Способ получения водородсодержащего концентрата
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 342362
Авторы: Иностранец, Иностранна, Соединенные
Текст
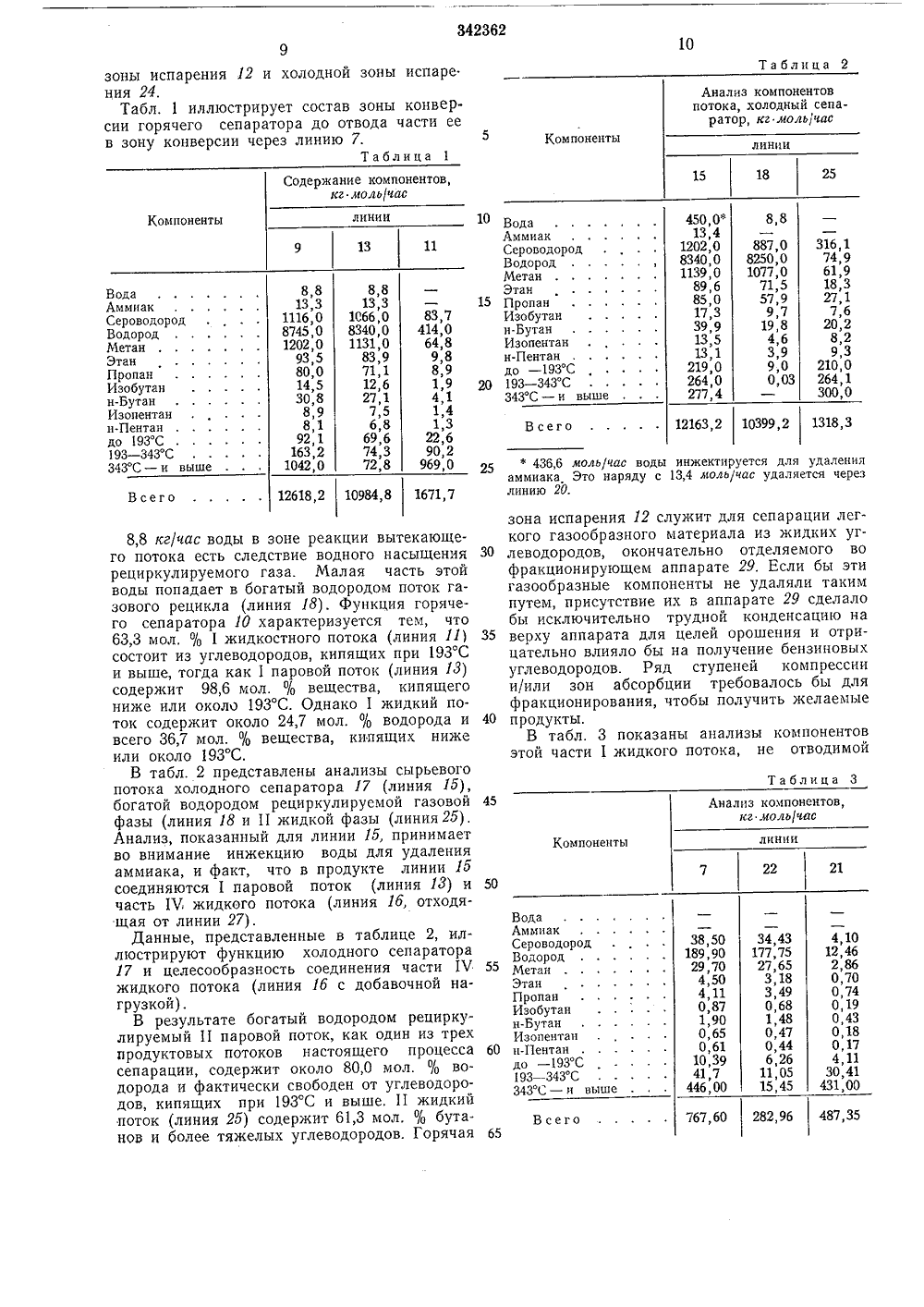
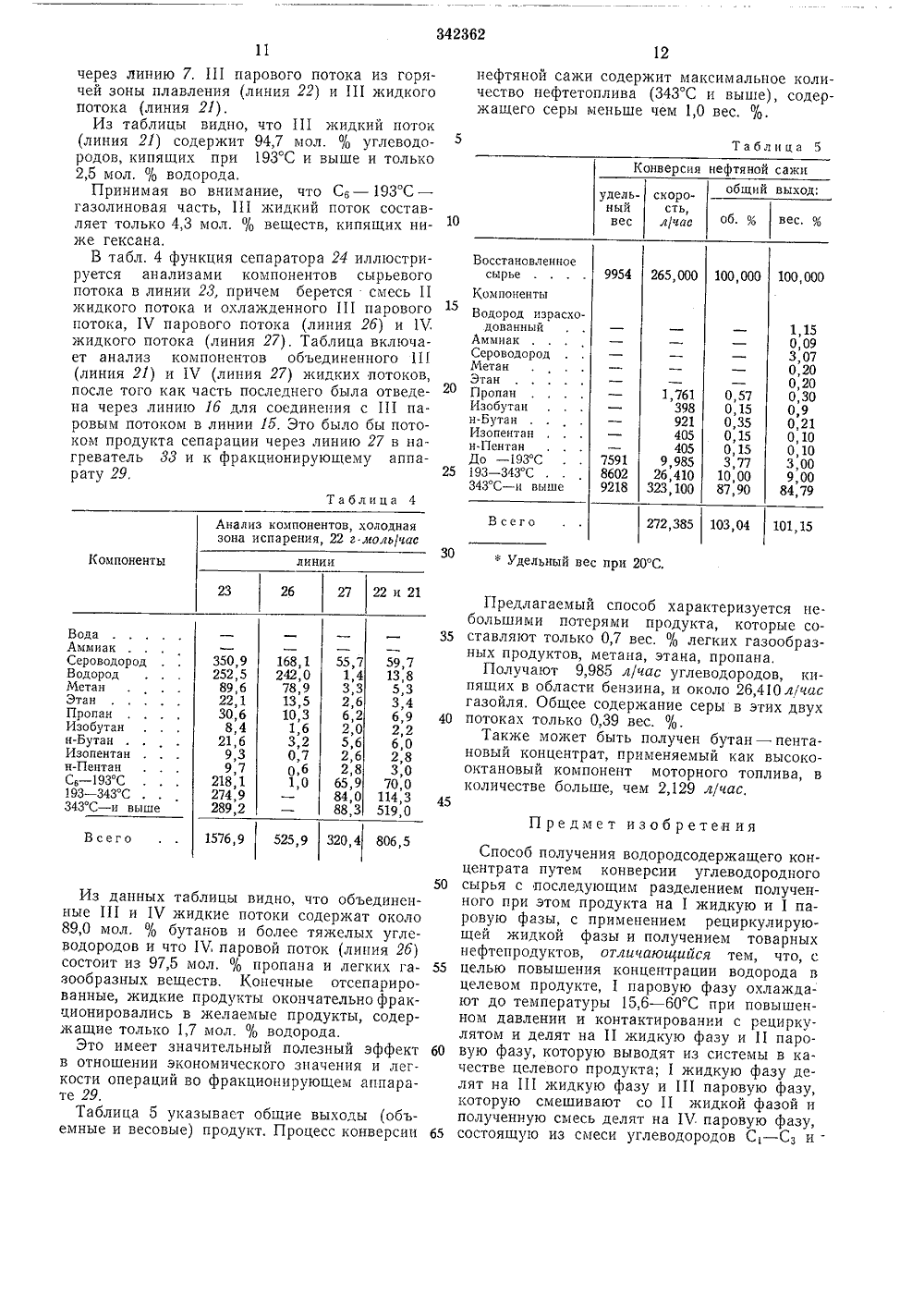
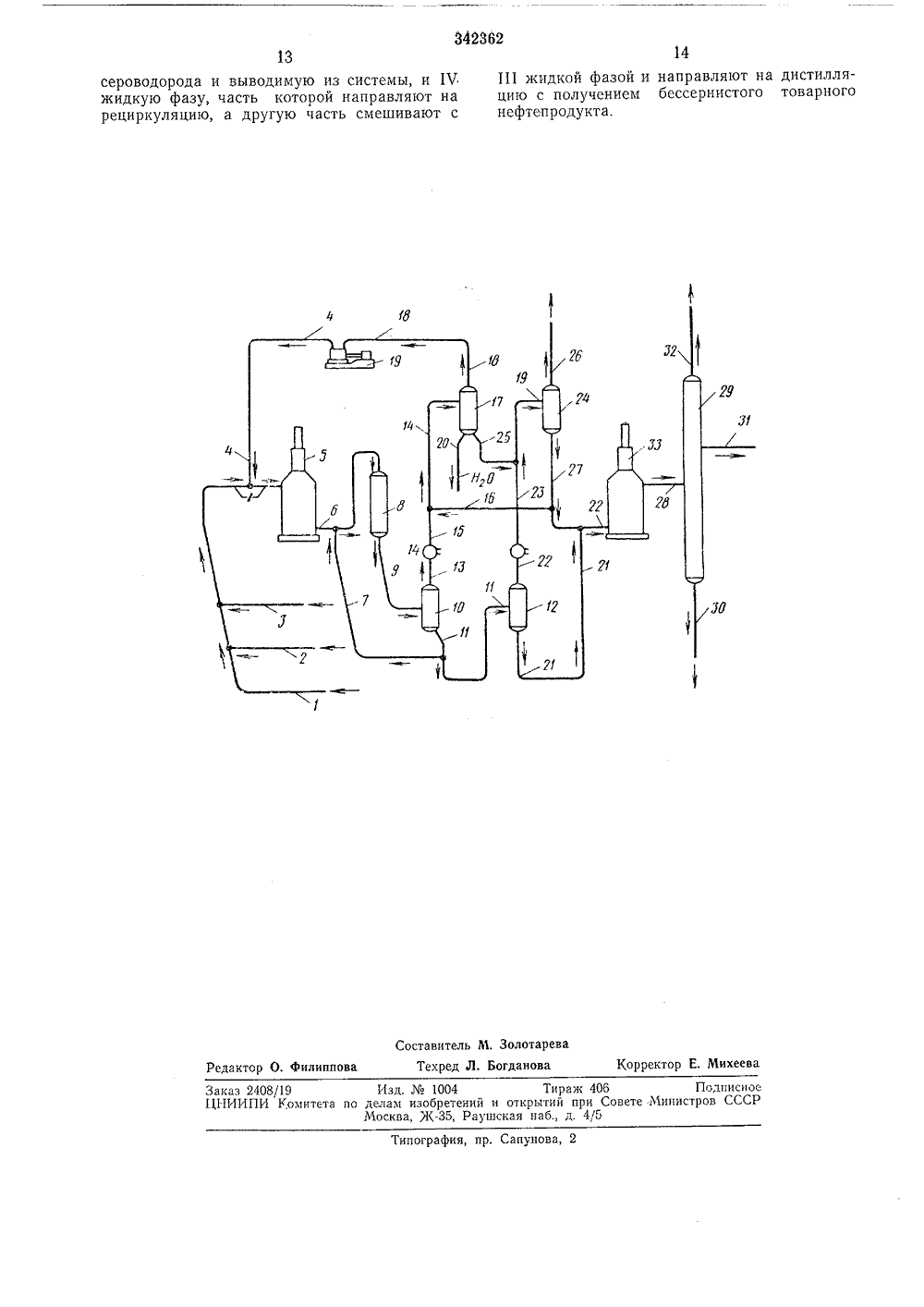
О Л И С А Н И Е 342362ИЗОБРЕТЕНИЯ Союз Советских Социалистических РеспубликК ПАТЕНТУ Зависимый от патентаЗаявлено 20.11,1968 ( 1219739/23-4)ПриоритетОпубликовано 14,ЧЛ 972. БюллетеньКл. С 1 Од 13/02 Комитет ло делам изобретений и открытн ори Совете Министров СССРК 661.961,61(088,8 та опубликования описания 21.Ъ 111.1972 Авторизобретени Иностранец Джек Натан Увейленд 1 Соединенные Штаты Америки) Иностранная фирма Юниверсал Ойл Продактс Компаниаявитель ПОСОБ ПОЛУЧЕНИЯ ВОДОРОДСОДЕРЖАЩЕГО КОНЦЕНТРАТАИзобретение относится к способу получения водородсодержащего концентрата и других нефтепродуктов многофазной конверсией углеводородного сырья.Известен способ получения водородсодер жащего концентрата путем конверсии углеводородного сырья с последующим разделением полученного при этом продукта на 1 паровую и 1 жидкую фазу. Часть жидкой фазы возвращают на рециркуляцию и смешивают с пото ком до разделения его на фазы. Другую часть жидкой фазы отбирают в качестве целевого продукта. Концентрация водорода в водород- содержащем газе составляет 60 - 65 мол. %.По предлагаемому способу 1 паровую фазу 15 охлаждают до температуры 15,6 - 60,0 С при повышенном давлении и контактировании с рециркулятом и делят на 11 жидкую фазу и 11 паровую фазу, которую выводят из системы в качестве целевого продукта; 1 жидкую 20 фазу делят на 111 жидкую фазу и 111 паровую фазу, которую смешивают со 11 жидкой фазой и полученную смесь делят на 1 Ч паровую фазу, состоящую из смеси углеводородов Ст - Сз и сероводорода и выводимую из сис темы, и 1 Ъ; жидкую фазу, часть которой направляют на рециркуляцию, а другую часть смешивают с 111 жидкой фазой и направляют на дистилляцию с получением бессернистого товарного нефтепродукта Это позволяет по лучить водородсодержащий концентрат с концентрацией водорода порядка 80 мол. %, а также другие нефтепродукты.Этот процесс характеризуется сепарацией исходного сырья в 1 зоне сепарации без значительного понижения давления для получения 1 жидкой фазы и 1 паровой фазы; охлаждением 1 паровой фазы до температуры от 15,6 до 60 С; сепарацией охлажденной 1 паровой фазы во второй зоне сепарации при этом же давлении, что и в первой зоне, для получения 11 паровой фазы; сепарацией, по крайней мере, части названной 1 жидкости фазы в третьей зоне сепарации при значительно пониженном давлении для получения 111 жидкой фазы, содержащей жидкие углеводороды, и 111 паровой фазы; охлаждением 111 паровой фазы и смешиванием ее со 11 жидкой фазой и сепарацией полученной смеси в четвертой зоне сепарации при температуре от 15,6 до 60 С для получения 1 Ч паровой фазы, состоящей из газообразных углеводородов, и 1 Ч жидкой фазы, состоящей из жидкихуглеводородов.Особенностью способа является смешение рецикла (части 1 Ъ; жидкой фазы) с охлажденной 1 паровой фазой перед сепарацией последней во второй зоне сепарации. Кроме того, часть 1 жидкой фазы рециркулирует для смешения с сырьевым потоком в зоне конвер55 60 65 сии, Первая зона сепарации, представляющая собой горячий сепаратор, работает при том же давлении, что и поток продукта реакции, который должен быть разделен, и для различных водородсодержащих конверсионных процессов, описанных выше, давление колеблется в пределах от около 68 атм до около 204 атм.