Способ изготовления и наполнения мешков из полимерного материала и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 728705
Автор: Карло
Текст
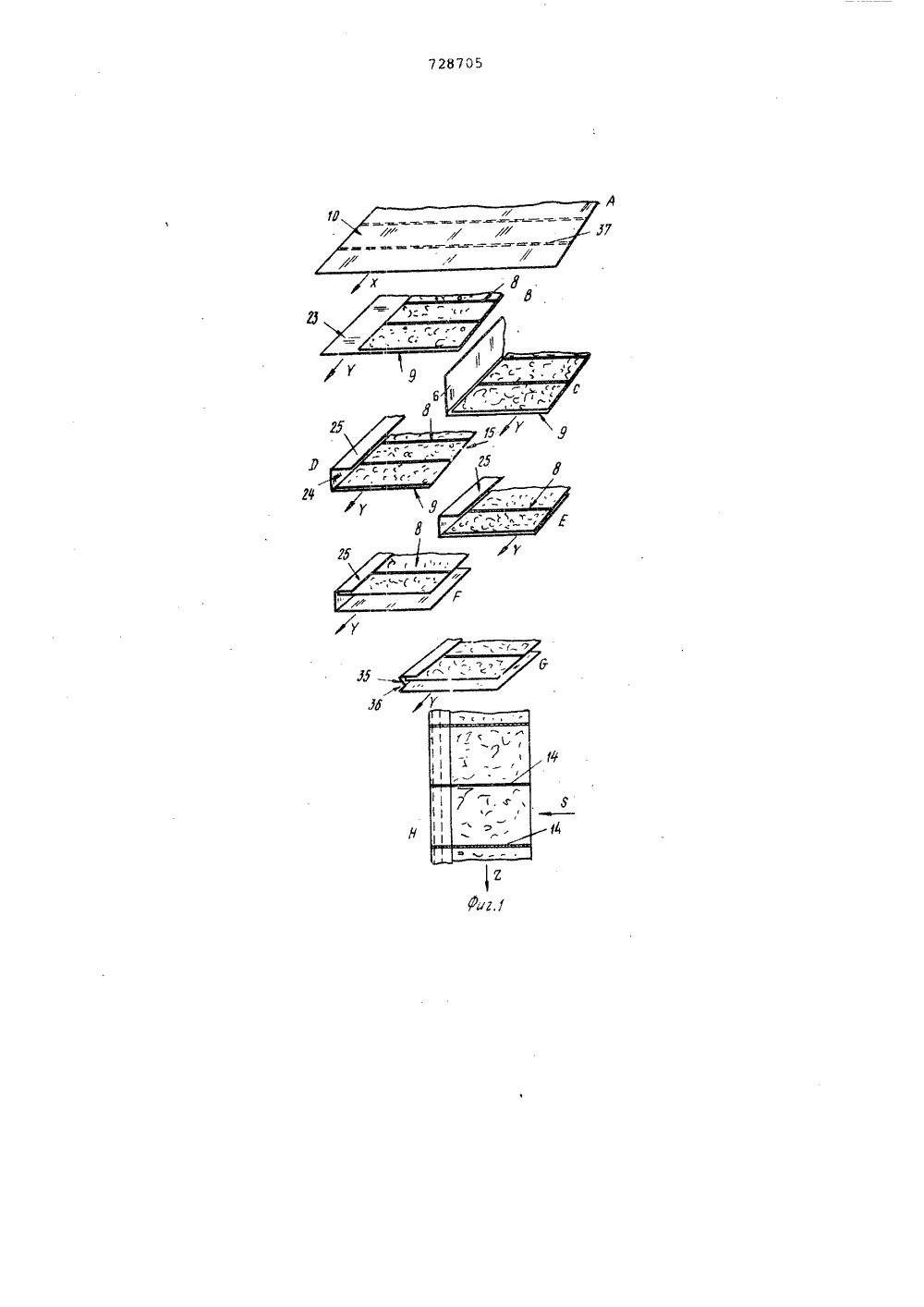
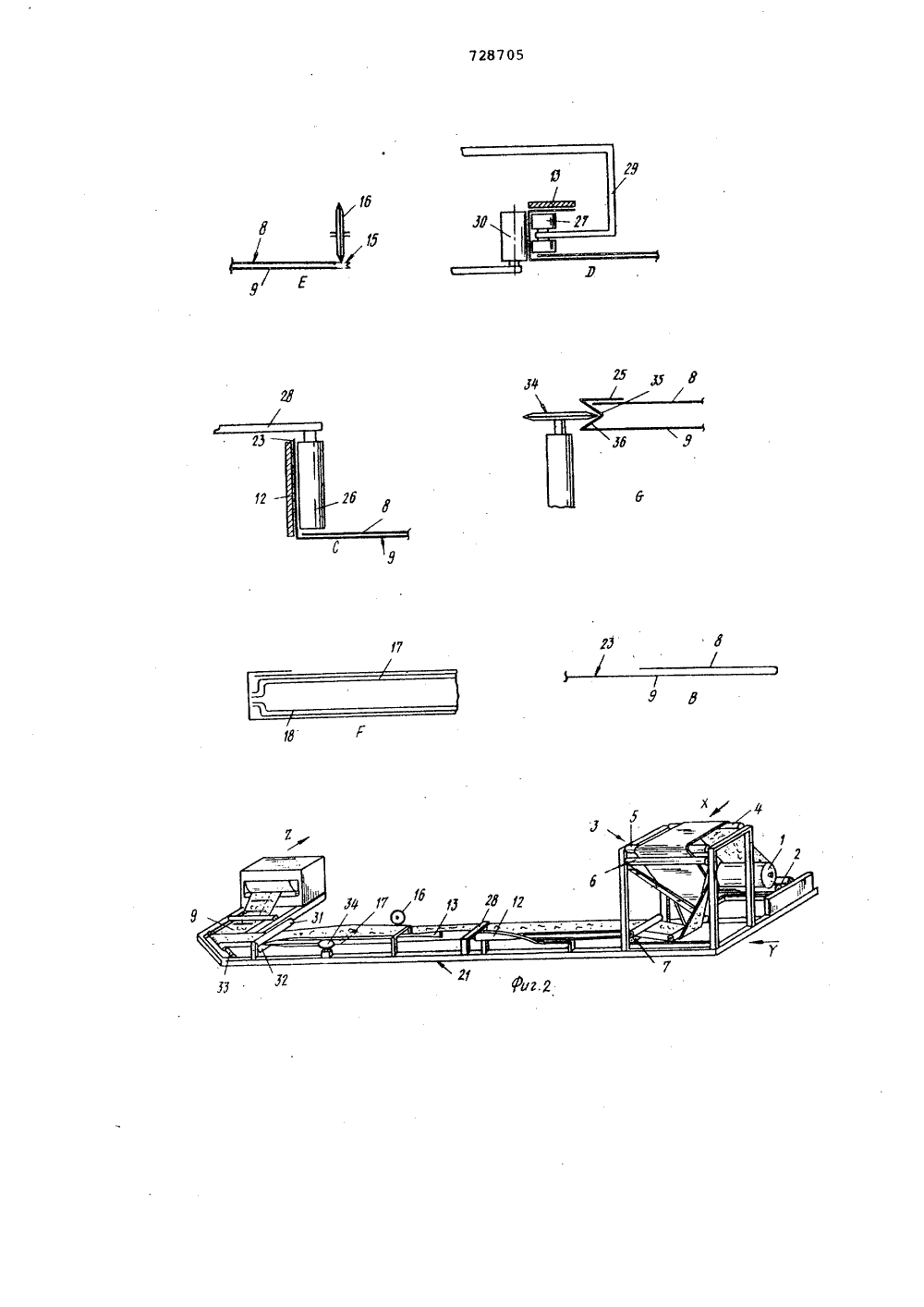
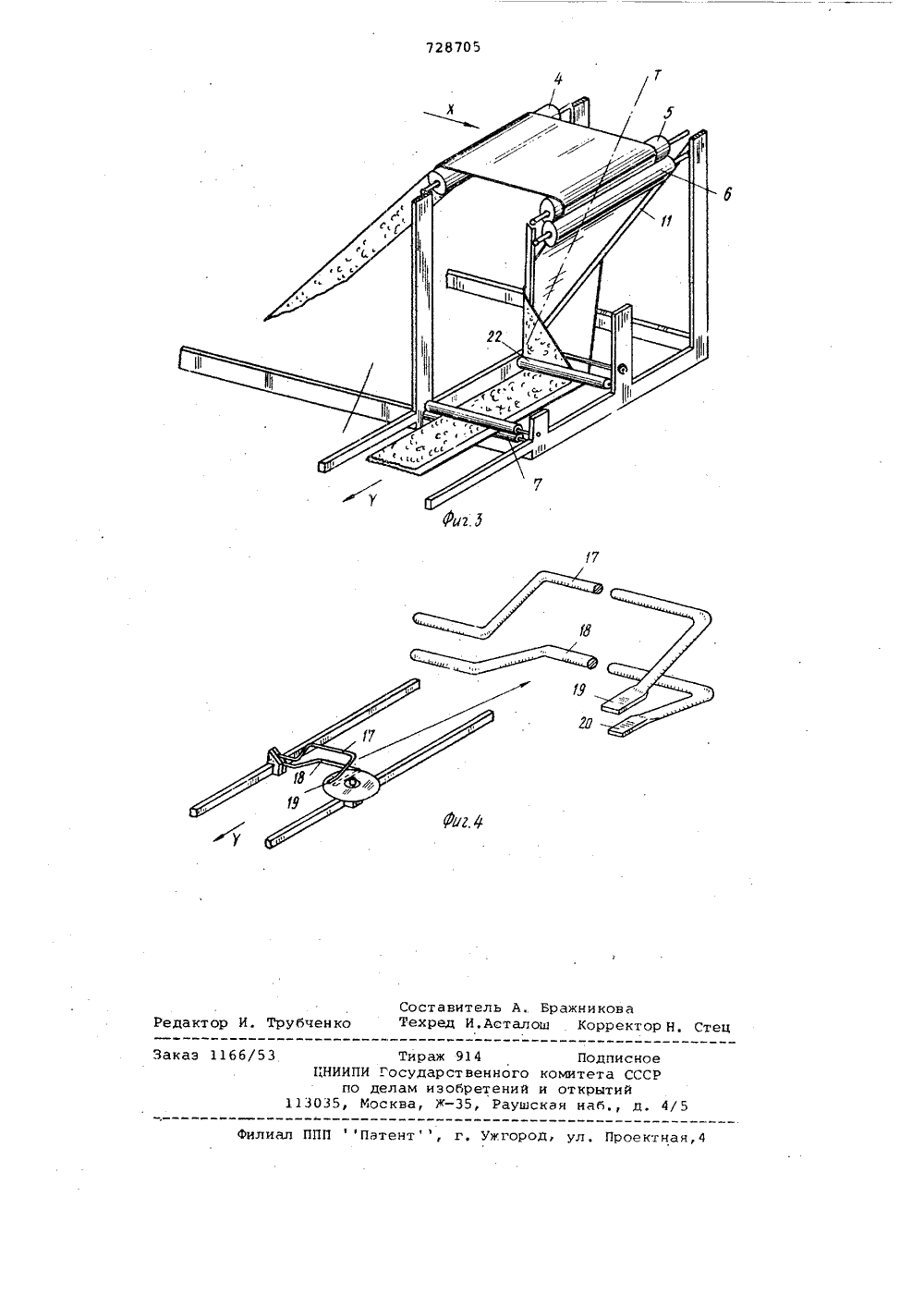
ОПИСАНИЕИЗОБРЕТЕНИЯК ПАТЕНТУ Сеоз Советских Социалистических Респубпнк(5 Ц В. Кл. В 65 В 9/06 Гоеударственныи комиот СССР но делам изобретений и открытий(72) Автор изобретение Иностранная фирма Фамекканика С.п.А.(54) СПОСОБ ИЗГОТОВЛЕНИЯ И НАПОЛНЕНИЯ МЕШКОВ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУ(ЦЕСТВЛЕНИЯИзобретение относится к технике изготовления и заполнения мешков из полимерного материала, например листа полиэтилена, и к устройству для осущест влени я способа путем последовательного и автоматического выполнения всех операций, необходимых для получения готового продукта вдоль линии подачи листового материала,Наиболее близким техническим решением к описываемому изобретению является способ изготовления и наполнения мешков из полимерного материала, предусматривающий загибание 15 двух продольных краев листа с частичным перекрытием их на разной высоте, наполнение, запечатывание путем образования поперечных швов на мешках и их отреэание, и устройство для осуществления этого способа, содержащее рулонодержатель, направляющие ролики, приспособление для загибания двух продольных краев листа, имеющее направляющие, механизм для образования швов на мешках и их отрезания Ш. В известном способе процесс изготовления и заполнения мешков из по" лимерного материала выполняется с недостаточно высокой скоростью, чтоповышает себестоимость продукции.