Система складирования продуктов с использованием несущих элементов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
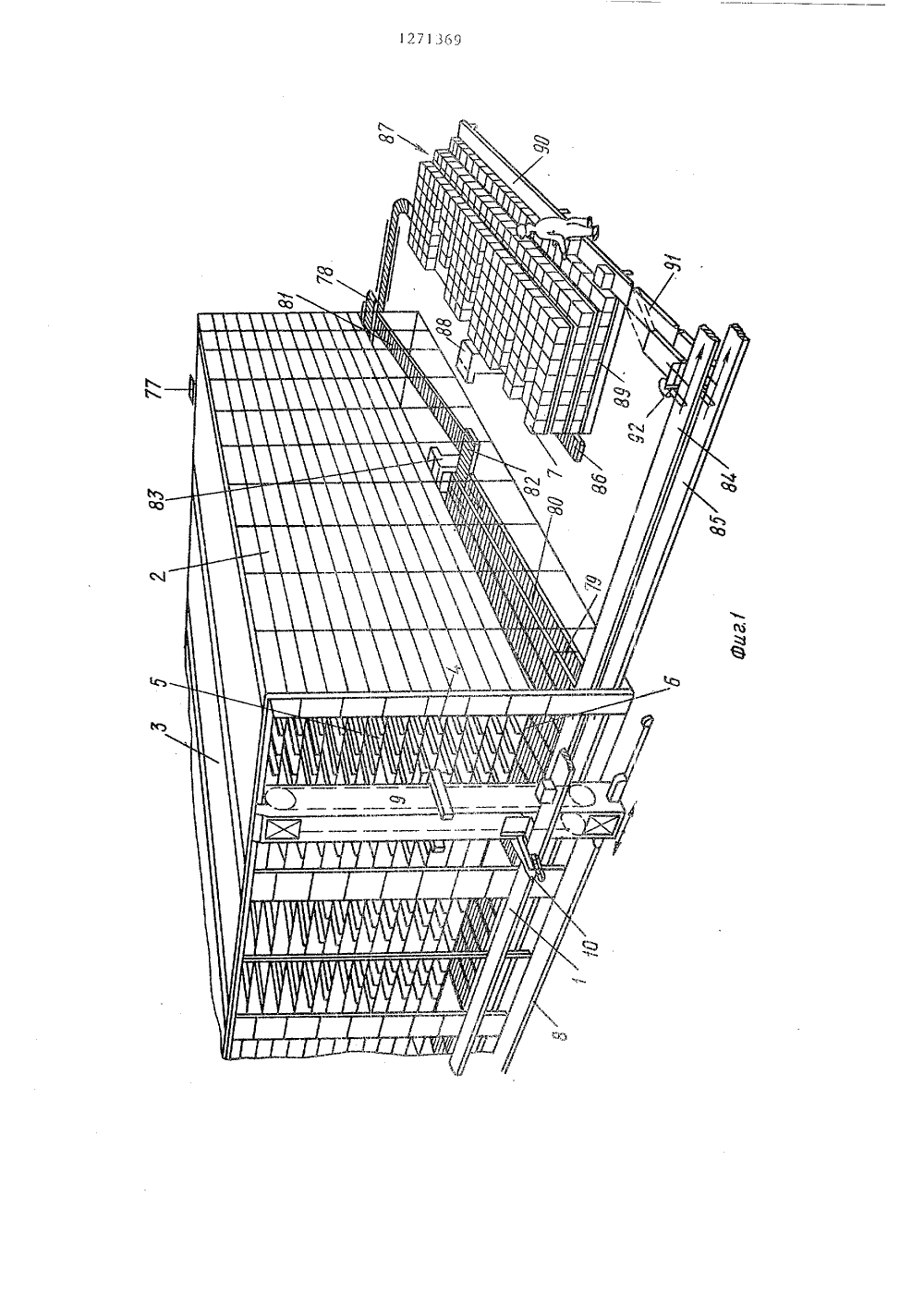
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНРЕСПУБЛИН В 65 С 1 ОПИСАН ИЗОБ ЕТ 21) 3356144/27-1186) РСТ/ХЬ 81/ОООО22) 06,11.8131) 800135232) 06.03.8033) 6,03,81) 1,86. Бюл 46) 1 71) Т ан Эл ингсбю хниш Онтвик тен Б,В.(И 1. 72) Г Ва тен,ик гор Хуго рит Ф 2313288,6,828,5 тикальнойУ-образных размещениемсущих балокненные кажды рабочей по" скольжения н оскс сти с анавках н торы, выпо спирально и участкоми есущие одом с верхность следнеи и пл продолжениупорными учнах, один ых сторо тками накоторых яжен с уч оперечиден" жения, и имеющие Ч-образной фор ком ск ное сеченитичной форс шириной еи бал анавок н оотв ольжения еньшеи ши стка ности и уч ственно бол ны до ен ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Антониус Хуркманс и Де Врис (Я.)(54) (57) СИСТЕМА СКЛАДИРОВАНИЯ ПРО, ДУКТОВ С ИСПОЛЬЗОВАНИЕМ НЕСУЩИХ ЭЛЕМЕНТОВ, содержащая стеллаж с рядом этажей, размещенные с одной стороны стеллажа по меньшей мере один загрузочный койвейер и одно подъемное загрузочное устройство, установленное с возможностью перемещения в продольном направлении вдоль стелла- жа, приспособление для ввода несущих элементов в стеллаж, размещенные с другой стороны стеллажа по меньшей мере один разгрузочный конвейер и одно подъемное разгрузочное устройство, установленное с возможностью продольного перемещения вдоль стеллажа, шаговые конвейеры, размещенные по меньшей мере по одному на этаже стеллажа с расположенными вдоль направления транспортирования несущих элементов транспортирующими и несущими балками для взаимодействия снесущими элементами, смонтированныйна разгрузочном подъемном устройствес возможностью вертикального перемещения по нему и взаимодействия с одними концами транспортирующих балокприводной механизм, механизм передачи несущих элементов на разгрузочныйконвейер с передаточным механизмом,о т л и ч а ю щ а я с я тем, что,с целью повышения удобства эксплуатации, несущая балка каждого шагового конвейера выполнена профилированной с четырьмя опорными поверхностями, расположенными попарно на двухуровнях в продольном направлении, идвумя продольными Ч-образными канавками, транспортирующая балка каждого шагового конвейера выполнена сплоской грузонесущей поверхностью иснабжена валами, размещенными перпендикулярно ей и имеющими на концахопоры для взаимодействия с расположенными на нижнем уровне опорнымиповерхностями несущей балки, и шарнирно установленные в продольной вер оне спиральнои повер1271369 О ЗО Э 5 40 45 ной части канавок, при этом на загрузочном подъемном устройстве с возможностью вертикального перемещения Изобретение относится к хранениюпродуктов на многоярусном стеллажес иСпользованием несущих элементов,Цель изобретения - повышение удобства эксплуатации.На фиг,1 показана система складирования продуктов с использованиемнесущих элементов, общий вид в аксонометрии; на фиг,2 - загрузочноеподъемное устройство, вертикальноепоперечное сечение; на фиг,З - загрузочное и передающие устройства,горизонтальное поперечное сечениемна фиг,4 - шагавый конвейер, смонтированный на стеллаже, поперечное сечениемф на фиг,5 - сечение А-А нафиг.4; на фиг.6 - сечение Б-Б нафиг,4.