПАВЛОВ СЕРГЕЙ НИКОЛАЕВИЧ, АФТАНАЗИВ ИВАН СЕМЕНОВИЧ, КУК АНДРЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B24B 39/00, B24B 39/04
Метки: упрочнения
Опубликовано: 23.11.1989
Код ссылки
<a href="https://patents.su/11-1523317-sposob-uprochneniya-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ упрочнения деталей</a>
Раскатник для упрочняюще-чистовой обработки внутреиних поверхностей вращения

Номер патента: 351683
Опубликовано: 01.01.1972
Автор: Натапов
МПК: B24B 39/02
Метки: внутреиних, вращения, поверхностей, раскатник, упрочняюще-чистовой
...методом тонкого пластического деформирования,Известны раскатники для обраоотки внутренних поверхностей вращения с прямолинейной образующей, рабочие ролики которыхвзаимодействуют с упруго деформируемойвтулкой, надетой на оправку и разжимаемойпри осевом перемещении последней,Предлагаемый раскатник отличается от известных тем, что втулка снабжена двумя опорными пружинящими поясками, которые сообщают роликам перемещение до соприкосновения с обрабатываемой поверхностью, обеспечивая самоустановку роликов в процессе 1обработки.На чертеже изображен описываемый инструмент в разрезе.Конические рабочие ролики 1 расположеныв сепараторе 2 и опираются на два пружинящих пояска 3 втулки 4, закрепленной на оправке б. На сепараторе с возможностью...
Способ тангенциального накатывания поверхностей вращения

Номер патента: 703318
Опубликовано: 15.12.1979
МПК: B24B 39/04
Метки: вращения, накатывания, поверхностей, тангенциального
...и сообщают ейреч-вращательное движение. Накатную головку, содержащую два накатных рояется лика 2, оси которых расположены вкали одной плоскости; разворачивают подн- углом О( к оСи заготовки 1 и перемещают относительно нее в поперечном направлении с подачей Я Приет по- движении головки в укаэанном направ 20 ленни накатные ролики 2 начинаютстным взаимодействовать с обрабатываемойбенно заготовкой 1, а точка пересечениякой- плоскости осей роликов и оси обрабатываемой заготовки 1 перемещаютсяка влево, к торцу Т обрабатываемой поверхности, При совпадении указаннойовку точки пересечения с торцом обрабаере- тываемой поверхности (в точке 0) гооси ловка занимает положение 1, обоэна-.о ченной на фиг.1 итрихпунктирной ли 5 ности д способо при бол...
Устройство для получения осенесимметричных поверхностей вращения