Целью изобретения является ускорение процесса упаковки.Это достигается тем, что в тредлагаемом способе при загибании двухпродольных краев листа один иэ отогнутых краев разрезают по продольнойлинии перегиба и перед наполнениемотделяют от оставшейся части листана расстояние, соответствующее толщине зацолняемого продукта.При этом ширина отрезаемого края.листа превышает ширину другого края,а край листа с меньшей шириной расположен сверху другого края,Кроме того, край листа послеэагибания, расположенный над другимкраем, сначала загибают на 90 , азатем еще раэ на 90 .При этом край листа, загнутыйсначала на 90 , складывают гармошкой.Устройство для осуществления способа снабжено механизмом для оаэрезания одного иэ отогнутых краев листапо линии перегиба и приспособлениемдля отделения отрезанного края листаот его оставшейся части, состоящимиз пары расположенных одна над другой60 скоб, расплющенных на одном конце иукрепленных другим концом.При этом скобы выполнены из прутков, одна из направляющих - в видеплоского треугольного элемента снаправляющим роликом у его вершиныцля изменения направления подачиолиста на 90 и смещения одного стогнутого продольного края от среднейпродольной линии листа к другому краюна величину, соответствующую половинее шири ны по сле дне го ..1 ОКроме того, две другие направляющие выполнены в виде планок, иэсгнутых по спирали с расположением ихвходного и выходного конца перпенди-,кулярно один другому для двухступенчатого загибания на 90 ф другого продольного края листа, причем у каж",ойпланки установлен