Система содержит один или несколько подающих конвейеров 1, складскойстеллаж 2, состоящий, например,из семикамер 3, расположенных одна эа другой,которые в вертикальной плоскости разделены, например на тринадцать этажей4, На каждом этаже 4 расположеныскладирующие конвейеры 5, например,восемь, которые размещены на опорныхбалках 6 стеллажа 2, Продукты помещены в несущие элементы 7, например,коробки, размещенные внутри стеллажа 2, У входной стороны стеллажа установлены на рельсах 8 один или нескольк 6 загрузочных подъемников 9,Предпочтительно, чтобы число подъемников 9 было равно числу подающихконвейеров 1,На уровне подающего конвейера 1подъемника 9 неподвижно смонтировано,устройство 10 для передачи элементов7 в стеллаже 2, Устройство 10 включает в себя установленный на консольной части 11 рамы 12 гидравлическийили пневматический цилиндр 13 либодругое толкающее устройство, а также два наклонных роликовых конвейера 14 и 15, последний из которых имепо нему установлен другой приводноймеханизм для взаимодействия с другимконцом транспортирующей балки,3ет стопор 16, Подъемник 9 имеет колеса 17 (два или более) с приводом от электромотора 18, установленного на плите 19, неподвижно присоединенной к раме 12. Подъемник 9 имеет направляющие колеса 20, В раме 12 с верхней и нижней стороны имеетсяпара звездочек 21 и 22 соответственно, удерживаемых с возможностью вращения на валах 23 и 24 соответственно,причем верхний вал 23 регулируетсяпо высоте, По звездочкам 21 и 22проходят бесконечные цепи 25 и 26,которые могут натягиваться регулируемым верхним валам 23. Цепи 25 и 26 приводятся в движение в направлении стрелок В (фиг.2) посредством электромотора 27 и цепного или ременного привода 28. На цепях 25 и 26 подвешены опорные качалки 29, которымиэлементы 7 забираются с роликовогоконвейера 15, Качалки 29 перемещаютэлементы 7 .вниз на конвейер 30 передающего устройства 31 фиг,2 и 3),который перемещает элементы из качалок 29 на шаговый конвейер 5, Вертикальное перемещение передающего устройства 31 обеспечивается подъемнойрамой 32, содержащей направляющие колеса 33, идущие по рельсам 34, установленным на раме 12 подъемника 9, У верхней стороны подъемной рамы 32 установлен шестеренно-реечный привод 35 с шестерней, имеющей прямые зубья, Пестерняперемещает подъемную раму 32 вверх и вниз вдоль подъемника 9,Для того, чтобы обеспечить компенсацию отклонений от правильной высоты передающего устройства 31, роликовый конвейер 30 и приводной и соединительный механизм шарнирно подсоецинены к подъемной раме 32, к которой монтируется шарнирно опорная рака 36 на валу 37, при этом рама упуго удерживается посредством ролика 18 на рычаге 39, который шарнирно ус 1271369фиг.5 (несущие секторы участками упорной поверхности 75 у донной стороны транспортирующей балки 44 могут свободно перемещаться в направлении стрелки В до тех пор, пока снова не 5 будет достигнуто начальное положение), В течение этого возвратного движения транспортирующая балка 44 посредством подшипников скольжения .63 и 64 опирается на поверхность скольжения 54 и 55 несущей балки, Тем самым достигается то, что широкая Ч-образная часть обода 71 несущего сектора при возвратном движении разгружена от собственного веса транспортирующей балки 44, при этом предотвращается значительное излишнее трение и износ, Посредством транспортирующей балки 44 конвейера 5 элементы 7 передаются на разгрузочный подь емник 77 и разгрузочный конвейер 78,В том случае когда разгрузочные конвейеры 78 используются только для комплектования заказов, элементы 7, расположенные на конвейере 78, пере мещаются далее к месту распределенияПосле этого в устройстве 79 для комплектования заказов нет необходимости.Однако если необходим быстрый спо- З 0 соб комплектования заказов, элементы 7 передаются посредством толкающего устройства 86 на наклонный конвейер 81, который укладывает элементы 7 на распределительный конвейер 82, который, в свою очередь, транспортирует элемент 7 к передающему устройству 83, Устройство 83 укладывает элементы 7 на один иэ конвейеров 80, 40Каждый накапливающий конвейер 79 предназначен для временного хранения определенного количества элементов 7, которые заполнены продуктами только одного типа, Согласно фиг,1, . 