Стенд для сборки и двусторонней сваркн листового материала в полотнища
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
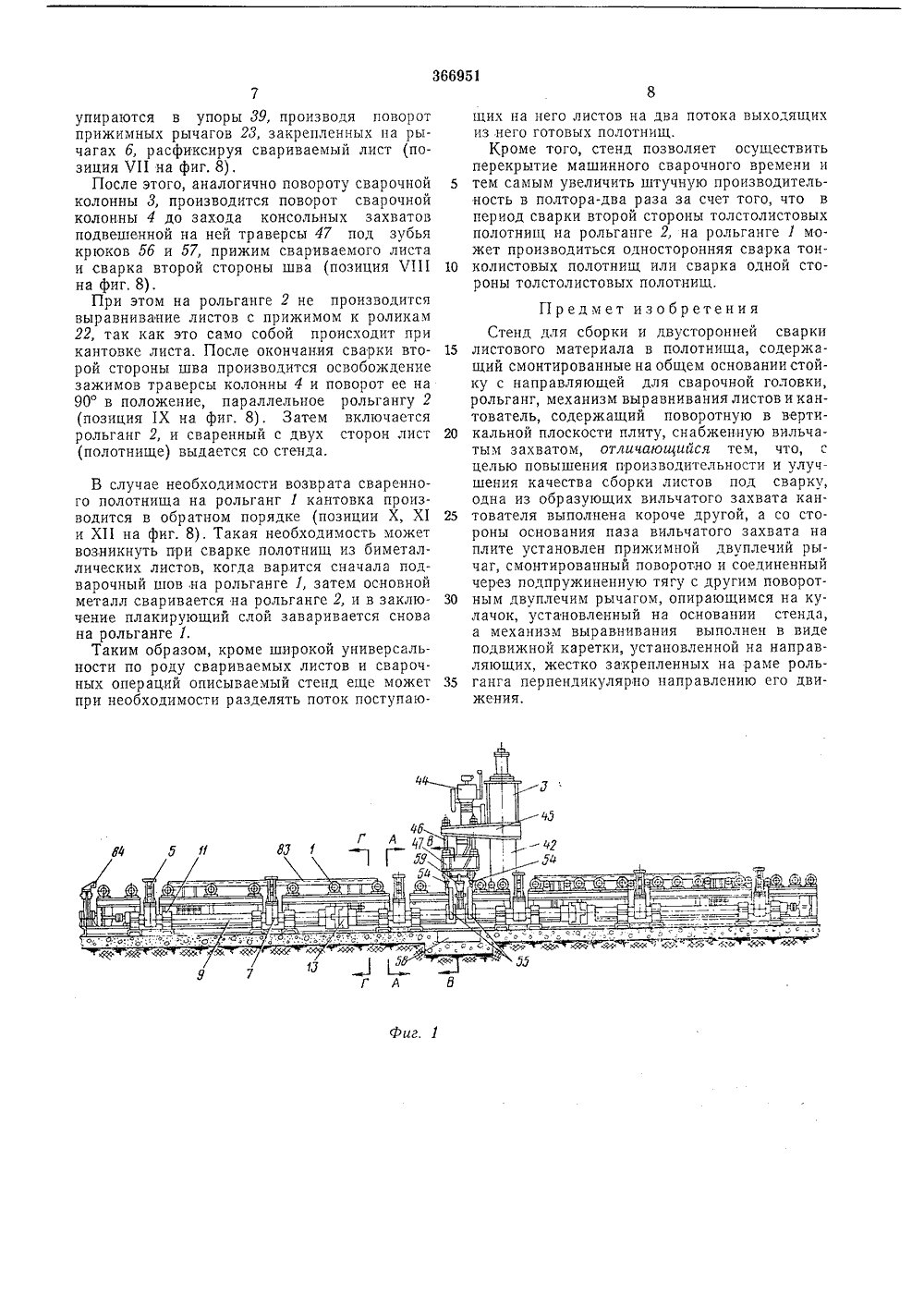
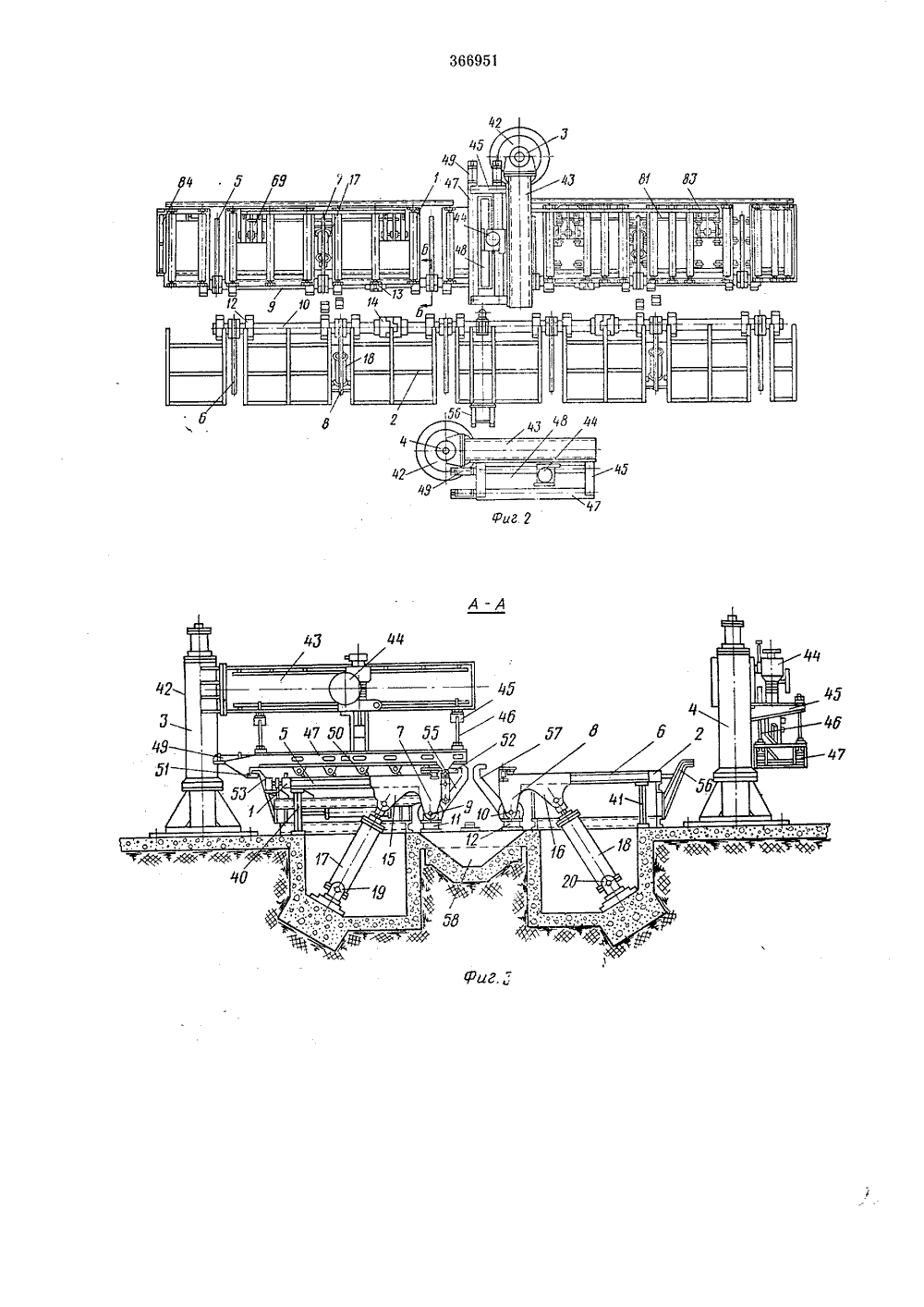
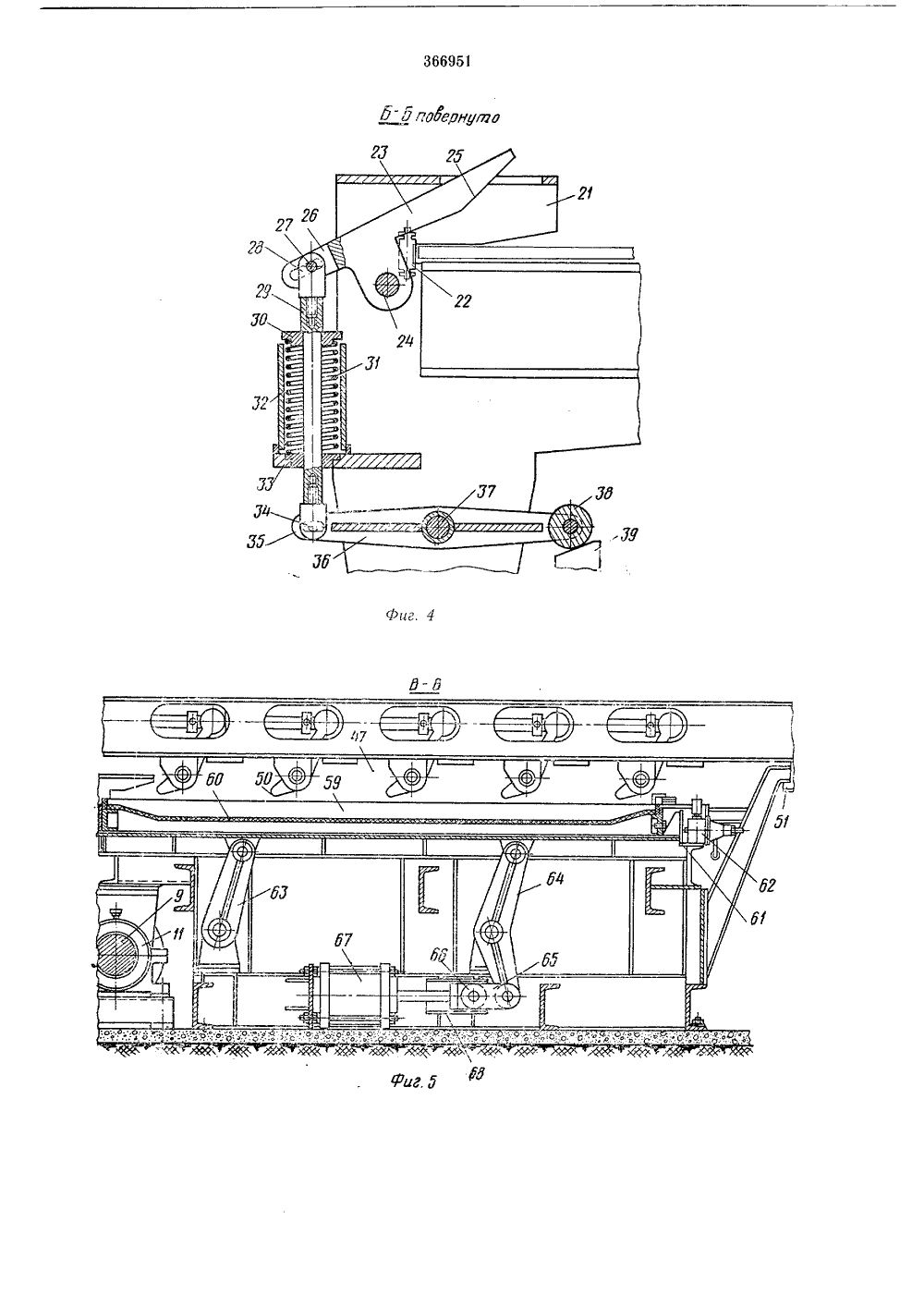
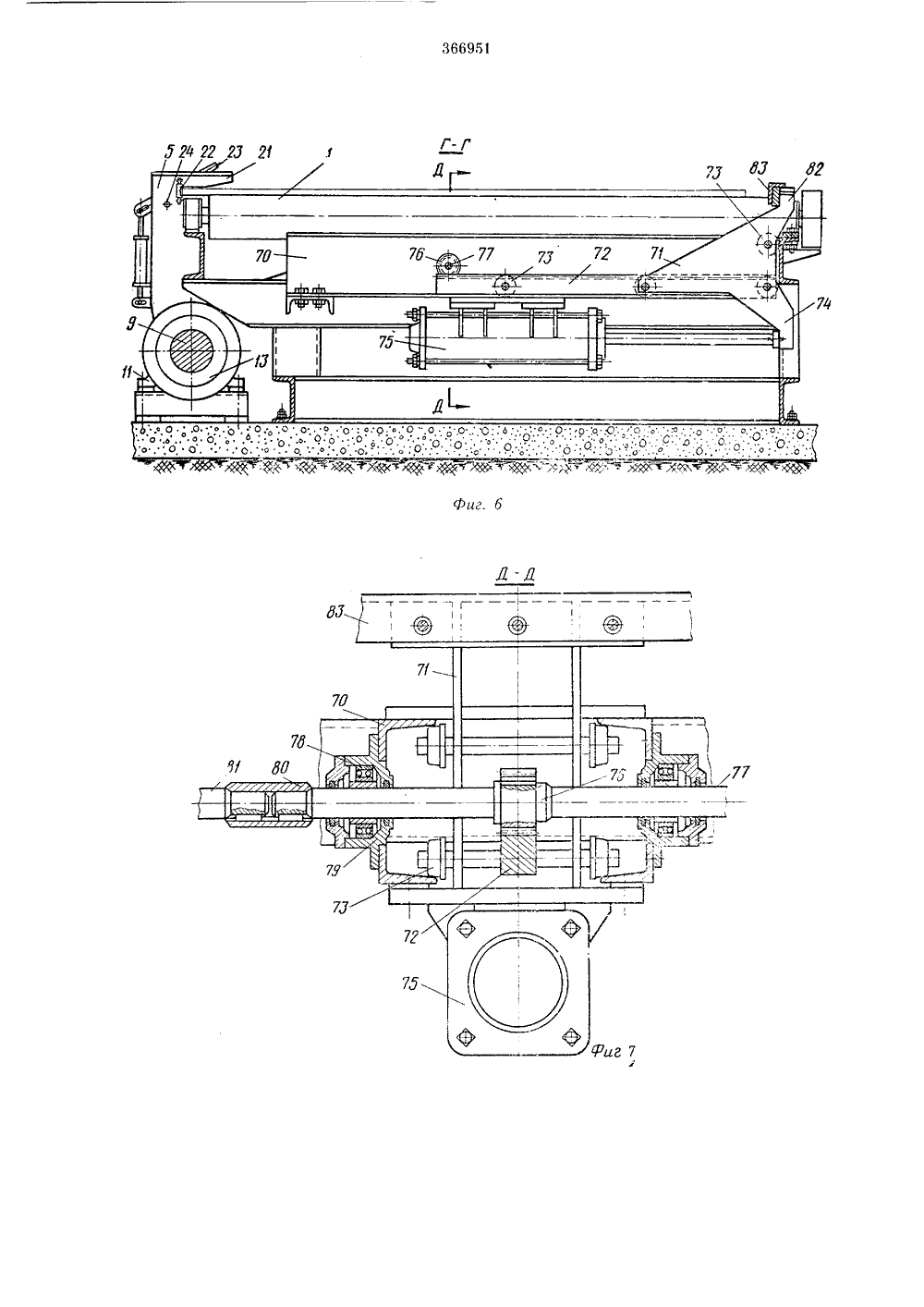
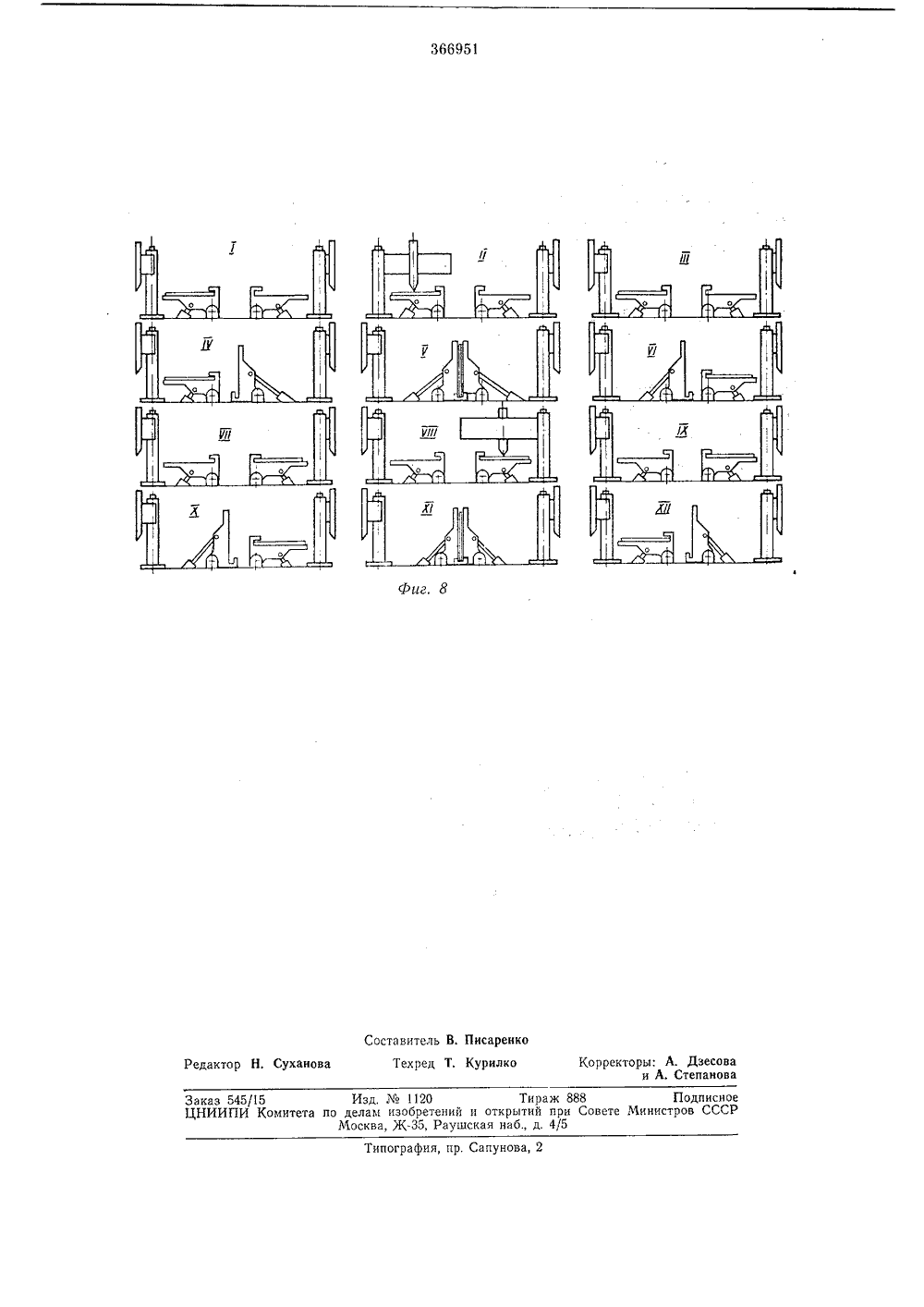
3669 И Союз Советских Социалистических РеспубликЗависимое от авт, свидетельстваЗаявлено 24.Х.1970 ( 1488579/25-27) М. Кл. В 231 с 37/04 кис присоединением заяПриоритетОпубликовано 23,1.197Дата опубликования Комитет по делам изобретений и открытий при Совете Министров СССРУДК 621.791,039(088,8) Бюллетень8 исания 21.111.197 вторыобретен Р. Н. фридман, В. П. Тарутин, Л. В, Егоров и В. П. фомичев Заявитель СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКИ ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩАмонтированных на рамкулярно направлению ег Известны стенды для сборки и двусторонней сварки листового материала в полотнища, содержащие смонтированные на общем основании стойку с направляющей для сварочной головки, рольганг, механизм выравнивания 5 листов и кантователь, содержащий поворотную в вертикальной плоскости, плиту, выполненную в виде вильчатого захвата.Однако такие устройства обладают низкой производительностью, так как сварка обратной 10 стороны шва производится на той же рабочей позиции после кантовки листа на 180.Целью изобретения является повышение производительности и улучшение качества сборки листов под сварку, В предлагаемом 15 устройстве при сварке происходит перекрытие машинного и сварочного времени за счет одновременной сварки первой и второй сторон полотнища на раздельных рабочих позициях.Это достигается тем, что одна из образую щих вильчатого захвата кантователя выполнена короче другой, а со стороны основания паза вильчатого захвата на плите расположен прижимной двуплечий рычаг, смонтированный поворотно и соединенный через подпружинен З ную тягу с другим поворотным двуплечим рычагом, опирающимся на кулачок, установленный на основании стенда, а механизм выравнивания выполнен в виде перемещаемой от привода каретки, установленной на направ- ЗО ляющих, жестко с е рольганга перпенди о движения.На фиг. 1 изображен предлагаемый стенд в продольном разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А - А на фиг, 1; на фиг. 4 - разрез по Б - Б на фиг. 2; на фиг. 5 - разрез по В - В на фиг. 1; на фиг.6 - разрез по Г - Г на фиг. 1; на фиг. 7 - разрез по Д - Д на фиг. 6; на фиг. 8 - схема работыстенда.