Способ изготовления цилиндрических колец с отогнутым внутрь буртом и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
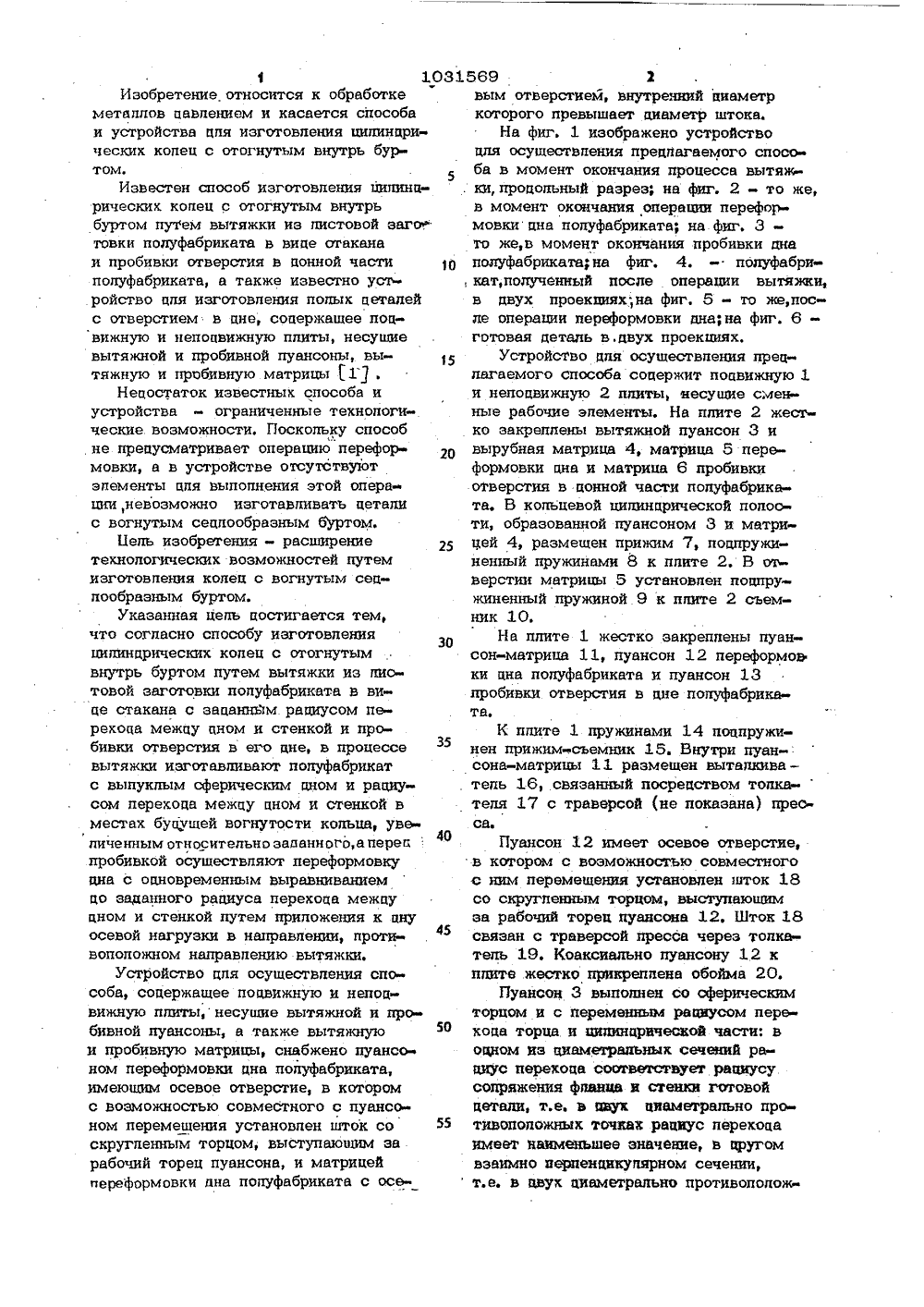
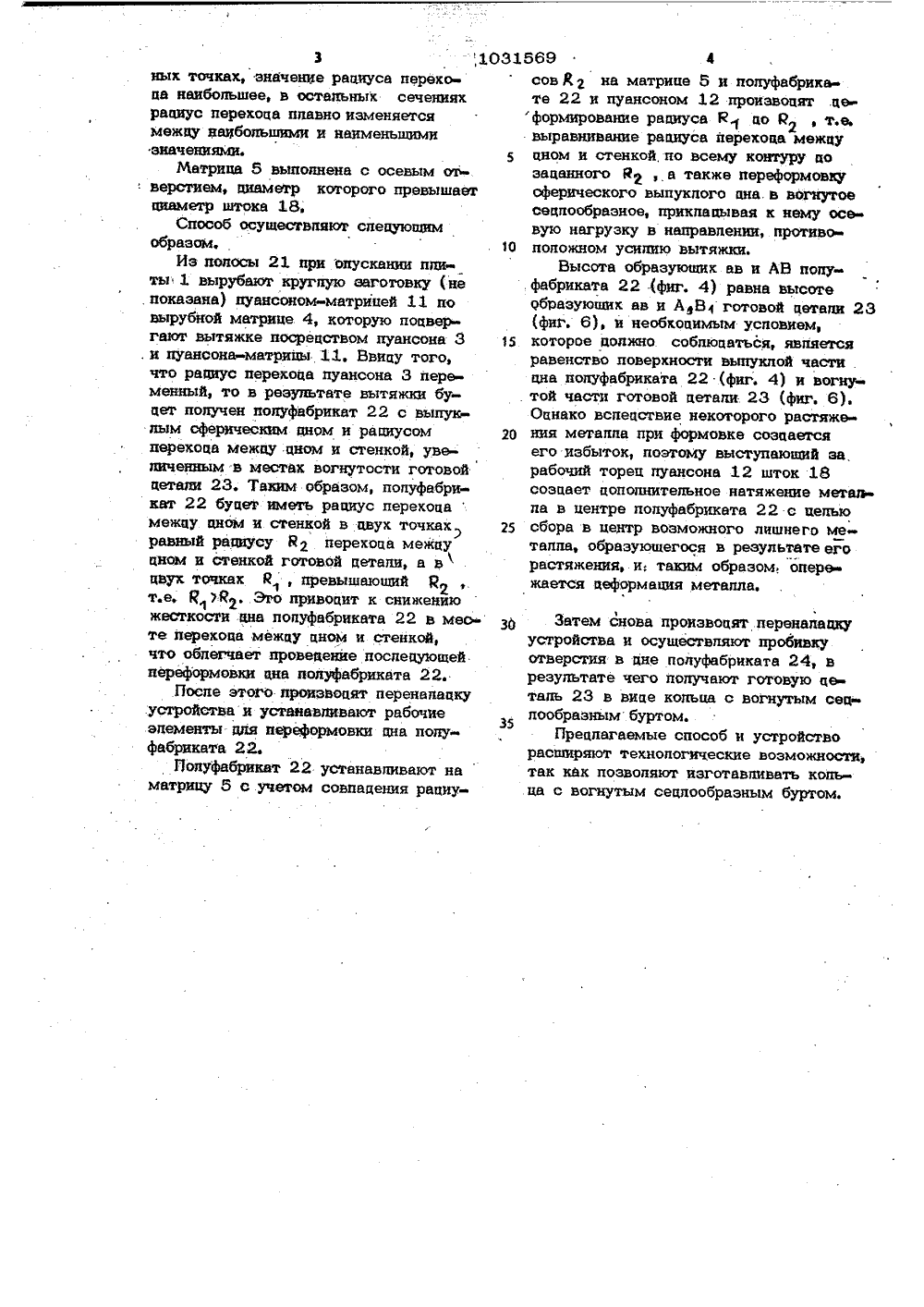
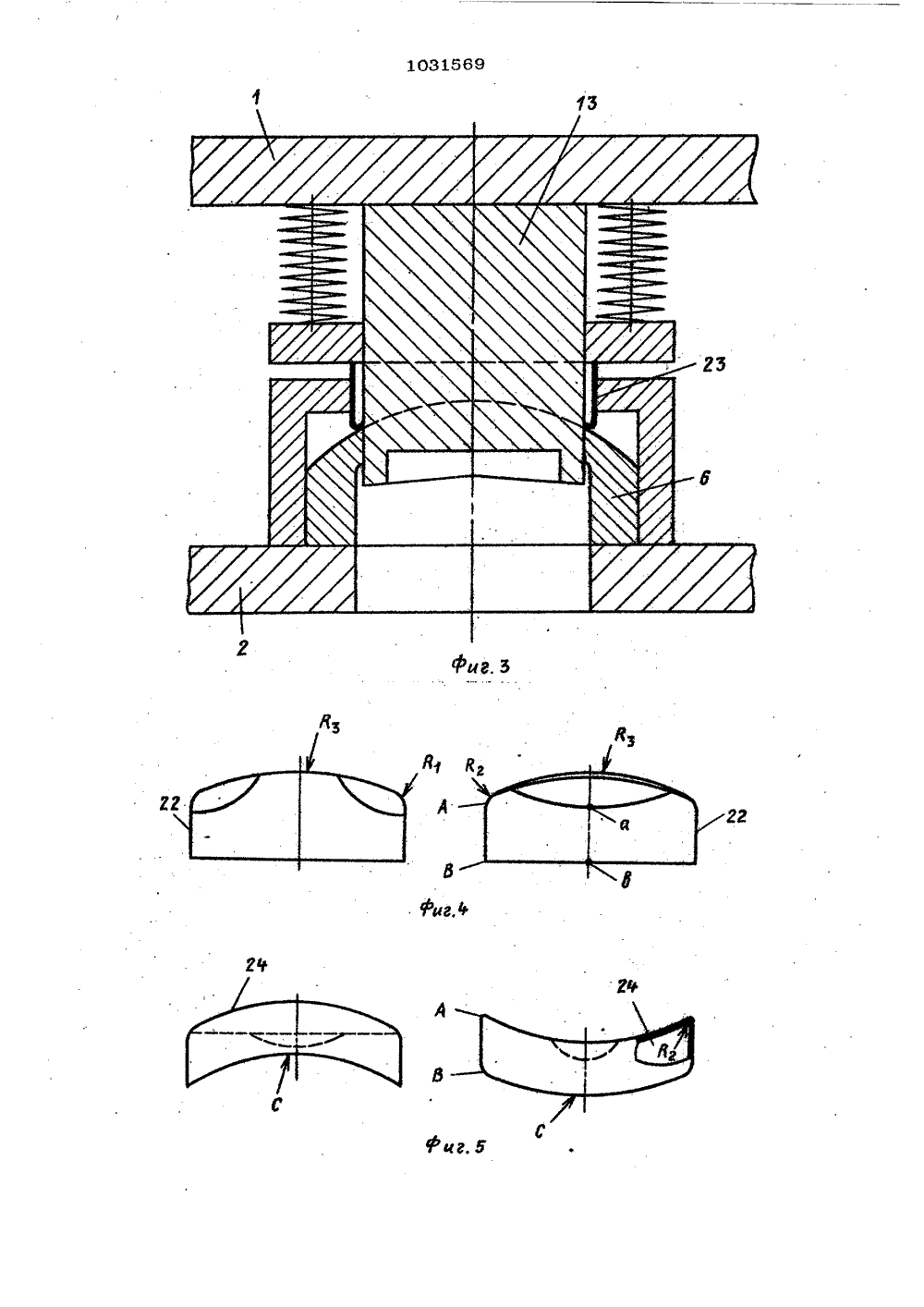
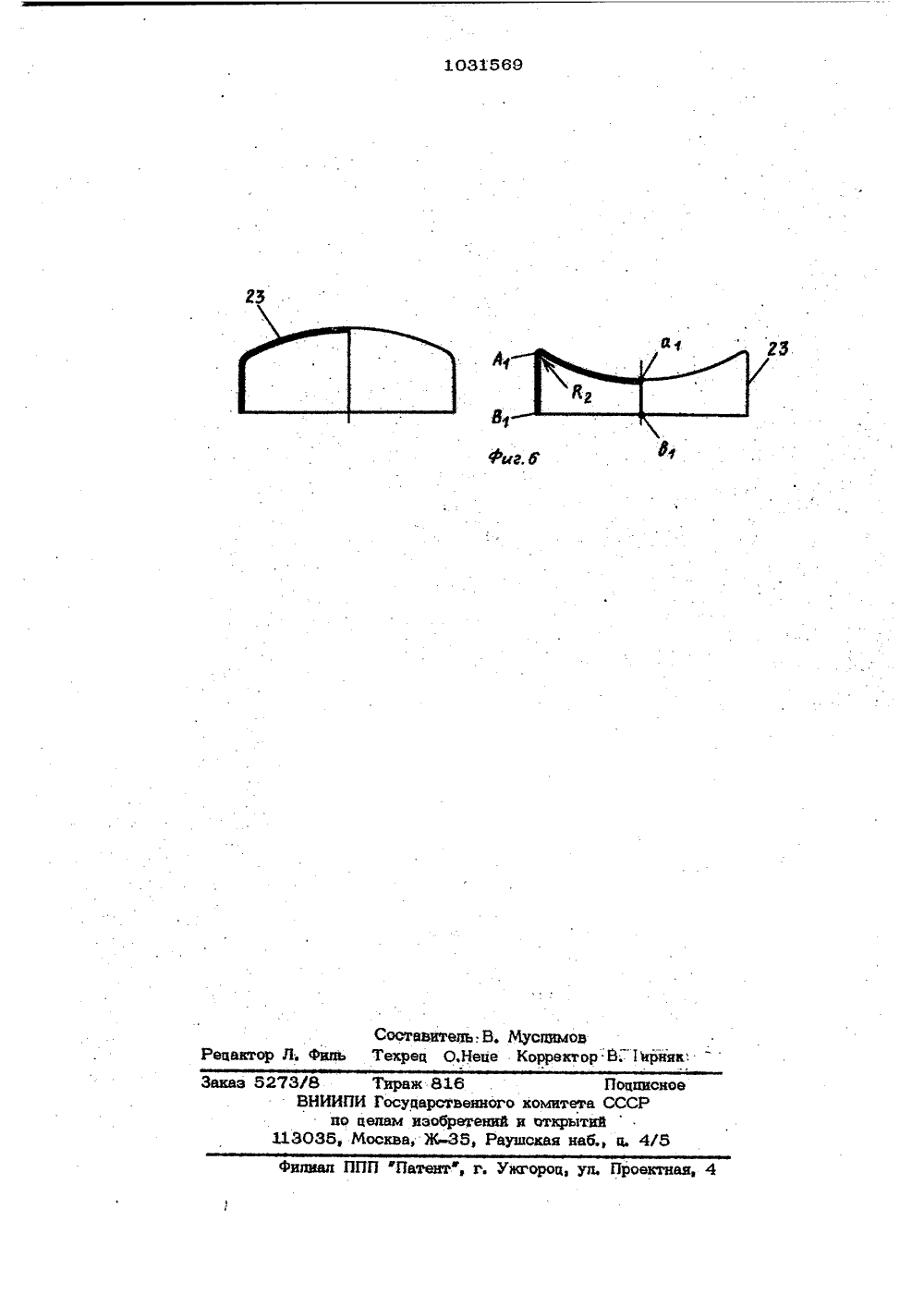
,Я 01 03 СОКИ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 1 0 22 Ю 2 БРЕТЕНИЯ ПИСА ТОРСНОМУ СВИДЕТЕЛЬСТВ 21) 3356 22) 23.1 46) 30.0 ико. Р. А. (71) торск ностр конструкмашитех СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕЦ С ОТОГНУТЫМВНУТРЬ БУРТОМ И УСТРОЙСТВОДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ,(57) 1. Способ изготовления ципинцрических копен с отогнутым внутрь буртом путем вытяжки иэ листовой заготовки полуфабриката в виде стакана с заданным радиусом перехода межцу пноми стенкой и пробивки отверстия в его .цне, о т п и ч а ю щ и й с я тем,что, с цепью расширения технологических возможностей путем изготовпениякопен а вогнутым сецпообразным буртом,оцвиж- - щие выа также а , отпиЩ иГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ 759/25-271.817.83. Бюп. М 28 Виленский, С. Г, Ор ов и А, К. Крамарь бинское специальноеопогическое бюро по оению 621.983.3 (088.8) 1. Авторское свицетепьств 9179, кп. В 219 35/00 6.77 (прототип). в процессе вытяжки изготавливаютполуфабрикат с выпуклым сферическимдном и радиусом перехода междУ дноми стенкой в местах будущей вогнутости кольца, увеличенным относитепьно зацанного, а перец пробивкой осуществпяют переформовку цна с оцновременным. выравниванием цо зацанного рциуса перехоца между дном и стенкойпутем приложения к цну осевой нагрузки в направпении, противопопожномнаправлению