Лучше, чтобы температура продуктового потока реакции при входе в горячий сепаратор была ниже 399 С. При температурах выше 399 С наиболее тяжелые жидкие углеводороды выводятся с 1 паровой фазой, а при температурах ниже 371 имеется тенденция к выпадению солей аммония, образовавшихся при конверсии содержащихся в углеводородном сырье соединений азота, в жидкую фазу. Во второй зоне сепарации, хотя и поддерживается такое же давление, как у продукта реакции и в горячем сепараторе, температура понижена в пределах от 15,6 до 60 С, эта зона является холодным сепаратором. Хотя третья и четвертая зоны могут находиться под тем же давлением, в них давление понижено по сравнению с давлением горячего и холодного сепараторов, Итак, хотя давление третьей и четвертой зон обычно гораздо выше атмосферного, максимальное давление желательно иметь около 13,6 атм, Третья зона сепарации в качестве горячей зоны испарения должна работать предпочтительно при определенной температуре, немного меньшей, чем температура 1 жидкого потока, покидающего первую зону сепарации, и обычно выше 371 С. С другой стороны, четвертая зона сепарации в качестве холодной зоны испарения, должна работать при значительно пониженной температуре в пределах 15,6 - 60 С.При применении способа следует различать три основных продуктовых потока, Первым продуктовым потоком является в основном газообразный поток, он состоит по крайней мере из 80 мол. / водорода и меньше 0,1 мол, % жидких углеводородов. Этот поток является очень полезным в качестве потока рециркуляции, обогащенного водородом, Второй продуктовый поток, ткже в основном в газовой фазе, содержит обычно около 97,5 мол. / пропана и более легких газообразных компонентов, включая значительное количество сероводорода, получившегося при конверсии серусодержащих соединений. Третий продуктовый поток состоит в основном из жидких углеводоров, которые могут направляться на фракционирование для получения желаемых отдельных фракций, например можно производить 4,5 об. ц/, углеводородов с температурой кипения газового бензина, 10 об. /, газойля и около 88,0 об. /о топливного масла, содержащего меньше 1,0 вес. /о серы.Способ конверсии нефтяной сажи. Условия конверсии - это условия, применяемые для зоны конверсии в целях достижения обессеривания и конверсии нефтяной сажи в пизкокипящие углеводородные продукты. Эти усло 5 о 15 го г 5 зо 35 40 45 50 вия являются значительно менее жесткими, чем применяемые при промышленной переработке аналогичного сырья,Условия конверсии предполагают температуру выше 371 С, с верхним пределом около 427 С, как при входе в слой катализатора, расположенного внутри зоны реакции. Так как реакции экзотермические, поток в зоне реакции будет находиться при более высокой температуре, чем сырье. Для поддержания стабильности катализатора желательно температуру продукта на входе поддерживать порядка 482 С. Водород подмешивается к сырьевой нефтяной саяе в виде компрессионного рецикла в количестве обычно меньше 1,78 н, м на 1 л. Водорода в рециркулирующей газовой фазе около 80 мол, /с или больше. Желательные пределы количества водорода, подмешиваемого к свежему сырью - нефтяной сажи, составляют от 0,53 до 407 н. мз/л (стандартные кубометры на литр). В реакционной зоне конверсии давление должно поддерживаться больше 68 атм, обычно в пределах от 102 атм до 204 атм, Точкой замера давления в целях его контроля обычно являются выход компрессора, вход в катализаторную камеру, или давление в холодном сепараторе. Нефтяная сажа проходит через катализатор при часовой объемной скорости жидкости (определенной как объем жидкого углеводородного сырья в 1 час при 15,6 С на ооъем катализатора, расположенного