Стенд состоит из параллельных приводных рольгангов 1 и 2 (на чертежах показан условно со снятыми роликами) и двух сварочных колонн 3 и 4. Рольганг 1 состоит из двух равных секций, каждая из которых имеет самостоятельный привод (на чертежах условно не показаны), Между роликами рольгангов 1 и 2 расположены Г-образные рычаги 5 и б кантователей 7 и 8, Рычаги 5 и б нижними концами жестко посажены на валы 9 и 10, которые опираются на подшипники 11 и 12. Валы 9 и 10 выполнены составными и соединяются муфтами 18 и 14. Рычаги 5 кантователя 7 несколько смещены вдоль продольной оси стенда относительно рычагов б кантователя 8 (фиг. 2). Два рычага 5 кантователя 7 и два рычага б кантователя 8 снабжены снизу проушинами 15 и 1 б, которые шарнирно соединены со штоками гпдроцилиндров 17 и 18. Последние шар3нирно опираются на подпятники 19 и 20. Рычаги 5 и б имеют одинаковую конструкцию иснабжены в верхней части (фиг, 4 и 6) консольными захватами 21, по бокам которых закреплены упорные ролики 22. Кроме того,внутри рычагов 5 и б размещены прижимныерычаги 23, которые шарнирно посажены наоси 24. Передние концы рычагов имеют скосы25, а задние - проушины 2 б, которые при помощи осей 27 связаны с шарнирами 28 тяг 29,Тяги через кольца 30 взаимодействуют с пружинами 31, расположенными в стаканах 32,жестко закрепленных на кронштейнах 33, вваренных в рычаги 5 и б, Нижние концы тяг 29через оси 34 шарнирно связаны с проушинами35 равноплечих рычагов Зб, которые посаженышарнирно на оси 37, закрепленные в рычагах5 и б. На других концах рычагов Зб шарнирнозакреплены ролики 38, упирающиеся (при горизонтальном положении кантователей 7 и 8)в упоры 39, закрепленные на фундаменте.При горизонтальном положении рычагов 5и б их концы опираются на стойки 40 и 41.Верхняя плоскость рычагов 5 и б расположена несколько ниже несущей поверхности роликов рольгангов 1 и 2.Сварочные колонны 3 и 4 одинаковы по конструкции и представляют собой поворотнуюколонну 42 с направляющей 43, на которойс возможностью продольного перемещения закреплена сварочная головка 44. К направляющей 43 снизу жестко прикреплены поперечныеконсоли 45, на которых при помощи тяг 4 бсвободно подвешена прижимная траверса 47.Последняя представляет собой коробчатуюконструкцию с окном 48 для мундштука сварочной головки. На траверсе 47 закрепленыгидроцилиндры 49, приводящие в действие зажимы 50, На нижней стороне траверсы 47имеются консольные захваты 51 и 52,На раме рольганга 1 жестко закрепленыдва крюка 53 и ложемент, состоящий из двухбалок 54, а на валу 9 кантователя 7 - двакрюка 55,На раме рольганга 2 жестко закрепленыдва крюка 5 б, а на валу 10 кантователя 8 -один крюк 57. Между рольгангами 1 и 2 подкрюками 55 и 57 в фундаменте выполненприямок 58.