дополнительныйнаправляющий элемент, укрепленныйна рычаге,Для образования на узком загнутом краю листа сгиба в виде гармошки между скобами установленс колесо,Кроме того, за приспособлениемдля загибания краев листа по ходу 25процесса размещена пара протяжныхваликов, а за протяжными валикамирасположен под углом 45 к ним ещеОодин валик для переворо а листаНа фиг. 1 изображены схематично Зоразличные стадии, производимые нанепрерывном листе полиэтилена до момента получения изделия; на фиг 2устройство для выполнения предлагаемого способа с поуэобным указе.ниемсоответствующих стадий способа; нафиг. 3 - устройство при выполнениистадии А, В, и Р способа; нафиг, 4 - то же, устройство показанов двух различных масштабах,Устройство для осуществления спо Особа содержит рулонодержатель 1установленный на холостых вращающихсявалках 2, смонтированные на раме 3направляющие ролики 4 и 5, направляющие валики 6 и 7, приспособление длязагибания двух продольных краев 8 и 9листа 10 полиэтилена, имеющее направляющие 11-13; механизм для образования швов 14 на мешках и их отрезания (не показан); механизм для разрезания одного из отогнутых краевлиста по линии 15 перегиба с помощьюнеподвижного ножа 16; приспособлениедля отделения отрезанного края 8 листа от его оставшейся части, состоящее из пары расположенных одна наддругой скоб 17 и 18, имеющих расплющенные концы 19 и 20, Другими концами скобы укреплены на раме 21, приэтом скобы 17 и 18 могут быть выполнены иэ прутков.