45 применены два слоя накапливающих кон. вейеров 80, находящихся вблизи один от другого, Можно применить более двух слоев накапливающих конвейеров 80, находящихся друг над другом, Ко личество накапливающих конвейеров 80 в каждом слое равно количеству видов продуктов, которые должны доставляться, Предпочтительно, чтобы накапливающие конвейеры 80 устанавливались 55 под стеллажом 2, чтобы пространство для пола было как можно меньшим, Накапливающие конвейеры 80 предпочтительно конструируют в виде наклонно установленных роликовых конвейеров, на которых элементы 7 катятся посредством силы тяжести к самому нижнему концу конвейера и останавливаются у стопора (не показан) или у предыдущей клети, В конце каждого накапливающего конвейера 80 монтируют передающий механизм (не показан), пЕ- редающий элементы с конвейера 79 на один из конвейеров 84, 85 для комплектования заказов, которые состоят из приводных роликовых конвейеров, На конвейерах 84 и 85 комплектуется один заказ для транспортирования далее в направлении стрелок Г для дальнейшей отправки, Поскольку один над другим установлено несколько слоев накапливающих конвейеров 80, а каждый слой имеет свой собственный конвейер для комплектования, заказов, элементы 7 для нескольких заказов могут комплектоваться одновременно,Система работает подобным образом при наличии элементов 7, например, коробок, которые имеют высокую обора- чиваемость (так называемые "быстрые бегуны" ). Накапливающие конвейеры 80 с передающими устройствами и конвейерами 84 и 85 для комплектования заказов обеспечивают возможность быстрого комплектования заказов, состоящих из таких "быстрых бегунов", Буферный запас элементов 7 может быть большим относительно числа требуемых конвейеров для комплектования заказов. 11 осредством этих накапливающих конвейеров задействуется относитель-. но большое ц сло упаковочных клетей.Все это отличается от режима с медленной оборачиваемостью (так называемые "медленные бегуны, В ряде,. случаев различие предметов, находя- щихся на несущих элементах или коробках, может быть весьма значительнью, Можно взять в качестве примера пятнадцать сотен различных предметов или упаковок, из которых, например, две сотни быстрых бегунов" и тринадцать сотен "медленных бегунов", Если эти предметы должны быть обработаны таким же образом, что и "быстрые бегуны" во всех пятнадцати сотнях, то требуются накапливающие коН- вейеры 80, расположенные вблизи друг от друга, Однако производственный склад был бы небольшим по отношению к большому количеству накапливающих"медленных бегунов" очень низка. Поэтому ,цля этих предметон возможендругой способ, Устройство 79 длякомплектования может быть разделенона одну часть, предназначенную для"быстрых бегунов" и другую часть,предназначенную для "медленных бегунов",В части для медленных бегунов" 10теперь используются накапливающиеконвейеры 80 для забирания частичныхзаказов, состоящих из "медленных бегунов", Если, например, имеется пятьдесят накапливающих конвейеров, то 5подъемники 77 забирают пятьдесят заказов из хранилища, предмет за предметом, Определенное количес.тво элементов одного предмета передается кпятидесяти накапливающим конвейерам 20и распределяется по ним, при этомможет быть решен вопрос об установкекомпьютера для определения числаэлементов, которые подаются к конвейерам, Таким образом, уже на накапливающих конвейерах комплектуютсячастичные заказы,.Как только передаются все предметы,.необходимые дляпятидесяти заказов, пятьдесят.