Между балками 54 ложемента рольганга 1расположена подъемная флюсовая подушка59, представляющая собой желоб, на дне которого уложен заглушенный с двух концоврезиновый шланг б 0. В этот шланг через трубу б 1 от крана б 2 подводится сжатый воздух.флюсовая подушка шарнирно связана с рычагами бЗ и б 4, которые шарнирно установленына раме рольганга 1. Другой конец рычага б 4шарнирно соединен с серьгой б 5 роликовойкаретки бб, закрепленной на штоке гидроцилиндра б 7. Ролики каретки бб находятся внапр авляющих б 8.По обе стороны флюсовой подушки 59,между роликами рольганга 1, попарно расположены четыре механизма б 9 выравнивания,5 10 15 20 25 30 35 40 45 50 55 60 б 5 Каждый из механизмов выравнивания состоит из направляющих 70, жестко смонтированных на раме рольганга 1, в которых установлена каретка 71, жестко связанная с рейкой 72.Каретка 71 и рейка 72 опираются на ролики 73, перемещающиеся по направляющим 70.Каретка 71 снабжена нижним консольным выступом 74, который соединен со штоком гидроцилиндра 75, смонтированного жестко снизу на направляющих 70. Рейка 72 входит в зацепление с шестерней 7 б, жестко посаженной на вал 77, опирающийся на подшипники 78, установленные в расточках корпусов 79, жестко закрепленных на направляющих 70.Валы 77 механизмов б 9 выравнивания, находящихся слева от флюсовой подушки 59, соединены жестко при помощи втулочных муфт 80 и промежуточного вала 81, Это обеспечивает их синхронную работу. Так же соединены валы механизмов б 9 выравнивания, находящихся справа от флюсовой подушки 59.Таким же образом, попарно, соединены верхние консольные выступы 82 кареток 71 при помощи планок 83.На левом торце рольганга 1 расположен подъемный упор 84, у которого механизм подъема имеет одинаковую конструкцию с механизмом подъема флюсовой подушки 59.Стенд работает следующим образом.В исходном положении направляющая 43 сварочной колонны 3 с навешенной на нее траверсой 47 и направляющая 43 сварочной колонны 4 с навешенной на ней траверсой 47 расположены параллельно рольгангам 1 и 2 (позиция 1 на фиг. 8). Листовой материал, обрезанный и подготовленный к сварке, поступает справа на приводной рольганг 1 и перемещается по нему до поднятого упора 84, Длина листа равна расстоянию от упора 84 до центра флюсовой подушки 59. Затем на правую часть рольганга 1 поступает второй отрезок листового материала, который необходимо приварить к первому листу для получения заданной длины полотнища. Этот отрезок листа перемещается по правой части рольганга 1 до упора в заднюю кромку первого листа, которая расположена над серединой флюсовой подушки, Таким образом, стык двух листов, подлежащих сборке и сварке, располагается всегда точно по центру флюсовой подушки 59 и балок 54 ее ложемента.