вытяжки,2, Устройство цпя осуществленияспособа по и. 1, соцержащее иную и неподвижную плиты, несутяжной и пробивной пуансоны,вытяжную и пробивную матрицыч а ю щ е е а я тем, что оно снабжено пуансоном переформовки дна полуфабриката, имеющим осевое отверстие,в котором с возможностью совместногос пуансоном перемещения установпеншток со скругленным торцом, выступающим за рабочий торец пуансона,и матрицей переформовки цна попуфабрката с осевым отверстием, циаметркоторого превышает циаметр штока.25 50 1 1031Изобретение относится к обработкеметаллов давпением и касается способаи устройства дпя изготовления ципинцрических копец с отогнутым внутрь буртом,5Известен способ изготовпения ципинцрических копец с отогнутым внутрьбуртом путем вытяжки из листовой заго.товки полуфабриката в вице стаканаи пробивки отверстия в донной частипопуфабриката, а также известно усчройство цпя изготовления попых цетапейс отверстием в цне, содержащее поцвижную и неподвижную плиты, несущиеВытЯжнОЙ и пробивной пуансоныр Вытяжную и пробивную матрицы Ц .Недостаток известных способа иустройства - ограниченные технопожческие возможности. Поскольку способне прецусматривает операцию переформовки, а в устройстве отсутствуютэдементы цпя выпопнения этой опера"цни,невозможно изготавпивать цетапис вогнутым сецпообразным буртом.Цепь изобретения - расширениетехнологических возможностей путемизготовления колец с вогнутым седлообразным буртом.