частичных заказов лежат готовыми, цтобы 30служить н качестве комплектации для"быстрых бегунов", Поэтому частичныезаказы должны лежать готовыми на накаглинающих конвейерах 80 до запусказаказов, Подъемники 77 могут бытьпущены с составлением следующих пятядесяти частичных заказов толькотогда, когда Доставлены все предыду:щие заказы, Это означает, что с составлением неподвижных заказов следу- щет подождать, пока подъемники 77снова не составят следующие пятьде. -сят частичных заказов, Для того чтобы избежать этого разръгва каждыепятьдесят транспортирующих конвейерон 80 для "медлснных бегунов" могутбыть сконструированы с двойным количеством а используемые с перерывамипятьдесят накапливающих транспортеров в середине снабжены стопорами 501 не показаны ) или "блокирующими уст.рОЙ с тв амиВо время составления заказон элементы движутся к этим стопорам,Как только частичные заказы гото- Ывы все эти пятьдесят заказов одновременно выпускаются к второй половине накапливаюп(их конвейеров, после цего стопоры или блокирующие устройства снова поднимаются, Затем въпущенные заказы лежат готовыми к завершению, в то время как подъемники77 могут быть немедленно запущены ссоставлением следующих частичных заказов на первой половине накапливающих конвейеров 80,Поскольку подъемники 7 должны работать в часто повторяемом режимедля составления частичных заказов, апередающее устройство должно быть отрегулировано на высокую частоту, составление частичных заказов прохсдитмедленнее, чем передача "быстрых бегунов посредством накапливающих конвейеров с передающими устройствами.Однако, поскольку за единицу временидолжно передаваться пишь нескслькоэлементов, эта система может бытьприменена Для медленных бегуновКомплектование посрецством выходногоподъемника и складирования частичногозаказа на роликовом конвейере значительно экономит количество роликовыхконвейеров, Количество накапливающихконвейеров для медленных бегунов может быть равно, например. пятидесяти,так что пятьдесят ча"тичных заказовлежат готовыми к завершению, Для равномерного составления заказов могутпотребоваться пятнадцать сотен роликовых конвейеров, большинство из которых буДет выпускать время От Времени один элемент, При разделенном способе для "быстрых бегунов" необходимо, например, приблизительно две сотни роликовых конвейеров а для медленных бегунов" предполагается пятьдесят так что имеет место значительная экономия роликовых конвейеров,В случае некоторых сыпучих частичных заказов можно исцользовать болееодного накапливающего конвейера, Таким способом можно э.сономично, автоматически, с управле.Ием компьютеромсоставить заказы содержащие "быстрые" и "медленные бегуны", Ручноезавершение автоматически составленных заказов из элементов 7, имеющихВысокую оборачиваемость, с элементами 7, имеющими низкую оборачиваемость, приВОдит к то у, что управление должно быть разделено на автоматическое и неавтоматическое, Это подразумевает большое количество контролирующих и управ ясщих действий,при этом затраты нв управление про 127136915 40 канавки 52 и 53 соответственно, функ-.45 50 тановлен на консоли 40 на подъемной раме 32 и удерживается под роликом посредством пружины 41 на консоли 40, при этом рычаг подталкивается к стопору 42 у другого конца посредством пружины 41.К передающему устройству 31 крепится приводной и соединительный механизм 43 (фиг2), которым может приводиться в движение шаговый конвейер5, В качестве приводного и соединительного механизма 43 может быть применен, например, кривошипношатунныймеханизм, который приводится в движение электромотором 1 не показан). Шаговый конвейер 5 (Фиг,4 - 6) состоит из транспортирующей 44 и несущей 45 балок, которые могут быть изготовлены из холоднокатанного стального листа и их Форма обеспечиваетсяпосредством холодной деформации напрофилирующем прокатном уклоне, Несущая балка 45 может быть изготовлена в виде узла, при этом создаетсяполностью закрытая донная сторона,как показано на фиг,4, в виде