Затем масло под давлением от насосной станции (на чертежах не показана) поступает в штоковые полости гидроцилиндров 75 механизмов б 9 выравнивания. При этом каретки 71 (фиг, 6) с рейками 72 перемещается влево вместе с прижимными планками 83. Движение кареток 71 попарно синхронизировано благодаря тому, что валы 77 шестерен 7 б, находящиеся в зацеплении с рейками 72, жестко связаны при помощи муфт 80 и промежуточных валов 81. При ходе влево планки 83 сдвигают листы по роликам рольганга 1 в направлении, перпендикулярном продольной оси этого рольганга, и прижимают их продольныекромки к роликам 22, закрепленным на рычагах 5 кантователя 7. При этом листы входят в зев, образованный рычагами 5 и их консольными захватами 21.После выравнивания листов сварочная колонна 3 поворачивается на 90 против часовой стрелки. Вместе с ней поворачивается закрепленная на ней направляющая 43 с прижимной траверсой 47 и сварочной головкой 44 (фиг. 1, 2 и 3 и позиция 11 на фиг. 8).При этом консольные захваты 51 и 52 траверсы 47 заходят с некоторым зазором пол зубья крюков 53 и 55, а сама траверса 47 и сварочная головка 44 становятся точно по оси собираемого стыка листов, После этого от насосной станции масло под давлением подается в гидроцилиндры 49 траверсы 47 колонны 3, которые приводят в действие зажимы 50. Последние упираются в собираемые листы, поднимают траверсу 47, свободно полвешенную на тягах 46 к консолям 45 и направляющим 43, выбирая зазоры между консольными захватами 51 и 52, После того, как захваты 51 и 52 упрутся снизу в зубья крюков 53 и 55, при дальнейшем воздействии зажимов 50 собираемые листы окончательно оказываются прижатыми к балкам 54 ложемента.После окончания прижима кромок листов к балкам 54 масло от насосной станции подается в поршневую полость гидроцилинлра 67, шток которого через каретку бб и серьгу 65 поворачивает рычаг 64, поднимая флюсовую подушку 59 до упора ее снизу в собранные листы. Затем от крана 62 через трубу 61 в резиновый шланг 60 подается сжатый воздух, в результате чего производится окончательный поджим и уплотнение флюса, находящегося в желобе флюсовой полушки, пол свариваемым стыком. После этого сварочной головкой 44 производят сварку стыка листов с одной стороны.