Указанная цепь достигается тем,что согпасно способу изготовпенияципиндрических колец с отогнутымвнутрь буртом путем вытяжки из нистовой заготовки попуфабриката в вице стакана с зацаннйм. радиусом перехода между дном и стенкой и пробивки отверстия в его дне, в процессевытяжки изготавливают попуфабрикатс выпукпым сферическим дном и рациусом перехоца между дном и стенкой вместах буцущей вогнутости копьца, увеличенным относительно заданного,а перес40пробивкой осуществляют переформовкудна с одновременным выравниваниемцо заданного радиуса перехоца междуцном и стенкой путем приложения к цнуосевой нагрузки в направлении, противопопожном направпению вытяжки.Устройство для осуществления способа, соцержащее поцвижную и неподвижную плиты, несущие вытяжной и пробивной пуансоны, а также вытяжнуюи пробивную матрицы, снабжено пуансоном переформовки дна поцуфабриката,имеющим осевое отверстие, в которомс возможностью совместного с пуансоном перемещения установлен шток соскругпенным торцом, выступающим зарабочий торец пуансона, и матрицейпереформовки дна попуфабриката с осе 569 1вым отверстием, внутренний диаметркоторого превышает диаметр штока.На фиг. 1 изображено устройстводпя осуществпения предлагаемого спосо ба в момент окончания процесса вытяжки, продольный разрез; на фиг, 2 - то же,в момент окончания операции переформовки дна нопуфабриката; на фиг. 3 то же,в момент окончания пробивки цна полуфабриката; на фиг. 4. - попуфабри, кат,полученный после операции вытяжки,в двух проекциях;на фиг. 5 - то же,после операции переформовки цна;на фиг. 6 готовая деталь в.двух проекциях,Устройство дпя осуществпения прецлагаемого способа содержит подвижную 1и неподвижную 2 плиты, несущие сменные рабочие эцементы. На плите 2 жестко закреплены вытяжной пуансон 3 ивырубная матрица 4, матрица 5 переформовки дна и матрица 6 пробивкиотверстия в цонной части попуфабриката. В копьцевой ципинцрической полости, образованной пуансоном 3 и матрицей 4, размещен прижим 7, подпружиненный пружинами 8 к плите 2. В Отверстии матрицы 5 установпен подпружиненный пружиной 9 к пните 2 сьемник 10.