внутри зоны реакции) от 0,25 до 2,0. Несмотря на то, что конверсия нефтяной сажи может проводиться в форме периодического процесса, ей легко придать форму более экономичного непрерывного процесса в закрытой камере. При проведении непрерывного процесса желательно пропускать смесь водорода и углеводородов через камеру в направлении сверху вниз. Внутренние устройства камеры могут быть сконструированы в форме, удобной для проведения контакта между жидким сырьем, газовой смесью и катализатором. В качестве катализатора и инертного материала применяют частицыгранита, фарфора, седла Берля, песок, алюминий или другие металлические кольца. Можно использовать перфорированные тарелки или специальные механические приспособления. Водород используется для подмешивания к сырью, Водородсодержащий газообразный поток, иногда здесь называвшийся водородным рециклом, выполняет различные функции. Он служит гидрогенизующим агентом, проводником тепла и частично средством отпарки конвертированного вещества от катализатора, создавая таким образом каталитически активные зоны для входящего неконвертированного углеводородного сырья. Учитывая, что будет происходить частичная гидрогепизация, должно быть постоянное потребление водорода. Поэтому следует добавлять водород в систему из внешнего источника, 342362510 15 го 25 30 35 4 О 45 50 55 60 65 5Однако в результате объединения настоящих процессов сепарации, при которых количество водорода, попадающего из реакционной секции в различные продуктовые потоки, значительно сокращается, количество водорода, который нужно подвести - уменьшается,Состав катализатора, расположенного в зоне реакции, может характеризоваться входящим в него металлическим компонентом, отражающим гидрогенизационную активность. Этот компонент находится в смеси с огнеупорным неорганическим окисным носителем, в качестве которого можно брать синтетическое и натуральное вещество. Кремнистый носитель, состоящий из 88,0 вес. % окиси алюминия и 12,0 вес, % двуокиси кремния, или 63,0 вес, % окиси алюминия и 37,0 вес. о/о двуокиси кремния, обычно предназначается для процессов конверсии нефтяной сажи. Подходящими металлическими компонентами, имеющими гидрогенизационную активность, являются металлы группы И-В и 7111 Периодической таблицы элементов. Таким образом, катализатор может содержать один или несколько металлических компонентов из группы молибдена, вольфрама, хрома, железа, кобальта, никеля, платины, палладия, иридия, осмия, родия, рутения и их смесей. Концентрация каталитически активного металлического компонента, или компонентов, диктуется частично самим металлом и физическими и химическими свойствами углеводородного сырья - нефтяной сажи, Металлические компоненты Ч 1 - В группы обычно присутствуют в количестве от 1,0 до 20,0 вес. о/О, металлы группы железа в количестве 0,2 - 10,0 вес, %, металлы группы платины в количестве желательно от 0,1 до 5,0 вес. %, При расчете допускают, что все компоненты, содержащиеся в окончательном составе катализатора, принимаются за основной металл,Огнеупорный неорганический окисный носитель может содержать окись алюминия, двуокись кремния, двуокись циркония, окись магния, двуокись титана, окись стронция, окись гафния и смеси двух или более окислов, включая двуокись кремния - окись алюминия, окись алюминия - двуокись кремния - фосфат бора, двуокись кремния - двуокись циркония, двуокись кремния - окись магния, двуокись кремния - двуокись титана, окись алюминия в двуоки циркония, окись алюминия - окись магния, окись алюминия, двуокись титана, окись магния - двуокись циркония, двуокись титана - двуокись