После окончания сварки опускают флюсовую подушку, освобождают зажимы 50 траверсы 47, причем траверса 47 опускается, повисая на тягах 46, и между захватами 51 и 52 и зубьями крюков 53 и 55 образуется зазор, Затем колонна 3 вместе со всеми закрепленными на ней элементами поворачивается по часовой стрелке на 90, уходя в сторону и освобождая пространство над рольгангом 1 (позиция 111 на фиг. 8). Масло от насосной станции подается в поршневые полости гидро- цилиндров 75, в результате чего от сваренных листов отводятся механизмы 69 выравнивателей с планками 83 и упоры 84 опускаются,Если сварен тонкий лист и подварка с обратной стороны шва,не требуется, то включается рольганг 1, и сваренные листы (готовое полотнище) отводятся от стенда.Если же свариваемые листы толстые и требуется полварка второй стороны шва, то лист необходимо перекантовать на 180. Для этого масло под давлением от насосной станции подается в поршневые полости гидроцилиндров 18. Штоки этих гидроцилиндров идут вверх,5 10 15 20 25 30 35 40 45 50 55 60 65 поворачивая рычаги б кантователя 8, связанные валами 10 с муфтами 14, вокруг горизонтальной оси этих валов в подшипниках 12, в результате чего рычаги б кантователя 8 устанавливаются в вертикальное положение (позиция 1 Ч на фиг. 8). При повороте рычагов 6 ролики 38 отхолят от упоров 39 (фпг. 4), и рычаги 36, поворачиваясь вокруг осей 37, освобождают пружины 31, которые толкают тяги 29, поворачивая прижимные рычаги 23 ло упора их в несущие поверхности рычагов б. Олновременно при подъеме кантователя 8 в вертикальное положение и повороте валов 10 против часовой стрелки в этом же направлении поворачивается и закрепленный на валу 10 крюк 57, уходя в приямок 58.После установки в вертикальное положение кантоватсля 8 масло от насосной станции подается в поршневые полости гилроцилиндров 17, Штоки этик гилроцилинлров идут вверх, поворачивая по часовой стрелке рычаги 5 кантователя 7, связанные валами 9 с муфтами 13, вокруг горизонтальной оси этих валов в подшипниках 11. При повороте рычагов 5 ролики 38 отходят от упоров 39, и рычаги 36, поворачиваясь вокруг осей, освобождают пружины 31, которые толкают тяги 29, поворачивая прижимные рычаги 23 до упора их в поверхность кантуемого листа, лежащего на рычагах 5. Таким образом, рычаги 23 прижимают сваренные листы к рычагам 5, предотвращая смещение сварного шва в направлении продольной оси стенда из-за возможного смещения полотнища по роликам 22. При дальнейшем повороте по часовой стрелке рычагов 5, кантователя 7 кантуемый лист, поворачиваясь и опускаясь, входит в зев, образованный рычагами б и консольными захватами 21 и, нажимая на скосы 25, заставляет прижимные рычаги 23 несколько повернуться на осях 24, сжав пружины 31 и пропустив лист до соприкосновения с роликами 22, закрепленными на рычагах 6. При этом рычаги 23 также препятствуют смещению сварного шва. При повороте кантователя 7 по часовой стрелке крюки 55, закрепленные на валу 9, также поворачиваются по часовой