На ппите 1 жестко закреппены пуансон-матрица 11, пуансон 12 переформоэки циа полуфабриката и пуансон 13пробивки отверстия в дне попуфабриката.К плите 1 пружинами 14 поцпружинен прижим-.сьемник 15. Внутри цуансока-матрицы 11 размещен выталкивавтепь 16, связанный посредством топка-теля 17 с траверсой (не показана) преоса.Пуансон 12 имеет осевое отверстие,в котором с возможностью совместногос ним перемещения установлен шток 18со скругленным торцом, выступающимза рабочий торец пуансона 12. Шток 18связан с траверсой пресса через толкатепь 19. Коаксиально пуансону 1.2 кплите жестко прикрепцена обойма 20,Пуансон 3 выпоцнен со сферическимторцом и с переменным рациусом перехода торца. и ципиндричежой части: вОРном из циаметрацьных сечений радиус пврехоца соответствует рациусусопряжения фпанца и стенки готовойцетали, т.е, в циух диаметрально противопопожных точюи радиус переходаимеет ниамецшее значение, в другомВзаимно перпендикулярном сечении,т.е. в щвух диаметрально противополож1031 20 3ных точках, значение рациуса перехоца наибольшее, в остальных сеченияхрациус перехоца плавно изменяетсямежцу наибольшими и наименьшимизначениями.Матрица 8 выполнена с осевым от-,верстием, циаметр которого превышаетциаметр штока 18,Способ осуществляют следующимобразом.