циркония, окись магния - двуокись титана, двуокись кремния, окись алюминия - двуокись циркония, двуокись кремния, окись алюминия - окись магния, двуокись кремния, окись алюминия - двуокись титана, двуокись кремния, окись магния - двуокись циркония, двуокись кремния - окись алюминия - окись бора и т. д. Желательно использовать носитель, содержащий, по крайней мере, часть двуокиси кремния, а также смесь двуокиси кремния и окиси алюминия с большим содержанием в ней окиси алюминия,Наиболее подходящим по составу являетсяноситель, содержащий 68 вес. /, окиси алюминия, 22,0 вес. /о фосфата бора и 10,0 всс, %двуокиси кремния,Предлагаемый способ поясняется чертежом.Схема, изображенная на чертеже, описанадля конверсии Средне-Восточной сырой стабильной нефти, имеющей удельный вес0,9554 при 20 С и температуру дистилляции65 по объему по АЯ ТМ равную 556 С,Стабильная сырая нефть содержит около3,8 вес. о/о серы, 2032 рргп азота, 6,5 пентаннерастворимых битумов, углеродный факторостатка Конрадсона, равный 8 вес. % и около85 рргп металлов, в основном никеля и ванадия.Описание касается промышленной установки мощностью 265000 л в 1 час стабильнойсырой нефти, Сырье, составы потоков, условия процесса, фракционирующее оборудование, сепараторы и прочее примерно одинаковы и могут широко варьироваться.Стабильная нефть, имеющая среднемолекулярный вес около 600, поступает в процесспо линии 1, Эта промышленная установкаспроектирована в основном для получениямаксимального количества нефтяного топлива, годного в перегонке (кипящего выше343 С) с ограничением, чтобы этот продуктсодержал меньше 1,0 вес. % серы. Количествопродуктов с пропаном и более легкими углеводородами - минимальное. Это соответствует той части продуктов конверсии, что кипятпри температуре ниже 343 С и образуют газообразные углеводороды, углеводороды с температурой кипения как у газолина, и газойлевые углеводороды; имеется ввиду, что минимум продуктов легких нормально газообразных углеводородом при получении максимальной продукции нормально жидких углеводородов, Входящая сырая стабильная нефтьв количестве 253500 кгчас 265000 л/час смешивается со свежим сырьевым потоком водорода, содержащего около 97,5 мол. % водорода, в количестве 4290 кг/час из внешнегоисточника 2. В некоторых случаях полезновводить в зону реакции воду в смеси с сырьевым потоком, Когда это выгодно, вода можетбыть подведена по линии 3. В данном случаеподпитка воды не дает эффекта. Смесь водорода с сырой нефтью прохочит по линии 1,смешиваясь в дальнейшем с 72400 кг/час рсцикла газа, обогащенного водородом (около80,0 мол. о/о) в линии 4, водородный источникпоказан дальше. Все сырье доводится до температуры около 274 С и давления около147,2 атм. Подогреватель 5 предназначен длядоведения температуры сырья до 374 С. Нагретая смесь в линии б смешивается с239500 кг час горячего (399 С 1 рециркулирутощего потока в линии 7. Сырье из подогревателя с температурой 382 С проходит по линии б в реактор конверсии 8 при давлении510 15 20 25 30 35 40 45 50 55 60 65 Холодный 111 паровой поток смешивается со 11 жидким потоком в линии 26 из холодного сепаратора 17, последнего 178890 кг/час. Таким образом, общее количество сырья в ходе холодного испарения будет 189290 кг/час, Сырье, поступающее в сепаратор холодного около 144,5 атм. Катализатор, расположенный в зоне реакции, имеет состав %: никель 2, молибден 16,0 и материал-носитель, состоящий из 68,0 вес. % окиси алюминия, 22,0 фосфата бора и 10,0 вес. о/о двуокиси кремния.