стрелке и, обходя с двух сторон крюк 57 кантователя 8, уходят вниз, в приямок 58. После достижения рычагами 5 кантователя 7 вертикального положения (позиция 1 на фпг, 8) масло под давлением от насосной станции подается в штоковые полости гилроцилпнлров 18, благоларя чему рычаги б кантователя 8 вместе с кантуемым листом поворачиваются в горизонтальное положение, уклалывая лист на ролики рольганга 2 (позпция 11 на фиг. 8). При этом лист выходит из зевов рычагов 5 и из-пол прижимных рычагов 23, закрепленных на рычагах 5.При повороте валов 10 во время опускания кантователя 8 в горизонтальное положение крюк 53 полнимается из приямка 58, и по достижении кантователем 8 горизонтального положения крюк 53 занимает рабочее (крайнее верхнее) положение. Ролики 38 кантователя Я366951 Г А Фиг. 1 упираются в упоры 39, производя поворот прижимных рычагов 23, закрепленных на рычагах б, расфиксируя свариваемый лист (позиция Ч 11 на фиг. 8).После этого, аналогично повороту сварочной колонны 3, производится поворот сварочной колонны 4 до захода консольных захватов подвешенной на ней траверсы 47 под зубья крюков бб и 57, прижим свариваемого листа и сварка второй стороны шва (позиция Ч 111 на фиг. 8).При этом на рольганге 2 не производится выравнивание листов с прижимом к роликам 22, так как это само собой происходит при кантовке листа. После окончания сварки второй стороны шва производится освобождение зажимов траверсы колонны 4 и поворот ее на 90 в положение, параллельное рольгангу 2 (позиция 1 Х на фиг. 8). Затем включается рольганг 2, и сваренный с двух сторон лист (полотнище) выдается со стенда. В случае необходимости возврата сваренного полотнища на рольганг 1 кантовка производится в обратном порядке (позиции Х, Х 1 и Х 11 на фиг. 8). Такая необходимость может возникнуть при сварке полотнищ из биметаллических листов, когда варится сначала подварочный шов на рольганге 1, затем основной металл сваривается на рольганге 2, и в заключение плакирующий слой заваривается снова на рольганге 1.Таким образом, кроме широкой универсальности по роду свариваемых листов и сварочных операций описываемый стенд еще может при необходимости разделять поток поступающих на него листов на два потока выходящих из него готовых полотнищ.