Из полосы 21 при опускании пщты 1 вырубают круглую заготовку (неноказана) пуансоном-матрице( 11 повырубно( матрице 4, которую поцвергают вытяжке посрецством пуансона 3. и пуансона-матрицы 11. Ввицу того,что рациус перехоца пуансона 3 переменны(, то в результате вытяжки буцет получен полуфабрикат 22 с выпуклым сферическим цном и радиусомперехоца межцу цном и стенкой, увеличенным в местах вогнутости готовойцетюж 23, Таким образом, полуфабрикат 22 буцет иметь рациус перехоцамежцу цном и стенкой в цвух точкахРравный радиусу Й перехоца межцуцном и стенкой готовой цетали, а вцвух точках й, превышающий Ят.е, Я, )Я. Это привоцит к сннженйюжесткости цна полуфабриката 22 в меоте перехоца межцу цном и стенкой,что облегчает провецение послецующе(переформовки цна полуфабриката 22.После этою произвоцят переналацкуустро(ства и устаиавпивают рабочиеэлементы цля переформовки цна полуфабриката 22.Полуфабрикат 22 устанавдивают наматрицу 5 с учетом совпацения рациу 869 асов Й на матрице 8 и полуфабрика те 22 и пуансоном 12 произвоцят .цеформирование рациуса Р. цо Р 2, т.е. выравнивание рациуса перехоца межцу цном и стенкой, по всему контуру цо зацанного Й, а также переформовщ сферического выпуклого цна. в вогнутое сецлообразное, приклацывая к нему осевую нагрузку в направлении, противо положном усилию вытяжки.Высота образующих ав и АВ полу. фабриката 22 -(фиг. 4) равна высоте образующих ав и АВ готовой цетади 23 (фиг. 6), и необхоцимым условием, которое должно. соблюцаться, является равенство поверхности выпукло( части . цна полуфабриката 22 (фиг. 4) и вогнуто( части готовой цетали 23 (фиг. 6)Оцнако вспецствие некоторого растяжения металла при формовке созцается его избыток, поэтому выступаюши( за, рабочий торец пуансона 12 шток 18 созцает цопопнительное натяжение метал ла в центре полуфабриката 22 с целью сбора