Тахман
Регистрирующее устройство

Номер патента: 1204933
Опубликовано: 15.01.1986
Авторы: Дружаев, Жиглов, Коряченко, Майзенберг, Тахман
МПК: G01D 9/00
Метки: регистрирующее
...на фиг. 2 - разрез А-А ца фиг. 1; на фиг. 3 - вид Б ца фиг. 1.Устройство содержит корпус в виде двух противоположных стенок 1, соединенных плитой 2 с вырезом, барабац 3 со спиральным гребнем 4 по его образующей поверхности, соединенный с приводом 5, два штифта 6, закрепленных на торцах бараба. - на 3, два фрикционньгк,выступа , закрепленных на образующей поверхности барабана 3 по его обоим краям. Оси штифтов 6 и выступов 7 расположены в одной радиальной плоскости барабана 3, Регистрирующий орган устройства выполнен в виде эксцентрикового вала 8, соециненного с регулируемым электроприводом 9, и установлен с возможностью прижима к спиральному гребню 4 барабана 3 через носитель 10 предоставляющий собой пакет беловой и копировальцой бумаги....
Способ определения мертвых ходов в приводах подач фрезерных станков

Номер патента: 1161281
Опубликовано: 15.06.1985
Авторы: Волк, Розенберг, Тахман
МПК: B23C 9/00
Метки: мертвых, подач, приводах, станков, фрезерных, ходов
...в заготовке обрабатывают паз глубиной не более половины осевого шага зубьев фрезы, расфреэовывают его по ширине последовательно с двух сторон при попутной подаче, при этом 0 параметры фреэы и величину припуска назначают такими, чтобы в резании участвовало одновременно не более одного зуба, и измеряют ширину паза в плоскости торца, а мертвый ход определяют как отклонение результата измерения от заданной ширины паза. В результате того, что расфрезовывание паза ведут фреэой с правым направлением винтовой линиизубьев при попутной подаче, а параметры фрезы, величину припускаи глубину паза назначают такими,чтобы в резании участвовало одновременно не более одного зуба, обеспечивается прерывистый характер резания и точки боковых...
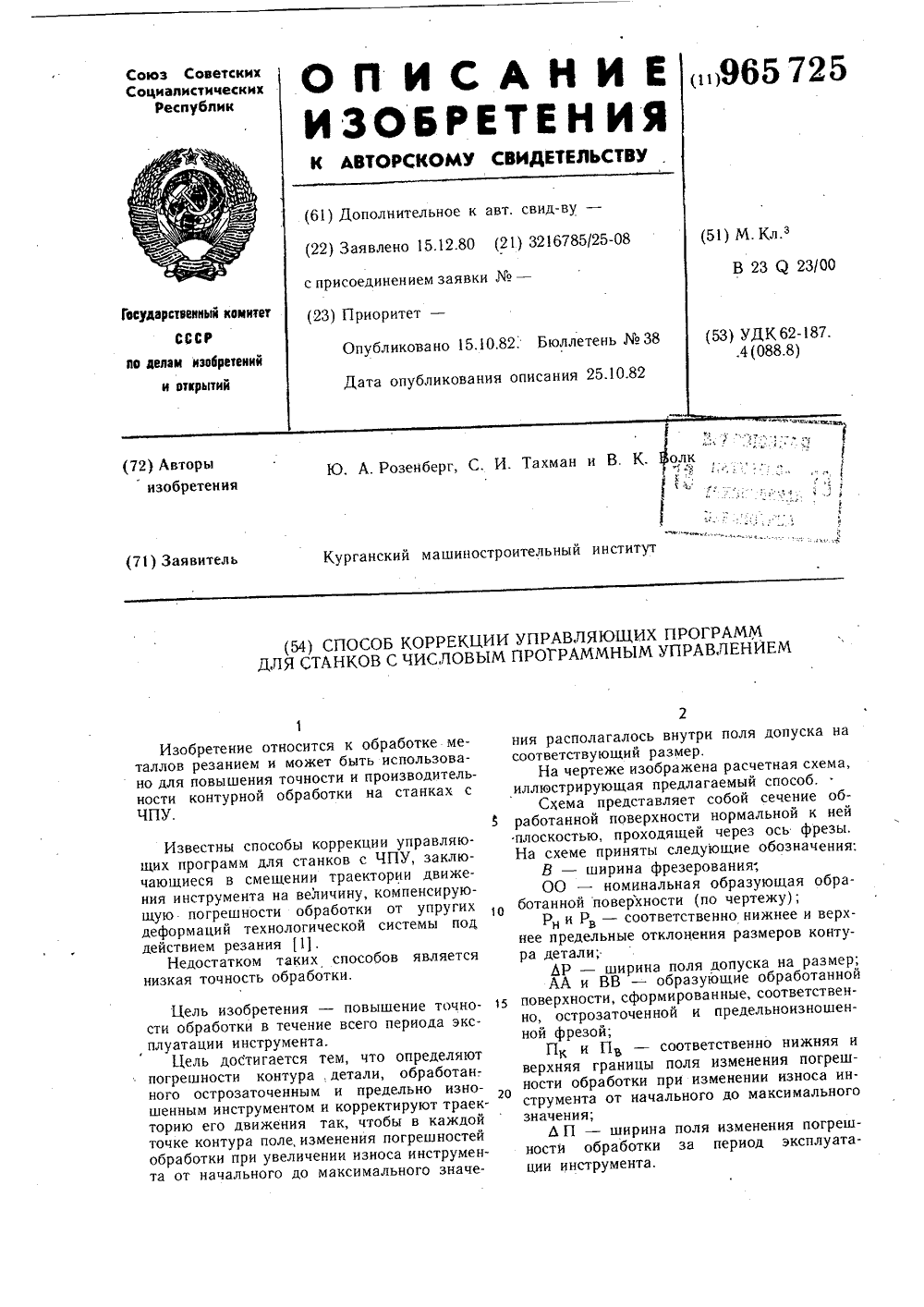
Способ коррекции управляющих программ для станков с числовым программным управлением