Стабильная сырая нефть контактирует с катализатором при часовой скорости жидкости 0,8 и обобщенный коэффициент сырья (свежее сырье, общее сырье), основанный только на жидком сырье, равен 2, Весь продукт конверсии проходит реактор 8 по линии 9 и поступает в горячий сепаратор 10. Так как продукт конверсии имеет температуру около 416 С и давление 141,0 атм, он используется в качестве теплоносителя и снижает собственную температуру до 399 С перед входом в горячий сепаратор 10, Давление внутри сепаратора 10 около 140,0 атм, ниже давления входа в реактор 8 на величину потери напора, равную сопротивлению системы.1 жидкая фаза выводится из сепаратора 10 по линии 11 в количестве 443000 кг/час, и 239500 кг/час от этого количества возвраща.ются по линии 7 для смешения с нагретой смесью в линии б, Оставшаяся часть 203500 кг/час проходит по линии 11 в зону горячего испарения 12.1 паровой поток в количестве 126690 кг/час отводится из горячего сепаратора 10 по линии 13, проходит через конденсатор 14, где температура понижается до 49 С. В этой точке системы давление около 136,1 атм, Охлажденный 1 паровой поток идет по линии 1 й, смешивается с частью, 124600 кг/час, 1 Ч жидкого потока в линии 16, и смесь вводится в холодный сепаратор 17,11 паровой поток, содержащий около 80,0 мол. % водорода, в количестве 72400 кг/час, отводится по линии 18, сжимается компрессором 9 до давления около 152,8 атм и направляется по линии 4 для сме.шения с сырьевым потоком и свежим подпитывающим водородом в линии 1. В тех случаях, когда по линии 3 к сырью добавляется вода, она отводится по линии 20. 1 жидкий поток в линии 11, поступающий в зону горячего испарения 12, имеет температуру около 396 С и существенно пониженное давление около 15,0 атм. 111 жидкий поток отводится по линии 21 в количестве 193100 кг/час для смешения с 1 Ч жидким потоком, который представлен ниже, как большой продуктовыйпоток.111 паровой поток идет по линии 22 в количестве 10400 кг/час и охлаждается до температуры 41 С в конденсаторе до поступления по линии 23 в сепаратор холодного испарения 24. испарения, имеет давление около 13,6 атм и температуру 41 С,1 Ъ; паровой поток в количестве 8820 кг/час (97,5 мол, /о пропана и легких нормально газообразных углеводородов) отводится из сепаратора 24 по линии 26, Так как материал содержит значительное количество сероводорода, требуется процесс специальной обработки перед выводом или сжиганием его как топливного газа.Экономические соображения должны определять, следует ли обрабатывать И паровой поток для выделения небольшого количества нормально жидких углеводородов С 4 - плюс, содержащихся в нем.1 Ч жидкий поток (180470 кг/час) выводится из сепаратора 24 через линию 27, Из этого количества 124600 кг/час направляется по линии 16 для смешения с охлажденным 1 паровым потоком в линии 16, образуя, таким образом, сырьевой поток для холодного сепаратора 17. Оставшиеся 55870 кг/час соединяются с 111 жидким потоком в линии 21, смесь проходит по линии 27 к фракционирующему подогревателю и по линии 28 к фракциониру. ющему аппарату 29. 111 жидкий поток в линии 21 смешивается с нерециркулируемой частью четвертого жидкого потока в линии 27 только для иллюстрации.В специальных случаях проведения процесса, эти потоки могут отдельно подвергаться фракционированию для получения требуемых продуктов потоков. Фракционирующий аппарат должен работать при повышенных давлении и температуре и будет спроектирован в зависимости от требуемой степени фрак. ционировки.Главной задачей в этом примере было получить максимальную продукцию нефтяного топлива (343 С и выше), имеющего концентрацию серы не выше 1,0 вес. /о. Этот продукт, в количестве 219130 кг/час, обозначен как уходящий из фракционирующего аппарата 29 по линии 30. 