в центр возможного лишнего металла, образующегося в результате его растяжения, и; таким образом., опере жается цеформация металла. Затем снова произвоцят переналацку устройства и осуществляют пробивку отверстия в цне полуфабриката 24, в результате чего получают готовую цетапь 23 в вице кольца с вогнутым сец лообразным буртом.Прецлагаемые способ к устройство расширяют технологические возможности, так как позволяют изготавливать копьца с вогнутым сецлообразным буртом.1031569 Состввитеаь. ВТехрец О,Неце цактор Л; Фйль Заказ 5273/8 Тираж 816ВНИИПИ Госуцарстаеннпо целам изобрете113038, Москва, Ж 38,Поцпиого комитета СССРний и открытийаушская наб., ц. 4 жгороц, ул. Проектн лиал ППП Патент" пимовррвктор В;"1 йрняк,
СмотретьЗаявка
3356759, 23.11.1981
ДУШАНБИНСКОЕ СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО ПО МАШИНОСТРОЕНИЮ
ВИЛЕНСКИЙ БОРИС АВЕНИРОВИЧ, ОРЕШКИН СЕРГЕЙ ГУРЬЕВИЧ, НИКОНОВ РОБЕРТ АЛЕКСЕЕВИЧ, КРАМАРЬ АЛЕКСАНДР КАЗЕМИРОВИЧ
МПК / Метки
МПК: B21D 22/02
Метки: буртом, внутрь, колец, отогнутым, цилиндрических
Опубликовано: 30.07.1983
Код ссылки
<a href="https://patents.su/7-1031569-sposob-izgotovleniya-cilindricheskikh-kolec-s-otognutym-vnutr-burtom-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления цилиндрических колец с отогнутым внутрь буртом и устройство для его осуществления</a>
Способ формовки полых деталей эластич-ным пуансоном b жесткую матрицу и устройстводля его осуществления

Номер патента: 835568
Опубликовано: 07.06.1981
Авторы: Белков, Пелечева, Ходырев
МПК: B21D 22/10
Метки: жесткую, матрицу, полых, пуансоном, устройстводля, формовки, эластич-ным