Номер патента: 965725
Опубликовано: 15.10.1982
Авторы: Волк, Розенберг, Тахман
МПК: B23Q 23/00
Метки: коррекции, программ, программным, станков, управлением, управляющих, числовым
...щих программ для станков чающиеся в смещении тра ния инструмента на величин щую погрешности обработ деформаций технологическо действием резания 1.Недостатком таких спо низкая точность обработки,Цель изобретения - псти обработки в течение всплуатации инструмента.Цель достигается тем,погрешности контура . детного острозаточенным ишенным инструментом и которию его движения так,точке контура поле, измененобработки при увеличениита от начального до макс АВЛЯЮЩИХ ПРОГРАММГРАММНЫМ УПРАВЛЕНИЕМ965725 Формула изобретения Для сохранения требуемой точности об-работки в течение всего периода эксплуатации инструмента необходимо, чтобы поле изменения погрешностей ЬП в каждой точке траектории располагалось внутри поля допуска ЬР на соответствующий...
Способ определения характеристик податливости технологической системы спид фрезерного станка

Номер патента: 764852
Опубликовано: 23.09.1980
Авторы: Волк, Розенберг, Тахман
МПК: B23B 25/06
Метки: податливости, системы, спид, станка, технологической, фрезерного, характеристик
...фреэы, рад;д - угол наклона винтовой ликиизуба к осн фрезы, Рад.Участок О 01 образующей формируется при постоянной результирукщей силе резания Р , которую измеряют помаксгоризонтальной площадке образующей, полученной на осциллограмме. Точка приложения этой силы (в центре тя жести апюры распределенной по.зубу нагрузки), определяющая величину фактического вылета фреэы при Формировании участка 01 0 , перемещается вдоль оси Фреэы синхронно с профили датливости станков с ЧПУ, находящих.ся в эксплуатации,Цель изобретения - определениехарактеристик податливости технологической системы фрезерного станка, не зависящих от вылета Фрезы,по результатам одного опыта, сокращение трудоемкости и повышения точности эксперимента.Это достигается тем,...