Кроме того, стенд позволяет осуществитьперекрытие машинного сварочного времени и 5 тем самым увеличить штучную производительность в полтора-два раза за счет того, что в период сварки второй стороны толстолистовых полотнищ на рольганге 2, на рольганге 1 может производиться односторонняя сварка тон колистовых полотнищ или сварка одной стороны толстолистовых полотнищ. Предмет изобретенияСтенд для сборки и двусторонней сварки 15 листового материала в полотнища, содержащий смонтированные на общем основании стойку с направляющей для сварочной головки, рольганг, механизм выравнивания листов и кантователь, содержащий поворотную в верти кальной плоскости плиту, снабженную вильчатым захватом, отличающийся тем, что, с целью повышения производительности и улучшения качества сборки листов под сварку, одна из образующих вильчатого захвата кан тователя выполнена короче другой, а со стороны основания паза вильчатого захвата на плите установлен прижимной двуплечий рычаг, смонтированный поворотно и соединенный через подпружиненную тягу с другим поворот ным двуплечим рычагом, опирающимся на кулачок, установленный на основании стенда, а механизм выравнивания выполнен в виде подвижной каретки, установленной на направляющих, жестко закрепленных на раме роль ганга перпендикулярно направлению его движения.366951 и саренко ставител Корректоры: А. Дзесов и А, Степанов Курилко ехред едакто ов Типография, пр. Сапунова, 2 аказ 545/15 Изд.1120 Тираж 888 ПодписноЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССМосква, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
1488579
Р. Н. Фридман, В. П. Тарутин, Л. В. Егоров, В. П. Фомичев
МПК / Метки
МПК: B23K 37/047
Метки: двусторонней, листового, полотнища, сборки, сваркн, стенд
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/8-366951-stend-dlya-sborki-i-dvustoronnejj-svarkn-listovogo-materiala-v-polotnishha.html" target="_blank" rel="follow" title="База патентов СССР">Стенд для сборки и двусторонней сваркн листового материала в полотнища</a>
Линия для подгибки кромок листов с двух сторон

Номер патента: 1748902
Опубликовано: 23.07.1992
Авторы: Быченков, Гершберг, Добкин, Железняков, Кожевников, Лейбзон, Москалюк, Половина
МПК: B21D 5/04
Метки: двух, кромок, линия, листов, подгибки, сторон
...перемещения листа 21 подь- нутьееиззонц штампа, Этому препятствуемными роликами 22 с приводом 23 и гид ют силы трения,й Й,;и Р,;,и Рпр в точках роцилиндратми 24 С захватами 25, А,В и С. Величина выталкивающей силй запредназначенными для поперечной подачивфлсгит от угла гиба а, определяемого точкой листа в зону гиба, Движение подвижной пересечения перпендикуляров из точек А и прижимной балки 17 вниз осуществляетсяВ, гидроцилиндрами 26 возврата. Механизм 35 Наиболее ойасный случайимеет место ГОрИЗОНтаЛЬНОГО ПЕрЕМЕщЕНИя СНабжЕН ря- . В НаЧаЛЕ ГИба В МОМЕНТ СагПгрсттИВЛЕНИя дВИ- дом подвижныхклиньев 27, пергемнещаемыхжущихся масс пресса и матрицы с неподотносительно ряда эакреплеййых на по- вижным кбнтцом листа, когда усилия гиба...