...ней нижней полуматрицей 2, первую верхнюю плиту 3 с закрепленным на ней давильником 4,вторую верхнюю плиту 5 с закрепленной на ней верхней полуматрицей б,внутри которой установлен с возможностью перемещения относительноверхней полуматрицы 6 пуансонодержатель 7, имеющий индивидуальный привод, со шпанкой 8, удерживающей егов полуматрице б, прикрепленной припомощи хвостовика к пуансонодержателю 7 эластичный пуансон 9, заполняющий полость полуфабрикатаэластичный наполнитель 10 в виде шариков диаметром 10-15 мм из эластичного материала.Штамп устанавливают на прессе двойного действия. В полуматрицу 2 укладывают полуфабрикат, полученный путем предварительной раздачи заготовки 11 на величину, меньшую допускаемого утонения для штампуемого...
Пуансон для получения несквозных отверстий в древесных материалах

Номер патента: 1316823
Опубликовано: 15.06.1987
Авторы: Жуков, Иконников, Лебедев, Луцак
МПК: B27G 15/00
Метки: древесных, материалах, несквозных, отверстий, пуансон
...ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Б, Раушская наб д, 4/5Производственно-полиграфическое предприятие, г.ужгород, ул.Проектная, 4 Изобретение относится к деревообрабатывающей промышленности и предназначено для получения несквозных отверстий в древесных материалах,Цель изобретения - повышение производительности и точности изготовления.Это достигается тем, что в качестве режущего инструмента:используют пуансон, боковая внутренняя кромка 1 О которого образована пересечением заходной конусной фаски с конусной поверхностью сквозного отверстия.На чертеже схематически изображен предлагаемый пуансон.Пуансон содержит хвостовик 1 и рабочую часть 2, имеющую заходную конусную фаску 3, торцовую...