левойчасти а и правой части б, при этомканавка 46 лежит между частями а иб балки 45, Профиль разделения несущей балки 45 таков, чтосюда такжепоступает грязь (утечки из упаковкис продуктами),Несущая балка 45 посредством болтов 47 жестко прикреплена к опорнымбалкам 6 складирующего стеллажа 2,Балка 45 профилирована таким образом,что имеет опорные поверхности 48 и 49, посредством которых удерживается несущий элемент 7 или опора, Балка 45 может быть выполнена с разгрузочными канавками 50 и 51 для утечек жидкости, причем с внутренней стороны каждой разгрузочной канавки 50 и 51 образованы Н-образные продольные ция которых заключается в транспортировании несущих элементов,Между разгрузочными канавками 50 и 51 и Ч-образными продольными канавками 52 и 53 образованы опорные несущие поверхности 54 и 55 для удерживания транспортирующей балки 44, состоящей из профиля 56 стального листа, на обоих продольных краях которого образованы профили 57 и 58,и придающие жесткость транспортирующеибалке 44, В этих трубчатых профиляхна равном расстоянии друг от.друга 26 25 30 35 установлено определенное число поперечных валов 59, которые проходят через отверстия в вертикальных внутренних стенках 60 и 61 трубчатых профилей 57 и 58 и концы которых покоятся в трубчатых профилях в углублениях 62 подшипников 63 и 64, проходящих через отверстия в горизонтальюной нижней стороне 65 и 66 трубчатыхпрофилей 57 и 58,Подшипники 63 и 64 при обратномдвижении и в положении покоя транспортирующей балки 44 удерживаются посредством несущих поверхностей 54 и55 несущей балки и тем самым удерживают транспортирующую балку 44,Транспортирующая балка 44 с нижней стороны снабжена шарнирно подвешенными несущими секторами 67 и 68,которые установлены над Ч-образнымипродольными канавками 52 и 53 на поворотном валу 59, Несущие секторы67 и 68 предпочтительно изготавливают из синтетического материалалитьем под давлением, Между несущими секторами 67 и 68 на поворотномвалу 59 установлена дистанционнаявтулка 70. Несущие секторы 67 и 68содержат имеющий стороны 69 обод 71с нарезкой спиральной формы 72 и 73,которая с обоих концов заканчиваетсяучастками 74 и 75 упорной поверхности,Обод 71 каждого несущего сектора67, 68, кроме того, имеет -образное поперечное сечение, При этом ширина нарезки 72, 73, имеющей спиральную форму, больше ширины донной части М-образной продольной канавки52, 53, причем имеющая спиральнуюформу нарезка 72, 73 от конца, находящегося на наибольшем расстоянии отповоротного вала, имеет участокскольжения с плоской поверхностью76, С другой стороны ширина обода 71в зоне участка плоской поверхности76 меньше, чем ширина донной частиЧ-образной продольной канавки 52, 53.У разгрузочной стороны складирующего стеллажа 2 установлены один илинесколько разгрузочных подъемных устройств в форме подвижных патерностерных подъемников 77, которые выполняют таким же образом, как и патерностерные подъемники 9 с входнойстороны, Подъемники 77 снабжены регулируемым в вертикальном направлении устройством для передачи несущих5 12713элементов не показано, Устройствадля передачи элементов 7 снабженыприводом и соединительным механизмом,чтобы они могли приводить в движениетранспортирующую балку 44 соответствующего шагового конвейера 5 с разгрузочной стороны.Конструкция привода и соединительного механизма с разгрузочной стороны идентична приводу и соединитель Оному маханизму с входной стороны.