Номер патента: 1288089
Опубликовано: 07.02.1987
Авторы: Вербицкий, Зубков, Кузнецов, Рыдник
МПК: B29C 37/00
Метки: вращения, осенесимметричных, поверхностей
...11 и гайки 12. Винтовой дом- ЗО крат 13 предназначен для изменения угла наклона стола 2 с закрепленной на нем заготовкой 14. Угол наклона к оси вращения штанги 7 равен углу наклона к оси вращения хорды, соединяющей концы расчетной образующей шаблона 8, а базовая кромка инструментального шаблона 8 параллельна этой же хорде.Устройство работает следующим образом.Стол 2 и штанга 7 устанавливаются под 4 О углом, соответствующем углу наклона хорды, соединяющей концы расчетной образующей. На стол 2 устанавливается и закрепляется заготовка 14. Обработка заготовки из восковых смесей производится инструментальным шаблоном 8, рабочая кромка кото рого имеет форму расчетной образующей, путем резания материала заготовки при повороте...
Инструмент для накатывания наружных поверхностей вращения
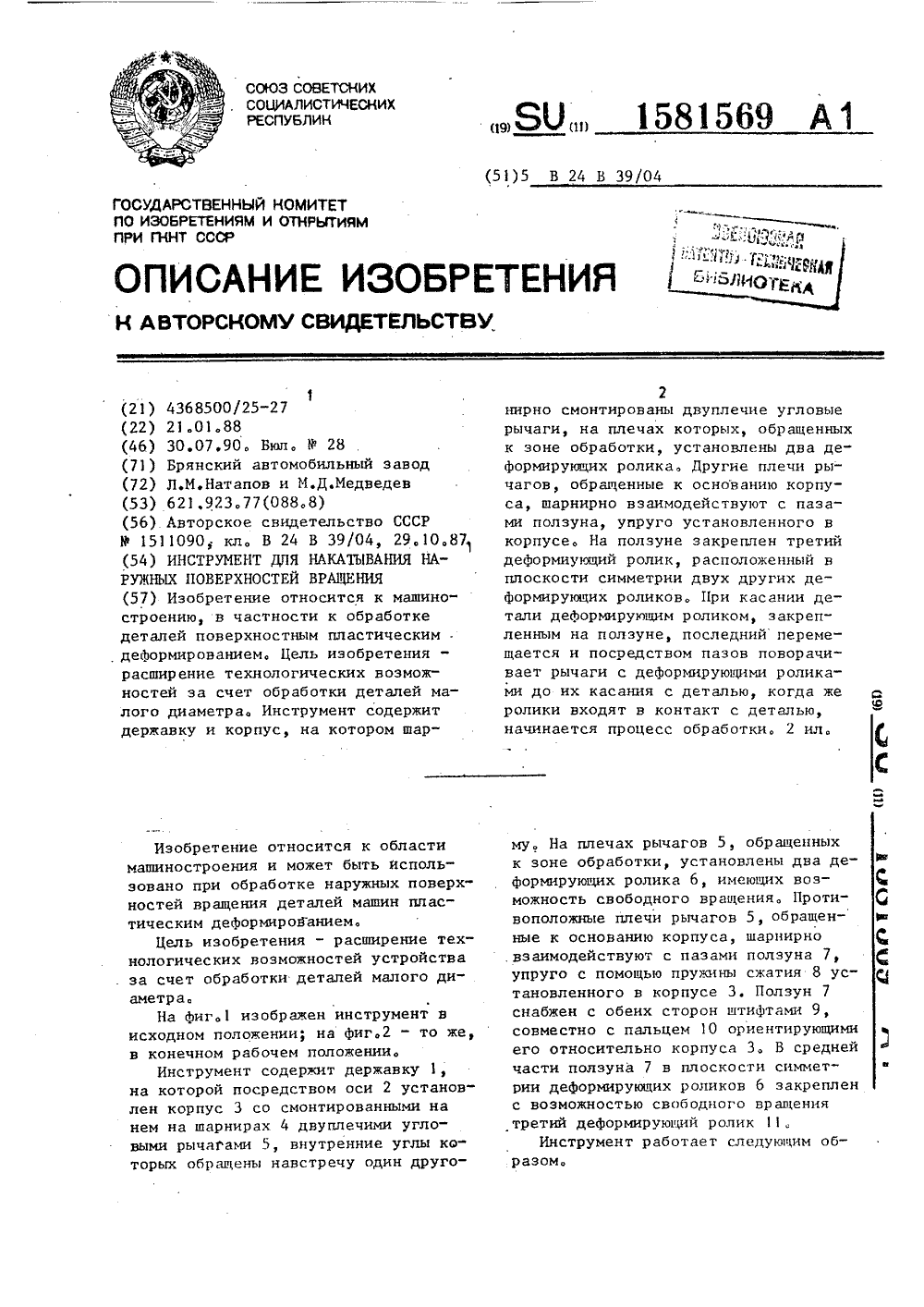
Номер патента: 1581569
Опубликовано: 30.07.1990
МПК: B24B 39/04
Метки: вращения, инструмент, накатывания, наружных, поверхностей
...заготовку 12 устанавливают в патроне, а державку 1 - врезцедержателе токарного станка. Висходном положении инструмента (фиг.1) 5его ползун 7 под действием пружины 8находится в крайнем правом положении,а двухплечие угловые рычаги 5 соответственно в разведенном состоянии. 11 ру-.жина 8 выбирается незначительной жест 1 Окости, достаточной лишь для перемещения ползуна 7 и разведения рычагов 5в нерабочем положении устройства.Затем обрабатываемой заготовке 12сообщают вращательное движение, а дер жавке 1 инструмента - движение поперечной подачи с возможностью обеспечения определенного тарированного усилия, например при помощи пружины (непоказана) или пневмо- или гидропри Овода.При движении инструмента в указанном направлении его...
Устройство для накатывания наружных поверхностей вращения

Номер патента: 1712136
Опубликовано: 15.02.1992
МПК: B24B 39/04
Метки: вращения, накатывания, наружных, поверхностей
...относительно державки 2, при котором с последней взаимодействует упор 7 корпуса, Такое угловое положение корпуса устройства обеспечивает незадевание его нижнего деформирующего ролика 6 с заготовку 9 при движении роликов в рабочую зону, Затем обрабатываемой заготовке 9 сообщают вращательное движение, а державке 2 устройства - движение поперечной подачи 5. При движении державки 2 в указанном направлении верхний деформирующий ролик.5 начинает взаимодействовать с обрабатываемой поверхностью заготовки 9 (момент изображенный на фиг, 1), Дальнейшее перемещение державки 2 сопровождается поворотом на шарнире 3 корпуса 4 относительно державки 2 по часовой стрелке. Во взаимодействие с обрабатываемой поверхностью заготовки 9 вступает и второй...
Предыдущий патент: Способ упрочнения деталей поверхностным пластическим деформированием
Следующий патент: Способ деформирующего протягивания
Случайный патент: Устройство для защиты трехфазной электроустановки от изменения чередования фаз сети