19240 кг/час второй газойлевой фракции (193 в 3 С) выводится по линии 31. Фракция с пределами кипения газолина, имеющая конец кипения 380 С, отводится по линии 32 в количестве 10920 кг/час,Можно привести много модификаций для иллюстрируемого потока. Для примера, аммиак и/или соли аммония, содержащиеся в выходящем потоке зоны конверсии 8, могут быть удалены из процесса, будучи абсорбированы водой, которая инжектируется в продукт реакции перед тем, как последний поступает в горячий сепаратор 10. Вода и аммиак выводятся с паровым потоком, поступают в холодный сепаратор 17 и выходят по линии 20. Если требуется, вода может инжектироваться в 1 паровой поток, выходящий из сепаратора 10.Таблицы иллюстрируют различные сырье-, вые потоки и отдельные фазы горячего сепаратора 10, холодного сепаратора 17, горячей34,43 177,75 27,653,18 3,49 0,68 1,48 0,47 0,44 6,2611,05 15,45 55 60 487,35 282,96 767,60 Всего зоны испарения 12 и холодной зоны испаре ния 24.Табл, 1 иллюстрирует состав зоны конверсии горячего сепаратора до отвода части ее в зону конверсии через линию 7.Таблица 1 8,8 кг(час воды в зоне реакции вытекающего потока есть следствие водного насыщения рециркулируемого газа. Малая часть этой воды попадает в богатый водородом поток газового рецикла (линия 18). Функция горячего сепаратора 10 характеризуется тем, что 63,3 мол. % 1 жидкостного потока (линия 11) состоит из углеводородов, кипящих при 193 С и выше, тогда как 1 паровой поток (линия 18) содержит 98,6 мол, % вещества, кипящего ниже или около 193 С. Однако 1 жидкий поток содержит около 24,7 мол. % водорода и всего 36,7 мол. % вещества, кипящих ниже или около 193 С.В табл. 2 представлены анализы сырьевого потока холодного сепаратора 17 (линия 15), богатой водородом рециркулируемой газовой фазы (линия 18 и 11 жидкой фазы (линия 25), Анализ, показанный для линии 15, принимает во внимание инжекцию воды для удаления аммиака, и факт, что в продукте линии 15 соединяются 1 паровой поток (линия 18) и часть И жидкого потока (линия 1 б, отходящая от линии 27).Данные, представленные в таблице 2, иллюстрируют функцию холодного сепаратора 17 и целесообразность соединения части 1 Ч жидкого потока (линия 1 б с добавочной нагрузкой).В результате богатый водородом рециркулируемый 11 паровой поток, как один из трех продуктовых потоков настоящего процесса сепарации, содержит около 80,0 мол. % водорода и фактически свободен от углеводородов, кипящих при 193 С и выше. 11 жидкий поток (линия 25) содержит 61,3 мол. % бутанов и более тяжелых углеводородов. Горячая ф 436,6 мольчас воды инжектируется для удаления аммиака Это наряду с 13,4 моль/час удаляется через линию 20. зона испарения 12 служит для сепарации легкого газообразного материала из жидких углеводородов, окончательно отделяемого во фракционирующем аппарате 29. Если бы эти газообразные компоненты не удаляли таким путем, присутствие их в аппарате 29 сделало бы исключительно трудной конденсацию на верху аппарата для целей орошения и отрицательно влияло бы на получение бензиновых углеводородов. Ряд ступеней компрессии и/или зон абсорбции требовалось бы для фракционирования, чтобы получить желаемые продукты,В табл, 3 показаны анализы компонентов этой части 1 жидкого потока, не отводимой342362 через линию 7. 111 парового потока из горячей зоны плавления (линия 22) и 111 жидкого потока (линия 21).Из таблицы видно, что 111 жидкий поток (линия 21) содержит 94,7 мол. % углеводородов, кипящих при 193 С и выше и только 2,5 мол. % водорода.Принимая во внимание, что С, - 193 С - газолиновая часть, 111 жидкий поток составляет только 4,3 мол. % веществ, кипящих ниже гексана.