Устройство для передачи несущих элементов 7 с приводом и соединительныммеханизмом клети 7 передает с конве;йера 5 в подъемник 77, который работает в обратном направлении по отношению к подъемнику 9, забирает элементы 7 с передающего устройства икладет их на передающее устройство,которое сконструировано таким же образом как и устройство 10 (Фиг,2 и3), но действует в обратном направлении и передает элементы 7 с подьемника 77 на первый разгрузочныйконвейер 78, конструкция которого 5соответствует конструкции подающихконвейеров 1,Система содержит также,комплектовочное устройство 79, накопительные80, наклонный 81 и распределительный ЗО82 конвейеры, передающее устройство83, предназначенное для передачи элементов 7 на один из конвейеров 80.Система имеет также комплектовочныеконвейеры 84 и 85, 35Система работает следующим обра,зом.Подъемник 9 загружает стеллаж 2 (передает элементы 7 с конвейера 1 на транспортирующую балку 44 конве О йера 5, которая перемещается механизмом 43).Ход транспортирования транспортирующей балки 44 показан на Фиг,б стрелкои Г, а обратный ход на Фиг, 5 стрелкой В. В начале хода транспортирования Г несущие секторы 67 и 68 и транспортирующая балка 44 находятся в положении, показанном на Фиг,5, в котором верхняя поверхность транс О портирующей балки 44 лежит под опорными поверхностями 48 и 49 несущей балки 45. Транспортирующая балка 44 через подшипники 63 и 64 удерживает. ся посредством опорных поверхностей 55 54 и 55 несущей балки 45, которые удерживают несущие элементы 7, предназначенные для транспортирования,нные коробки (Фиг, А),щих секторов б/ и например, упаковс 1 чтр тяжес т и чесъ 68 лежит слева по 59 при этом сект отношению к валу ор стремится вредной стрелки. Брящещаться против час ние предотвращается тем, что наклонные стороны обода 71 в зоне имеющей спиральную форму нарезки 72. 73, входят в зацепление с наклоненной, ицушей вверх стенкой 1/-образной продольной канавки 52, 53, В том случае когда транспортирующая балка 4/1 перемещается посредством пр;-вадя от одного из подъемников 9 или 7/ в направлении стрелки Г, несущи сектора вхоцят во Фрикционное зацепление с ч-образными продольными канавками 52 и 53 при этом несущие секторы 67 и 68 вращаются против часовой стрелки, Мобоазная Форма обода 71 несущего сектора 67, 68 увеличивает усилие,. оказываемое на се;тор при этом наклон спиральной Формы может быть довольно крутым, без скольжения, поэтому необходим лишь коро.кий ход в направлении стрелки Г,тобы поднять несущую белку 44, а следовательно, и элементы 7, Зоящательное движение несущего сектооя предс твращается тем, что участок 74 упсрной поверхности подталкивается к -.;анной стороне транспортирующей бялкг 44, Участок 76поверхности сколь;:.ения не чщего сектора 68 посл.е зтс 1 о удерживается посредством денной .-:асти продольной канавки 52, 63 псскольку ширина У - образного обода в зоне поверхности скольжения б мень в ,.1 е тциоины донной части продольной канавки 52, 53, кяк указано в правой части Фиг,/, Пои этом несущте сектаоы 67,. 68 могут свободно перемещаться в направлении транспортиоования с тоанспортирующей балкой 44 и несомычи элементами 7,В начале обратного хода В секторы 67 и 68 находят"я в положении, показанном вя Фиг,б В там случае, если транспортирующая балка 44 перемещается по укя.ванному пути в направлении В, несущие секторы 67 и 68 вращаются го часовой стрелке и транспортирующая балка в ," с элементами 7 вначале опускается, элементы 7 перемещаются на насуши опорные поверхности 48, 4 с, при .".