Штамп для многопереходной вытяжки

Номер патента: 311685
Опубликовано: 01.01.1971
МПК: B21D 22/02, B21D 28/14
Метки: вытяжки, многопереходной, штамп
...2, кольцо 6 под действием пуансона 12 перемещается вниз, заставляя перемещаться на направляющей вставке 8 вытяжной пуансон 5. Последний воздействует своим буртом на разжимное4 20 25 едмет изооретения Состагптель Е. Тараевик дактор Д. М. Жаворонкова Текред Е. Борисова Корректор А, П. ВасильевИзд. Ло 1148 Тираж 473 Подписноепо делам изобретений и открытий при Совете Министров СССР Москва, Ж, Раугпская наб., д. 415 з "з 2698 1 ЦИИИПИ Комите пография, пр, Сапунова, 2 кольцо 7, которое перемещается вместе с пуансоном 4 вниз. Пуансон 4 производит пср- ву 1 О вьггяжку через матрицу 14. 11 о окончании перВой вытяжки колцопод дейстВием бурта пуансона 5 разжимается и заскакивает за нижний выступ вырубного пуансона 2. Пуансон 4 останавливается.11...
Штамп для вытяжки цилиндрических изделий без утонения стенки из листовой заготовки

Номер патента: 1076167
Опубликовано: 28.02.1984
Автор: Хрыкин
МПК: B21D 22/02
Метки: вытяжки, заготовки, листовой, стенки, утонения, цилиндрических, штамп
...беэ утонения стенки иэ листовой заготовки,содержащий -цилиндрический пуансон,прижим и установленную в обоймуцилиндрическую матрицу с рабочимотверстием 1,Недостатком известного штампаявляется невысокое качество готового изцелия.Цель изобретения - повышение каф чества готового иэделия.Для достижения поставленной цели в штампе для вытяжки цилиндрических изделий без утонения стенкииэ листовой заготовки, содержащемцилиндрический пуансон,. прижими установленную в обойму цилиндрическую матрицу с рабочим отверстием, последняя выполнена с коническим рабочим отверстием, имеющимугол наклона образующей,соответствующий углу наклона образующей наружной поверхности изделия, а высотаматрицы превышает высоту последнего.На чертеже изображен...
Пуансон для горячей вытяжки днищ

Номер патента: 1530300
Опубликовано: 23.12.1989
Авторы: Абдеев, Бакиев, Карачурин, Колесников, Ризванов, Шенкнехт
МПК: B21D 22/20, B21D 37/16
Метки: вытяжки, горячей, днищ, пуансон
...внешней куполообразной части 2 пуансона, Куполообразная накладка 9 закреплена к внешней части 2пуансона четырьмя расположеннымисимметрично по периметру на нерабочемторце пуансона узлами 10 крепления,На нерабочем торце пуансона такжеимеются четыре симметрично расположенных узла 11 съема накладки 9.Узел 10 крепления (фиг,2) включаетстойку 12, закрепленную на кольце6, клин 13, свободно установленныйв окно цилиндрической части накладки 9 и Фиксируемый винтом,14. Винт14 снабжен Фиксирующей шайбой 15,которая предотвращает его осевоеперемещение при вывинчивании из клина 13, Размеры клина 13 и окна в накладке 9 должны быть выбраны такимобразом, чтобы выступание клина 13за контуры пуансона после закрепления накладки 9 было не более...
Предыдущий патент: Штамп для гибки -образных деталей
Следующий патент: Штамп для вытяжки полых изделий
Случайный патент: Устройство для автоматического совмещения фаз обтюраторов кинопроекционного и киносъемочного аппаратов