Способ ультразвукового контроля толстолистового проката в процессе перемещения листа по рольгангу

Номер патента: 2002257
Опубликовано: 30.10.1993
Автор: Каширин
МПК: G01N 29/08
Метки: листа, перемещения, проката, процессе, рольгангу, толстолистового, ультразвукового
...верхнего струеобраэующего устройства). При этом разница давлений на входах соответствующих нижних и верхних сопл оказывается выше величины А и не будет зависеть от того, находится или нет толстолистовой прокат между верхним 2 и нижним 5 струеобраэующими устройствами,В процессе проведения контроля расстояние ао между центрами крайних струйных контактов выбирают таким образом, чтобы в любой момент времени размер тол-, столистового проката поперек направления движения был меньше ао, т.е. чтобы была возможность по результатам измерений очертить контур толстолистового проката. Для этого величина ао выбирается в соответствии с выражением, приведенным в формуле изобретения.Способ измерений основан на сквозном прозвучивании движущегося...
Устройство для позиционирования листа на рольганге перед обрезным инструментом

Номер патента: 1394194
Опубликовано: 07.05.1988
Автор: Зеликин
МПК: G02B 27/20
Метки: инструментом, листа, обрезным, позиционирования, рольганге
...положения или направления иэделия в пространстве, в частности при обработке листа в прокатном производстве,Целью изобретения является повыйение точности позиционирования и Надежности устройства.На чертеже показана схема устройства.(Устройство содержит лазер 1 видиого диапазона (например, гелий-неоовый), элемент 2 поворота пучка на 0 (например, пентапризму). дифрак ционную решетку 3 (показан вариант спользования пропускающей решетки), а чертеже показаны также лист 4, ольганг 5, линия 6 резания, деталь еремещающейся части обрезного инст умента 7 (перемещение происходит доль оптической оси лазера).Устройство работает следующим образом,Лазер 1 установлен на неподвижной 25 платформе (не показана) и его оптическая ось направлена так, что...
Кантователь листов на рольганге

Номер патента: 305934
Опубликовано: 01.01.1971
Авторы: Беглов, Калашников, Шевченко
МПК: B21B 39/32
Метки: кантователь, листов, рольганге
...на фиг. 3 - то же, в конце кантовки.Кантователь содержит сопло левое боковое 1 для образования воздушного потока; цилиндр пневматический 2 двустороннего дей ствия для перемещения подающего упора; сопло левое вертикальное 3 для образования горизонтального опрокидывающего потока; рольганг приводной 4; подающий упор 5; на,правляющую б подлежащего упора; сопло 20 левое горизонтальное 7 для образования вертикальных потоков; сопло правое горизонтальное 8, сопло правое вертикальное 9, сопло правое боковое 10.Работает кантователь листов на рольгаге следующим образом.Лист, предназначенный для кантовки, останавливается на рольганге 4, после остановки листа воздух подается с правой стороны в горизонтальные 8 и боковые 10 сопла (по ЗО чертежу), а...
Кантователь листов на рольганге

Номер патента: 517341
Опубликовано: 15.06.1976
МПК: B21B 39/32
Метки: кантователь, листов, рольганге
...содержит двуплеч рычаги 1 и 2, закрепленные шарнирно с обеих сторон вдоль рольганга 3. Нижние точки рычагов соединены межд. собой приводной тягой 4, приводимой в движение, например, цилиндром 5. К верхним точкам рычагов присоединены кантующце губки 6 и 7, нижние крайние точки которых шарнир.о соединены между собой. В исходном поло. кении рычагов одна из губок опускается нитке уровня бочек роликов рольганга, транспортирующего лист 8.Лист по рольгангу транспортируется в зону действия кантователя. После остановки листа включается цилиндр 5 ц с помощью тяги 4 производится поворот рычагов 1 и 2 и связанных с ними губок б и 7. Прц подъеме рычага 2 губка 7, снабженная регулируемым упором, снимает лисг с рольганга ц поднимает его в...
Предыдущий патент: Машина для контактной точечной сварки арматурных сеток
Следующий патент: Установка для сварки продольных и кольцевых швов цилиндрических изделий
Случайный патент: Устройство для градуировки и испытаний измерителей уровня жидкости