В табл. 4 функция сепаратора 24 иллюстрируется анализами компонентов сырьевого потока в линии 23, причем берется смесь 11 жидкого потока и охлажденного 111 парового потока, 1 у парового потока (линия 2 б) и 1 Ч жидкого потока (линия 27), Таблица включает анализ компонентов объединенного 111 (линия 21) и 1 Ъ (линия 27) жидких потоков, после того как часть последнего была отведена через линию 1 б для соединения с 111 паровым потоком в линии 15, Это было бы потоком продукта сепарации через линию 27 в нагреватель Зд и к фракционирующему аппарату 29,Таблица 5 Конверсия нефтяной сажи общий выход; скорость,л/час" Удельныи вес при 20 С. Компоненты линии 22 и 21 27 23 26 35 40 45 ВодаАммиакСероводородВодородМетанЭтанПропанИзобутанн-БутанИзопентанн-ПентанС, - 193 С193 - 343 С343 С - и выше 59,713,85,33,46,92,26,02,83,070,0114,3519,0 55,71,4 3,3 2,6 6,2 2,0 5,6 2,6 2,8 65,9 84,0 88,3 350,9 252,5 89,6 22,1 30,6 8,4 21,6 9,3 9,7 218,1 274,9 289,2168,1 242,0 78,9 13,5 10,31,6 3,2 0,7 0,6 1,0 1576,9 525,9 320,4 806,5 Всего Из данных таблицы видно, что объединенные 111 и 1 Ч жидкие потоки содержат около 89,0 мол. % бутанов и более тяжелых углеводородов и что 1 Ч паровой поток (линия 2 б) состоит из 97,5 мол. % пропана и легких газообразных веществ, Конечные отсепарированные, жидкие продукты окончательно фракционировались в желаемые продукты, содержащие только 1,7 мол. % водорода.Это имеет значительный полезный эффектв отношении экономического значения и легкости операций во фракционирующем аппарате 29.Таблица 5 указывает общие выходы (объемные и весовые) продукт. Процесс конверсии Анализ компонентов, холодная зона испарения, 22 г моль 1 час 50 55 60 65 нефтяной сажи содержит максимальное количество нефтетоплива (343 С и выше), содержащего серы меньше чем 1,0 вес. %. ВосстановленноесырьеКомпоненты Водород израсходованныйАммиакСероводород МетанЭтанПропанИзобутанн.БутанИзопентанн.ПентанДо - 193 С193 в 3 С343 С - и выше Предлагаемый способ характеризуется небольшими потерями продукта, которые составляют только 0,7 вес. % легких газообразных продуктов, метана, этана, пропана.Получают 9,985 л/час углеводородов, кипящих в области бензина, и около 26,410 л 1 час газойля, Общее содержание серы в этих двух потоках только 0,39 вес. %,Также может быть получен бутан - пента- новый концентрат, применяемый как высокооктановый компонент моторного топлива, в количестве больше, чем 2,129 л 1 час,Предмет изобретения Способ получения водородсодержащего концентрата путем конверсии углеводородного сырья с последующим разделением полученного при этом продукта на 1 жидкую и 1 паровую фазы, с применением рециркулирующей жидкой фазы и получением товарных нефтепродуктов, отличающийся тем, что, с целью повышения концентрации водорода в целевом продукте, 1 паровую фазу охлаждают до температуры 15,6 - 60 С при повышенном давлении и контактировании с рециркулятом и делят на 11 жидкую фазу и 11 паровую фазу, которую выводят из системы в качестве целевого продукта; 1 жидкую фазу делят на 111 жидкую фазу и 111 паровую фазу, которую смешивают со 11 жидкой фазой и полученную смесь делят на 1 Ч паровую фазу, состоящую из смеси углеводородов С, - Сз и -Заказ 2408/19 Изд.1004 Тираж 406 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, )К, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2 сероводорода и выводимую из системы, и 1 Ъ жидкую фазу, часть которой направляют на рециркуляцию, а другую часть смешивают с 111 жидкой фазой и направляют на дистилляцию с получением бессернистого товарного нефтепродукта.