том трянспортио- ющяя балка 44 опускается далее до тех пор пока несущие секторы не дос"игнут полсжения, соответствующегопорционально повышают, Цель должнасостоять в составлении всех заказовпо возможности автоматически и скомпьютерным управлением, что возможно согласно предлагаемой системе,Вопрос о том, где точно должно бытьвыполнено разделение между "медленными" и "быстрыми бегунами", зависитот многих факторов, которые отчастимогут быть правильно оценены лишь на 10практике Благоприятным является тотфакт, что механическая конструкцияустановки почти одинакова для обеихсистем отличие заключается только вуправлении, Поэтому последующие изменения линии отделения возможны беззначительных трудностей, Описанноевыше передающее устройство (не показано) подъемников 77 может передавать упаковочные элементы 7 от подь Оемников на второй выходной конвейер86, который передает элементы 7 кпосту 87, 88 для комплектования элементов,25 Элементы 7 передаются посредством передающего устройства к одному из конвейеров 89 поста 87 для комплектования узлов (текущая сетка), Конвейеры 89 располагаются вблизи один от другого с определенным числом слоев один над другим, при этом число конвейеров 88 по меньшей мере равно числу типов продуктов. Конвейер 89 состоит из наклонных роликовых конвейеров, на которых элементы 7 передаются вперед по действием силы тяжести вплоть до своего места, Элементы 7, хранящиеся на посту 87, представляют собой однородные коробки, причем каждая коробка содержит один тип продуктов, У передней стороны поста 87 установлен конвейер 91, На посту 87 оператор может наполнять пустую клетьтребуемым числом упаковочных единицразличных продуктов, необходимых длясоответствующего заказа, При этом.одна коробка может быть заполнена,например, определенным количествомбутылей со сладким кремом, определенным количеством бутылей с йогуртоми т,д, Оператор укладывает заполненную разнородную коробку с различными типами продуктов на конвейер 90, когорый может передавать ее через местовключения 91 и выход 92 на один изконвейеров 85 и 84 для комплектования заказов, где клеть может быть добавлена к соответствующему заказу,На посту 87 для комплектования эле-ментов может быть организован показ,где указываются упаковочные единицыдля каждого заказа, Это облегчаетсоставление упаковочных коробок сразличными продуктами. Заполнениеразнородных коробок различными продуктами также может быть выполненоавтоматически, Описанная системаскладирования может контролироватьсяпосредством компьютера, определяющего начальный и конечный момент работы нескольких конвейеров, приводов,транспортирующих и передающих устройств и, кроме того, управляющегопоследовательностью работы этих устройств, причем все это в зависимостиот последовательности и величины заказов на различные продукты, 127369
СмотретьЗаявка
3356144, 06.11.1981
Техниш бнтвиккелингсбюро Ван Эльтен Б. В
ГЕРРИТ ЯН ВАН ЭЛТЕН, АНТОНИУС ХУРКМАНС, ВИКТОР ХУГО ДЕ ВРИС
МПК / Метки
МПК: B65G 1/06
Метки: использованием, несущих, продуктов, складирования, элементов
Опубликовано: 15.11.1986
Код ссылки
<a href="https://patents.su/10-1271369-sistema-skladirovaniya-produktov-s-ispolzovaniem-nesushhikh-ehlementov.html" target="_blank" rel="follow" title="База патентов СССР">Система складирования продуктов с использованием несущих элементов</a>
Переход с одной стороны конвейера на другую

Номер патента: 1737137
Опубликовано: 30.05.1992
Авторы: Кретов, Курасов, Михеев, Никишичев, Попков
МПК: E21D 9/00, E21F 13/08
Метки: другую, конвейера, одной, переход, стороны
...И ОТКРЫТИЯМПРИ ГКНТ СССР(56) Котов М,А, и др. Правила эксплуатациподземных ленточных конвейеров на угольных и сланцевых шахтах. - М.; Недра, 1973с, 13, и. 2.36.Авторское свидетельство СССРМ 362937, кл, Е 21 Е 13/08, Е 21 Р 17/001965,Изобретение относится к горной про-мышленности и может быть использовано для перехода людей в наклонных горных выработках.с одной стороны конвейера на . другуюЦель изобретения - повышение безопасности перехода людей с одной стороныконвейера на другую,На.фиг.1 показана наклонная выработка, в которой установлен конвейер с переходом, продольный разрез; на фиг.2 - сечение А - А на фиг,1.В наклонной горной выработке новлен конвейер; имеющий верхн нижнюю 3 ветви Переход с одной стороны конвейера на другую...
Устройство для сборки узла табачного стержня с фильтрующим элементом, имеющим овальное сечение, посредством клейкой соединительной полосы, наматываемой внахлест

Номер патента: 1595328
Опубликовано: 23.09.1990
МПК: A24C 5/47
Метки: внахлест, имеющим, клейкой, наматываемой, овальное, полосы, посредством, сборки, сечение, соединительной, стержня, табачного, узла, фильтрующим, элементом
...пары находятся на большем расстоянии от приемныхвыемок 47 следующей пары, Однакоразмер барабана 30 (фиг.2 и 3) одинаков, а каждая приемная выемка отделена от соседних приемных выемок расстоянием 37,2 мм так же, как и выходные выемки,Работает устройство следующим об=разом.В процессе работы подталкивающий19, прокатывающий 30 и передающий31 барабаны вращаются по стрелкам,показанным на фиг.2. Лента 42 приводится в движение роликом 46 в томже направлении, что и поверхность барабана 30, но при несколько меньшейугловой скорости, поэтому предмет,находящийся между лентой 42 и барабаном 30, будет прокатываться противчасовой стрелки по поверхности барабана 30, при этом перемещаясь впередпод действием вращения барабана.Разрежение прилагается...
Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления

Номер патента: 1709046
Опубликовано: 30.01.1992
МПК: E04G 21/12
Метки: железобетонный, железобетонных, полый, полых, стержневой, стержневых, элемент, элементов
...которых аналогична форме проема 74. В отсеке 72 установлен подвижный подпружиненный элемент 79, выполненный по форме поперечного сечения отсека 72. Элемент 79 снабжен со стороны проемов 74, 77 и 78 спаренными ригелями 80 и 81, при этом элемент 79 в местах расположения ригелей 80 и 81 имеет Г-образное сечение, Перемычка 82 ригелей 80 и 81 пропущена через проем 74 в стенке 71, а ригели 80 и 81 - через проемы 77 и 78 в стенках 75 и 76. Скошенный концевой участок ригеля 80 контактирует с поверхностью прямоугольного выступа бурта 69 крышки 67, а скошенный участок ригеля 81 - с проставкой 83-образных захватов 84 устройства 85 для снятия крышки 67. Верхние концы захватов 84 шарнирно закреплены на концевых участках балок 86, которые снабжены...
Устройство для захвата элемента сборной крепи

Номер патента: 754077
Опубликовано: 07.08.1980
Авторы: Лазаревич, Перепелкин, Торгунаков
МПК: E21D 13/04
Метки: захвата, крепи, сборной, элемента
...работает следующим образом.:еред захватом элемента 14 на цепи 13 спускается вертлюг 9, что позволяет поворачивать устройство для захвата элемента 14 крепи, которое754077 Формула изобретения 0 может занимать в выработке любоеположение.При присоединении устройства к элементу 14 крепи выдвижной стержень 2втягивают рукояткой 3 внутрь балки 1и фиксируют рукоятку 3 в Г-образномпазу 4. Шипы б вводят в проушины элеМента крепи на одной его стороне иустанавливают устройство таким образом, чтобы подпружиненный стержень 2мог войти в проушину на другой стороне элемента 14 крепи,Соединенный с захватным устройством элемент 14 крепи может поворачиваться относительно оси балки 1 вместе с планкой 5 вокруг выдвикногостержня и оси 7. При этом плечо...
Клиновый ловитель ленты конвейера

Номер патента: 1682271
Опубликовано: 07.10.1991
Автор: Светов
МПК: B65G 43/06
Метки: клиновый, конвейера, ленты, ловитель
...4, на которой расположены тормозные колеса 5 с храповым механизмом, находящиеся в постоянном контакте с лентой 2, и колес 6, взаимодействующих с наклонными направляющими 1. Тормозные колеса 5 установлены на осях 7, Зажимные элементы связаны между собой с помощью стержня 8, концы которого жестко закреплены на осях 7 тормозных колес 5, при этом один из концов стержня может крепиться на оси 7 с помощью втулки 9, которая закреплена на оси 7.Приспособление для удержания зажимных элементов выполнено в виде прижимных пружин 10, один конец которых связан, например, посредством втулок 11 с рамой 3 для размещения зажимных элементов, а другой конец закреплен на жестких рамках 4, а также направляющих 12, расположенных перпендикулярно оси 7...