СмотретьЗаявка
1219739
Иностранец Джек Натан Увейленд, Соединенные Штаты Америки, Иностранна фирма Юниверсал Ойл Продактс Компани, Соединенные Штаты Америки
МПК / Метки
МПК: C10G 47/02
Метки: водородсодержащего, концентрата
Опубликовано: 01.01.1972
Код ссылки
<a href="https://patents.su/7-342362-sposob-polucheniya-vodorodsoderzhashhego-koncentrata.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения водородсодержащего концентрата</a>
Устройство для деления одного потока изделий на два потока

Номер патента: 393178
Опубликовано: 01.01.1973
Автор: Авторы
МПК: B65G 51/00
Метки: два, деления, одного, потока
...рычага 10 расположены два электромагнита 14, 1 б.Устройство работает следующим образом.Изделия подаются по трубе 1 при однорядном расположении вплотную или с интервалами механическим или пневматическим побуждением.В начале подачи изделий первое из них, 10 выходя из трубы 1, передним концом скользит по ребру делителя 5, имеющего переменное сечение в виде равнобедренного треугольника с высотой, возрастающей по ходу движения, что при горизонтальном положении ос нования делителя препятствует продвижению изделия по ребру делителя. Положение изделия на ребре делителя неустойчиво, что приводит к попаданию его в один из желобов, вдоль которых продувается воздух из сопел 6, 7 к диафрагмам 3, 4. Воздухом изделие увлекается в диафрагму.В то...
Способ измерения плотности потока и спектра плотности потока излучения

Номер патента: 837209
Опубликовано: 30.03.1982
Авторы: Глаголев, Радзиевский
МПК: G01T 1/16
Метки: излучения, плотности, потока, спектра
...отверстия угловой зависимостью лропускания экрана будет обладать изотропной чувствительностью. Ясно, что,компенсация анизотропии лропускания отверстия 3 не может быть полной - нельзя обеспечить бесконечно высокую эффективБость регистрации при О - ; однако не представляет труда обеспечить ее вплоть до углов 6, достигающих 80 - 85.45Моделирование изотролной эффективности регистрации в телесном угле 4 л. Рассмотрим еще одну функцию, которую должна выполнять диафрагма 2. Представим себе, что верхняя (со стороны источника излучения) ловерхн 1 ость,диафрагмы обла дает свойствами идеального зеркала дляизлучения. Это означает следующее: вопервых, каждая частица, лопавшая на поверхность, отражается, иначе говоря, числовой коэффициент обратного...
Устройство для объединения нескольких потоков банок в один поток

Номер патента: 1671573
Опубликовано: 23.08.1991
Авторы: Власенко, Коржов, Шкулин
МПК: B65G 47/30
Метки: банок, нескольких, объединения, один, поток, потоков
...скопиром 22, жестко закрепленным на горизонтальной оси 5 с внешней стороны диска7, а дружное плечо подпружинено пружиной23. Зубья 8 диска 6 и зубья 19 диска 7 расположены симметрично относительно другдруга и имеют идентичньр профиль. Конечное положение зубьев 19 фиксируется упорами 24 и пружинами 23. Количествокулачков 12 и пар дисков соответствует количеству соединяемых потоков банок наконвейере 1.Устройство работает следующим образомТремя потоками банки 3 подаются пластинчатым конвейером 1 к соответствующим спаренным зубчатым дискам 6 и 7, Встречая на своем пути зубья 8 и 19, потоки начинают вращать диски 6 и 7 совместно,В соответствии с кинематикой, два потока банок 3 стопорятся, а очередная банка третьего потока, вращая...
Прибор для определения положения линии опор у коромысел неравноплечих весов

Номер патента: 31147
Опубликовано: 31.07.1933
Автор: Ермаков
Метки: весов, коромысел, линии, неравноплечих, опор, положения, прибор
...3 со снабженным двумя пружинами 9 вырезом для помещения коромысла, свободно перемещаемая в вертикальном направлении посредством микро- метрического винта 4. Сверху параллели 3 имеется планка 5, свободно поворачиваю щаяся на винте б и снабженная прорезью входящей на закрепляющий ее винт 7, и прижимным винтом 8. На плите 12 в под. ставке свободно перемещается стойка со шкалой 15 и закреплена стойка 7 б со свободно поворачиваемой скобой 77. Для прочерчивания на коромысле линии опор служит рейсмус 78.Коромысло неравноплечих весов, как-то: товарных, возовых, вагонных и крановых, вкладывается в прорез в параллелиЗ прибора и закрепляется сверху прижимным винтом 8, а по указателю коромысла устанавливается стойка со шкалой 75. Наблюдая...
Устройство для разделения одного потока банок на несколько потоков

Номер патента: 142932
Опубликовано: 01.01.1961
Автор: Белошейков
МПК: B65G 47/68, B65G 47/71, B65G 47/78
Метки: банок, одного, потока, потоков, разделения
...для предупреждения заклиниванияи смятия банок 7 зубом 15.Привод устройства состоит из электродвигателя 16, червячногоредуктора 17, звездочек 18 и 19, соединенных цепью 20, промежуточного вала 21, шестерен 22 и 23 (имеющих по 40 зубьев), и шестерни24 в 20 зубьев, главного вала 25, на котором смонтированы барабаны 1 и 5, причем внутренний барабан 5 укреплен на валу жестко, анаружный барабан 1 - при помощи втулки - шестерни 26, (имеющей60 зубьев), свободно установлен на шарикоподшипниках 27, приэтом скорость вращения наружного барабана в три раза меньше скорости вращения внутреннего барабана.При открытом отсекателе 11 банки 7 свободно скатываются пожелобу 8 до концевого упора 10 и проваливаются через окно 9 желоба и окно 2 наружного...
Предыдущий патент: Состав для покрытийзо онтш21
Следующий патент: 342363
Случайный патент: Соединительный податливый узел крепи подготовительных выработок