Направляющая 11 выполнена в видеплоского треугольного элемента снаправляющим роликом 22 у его вершины для изменения направления подачилиста на 90 и смещения одного отог- б 5 нутого продольного края от средней линии листа к другому краю на величину,со от вет ст вующую полови не шири ныпоследнего.Направляющие 12 и 13 вып;,лненыв виде плана к, изогнутых по спиралис расположением их входного и выходного концов перпендикулярно одиндругому для возможности двухступенчатого загибания на 90 продольногокрая 23 листа с образованием двухполос 24 и 25, перпендикулярных однадругой. У планок направляющих 12 и13 установлены дополнительные направляющие элементы 26 и 27, укрепленные, соответственно, на рычагах28 и 29. Направляющая 13 имеет поддерживающий элемент 30,За приспособлением для заГибаниякраев листа по ходу процесса размещена пара протяжных валиков 31 и 32,оза которыми ра:положен под углом 45к ним еще один валик 33 для переворота листа.Способ осуществляют следующимо бр азом.Лист 10 полиэтилена сматывают срулонодержателя 1 (фиг.1,2) и перемещают по системе направляющих роликов 4 и 5 в направлении Х (фиг.1,стадия А). Два продольные края 8 и 9листа загибают с помощью направляющей 11 в направлении движения листапутем бокового смещения центральнойоси симметрии. листа относительнобиссектрисы Т (фиг. 3, пунктирная линия) активного угла, при этом край 8имеет меньшую ширину и расположенсверху края 9 (фиг,1, стадия В).Призагибе получают край 23, не закрытый краем 8 листа. Затем лист пропускают под направляющий ролик 22,после чего он выходит в направлении У, проходя далее через направляющие валики 6 и 7 (фиг.2 и 3), Далее край 23 листа при его движениизагибают с помощью изогнутых по спирали направляющих 12 и 13 и направляющих элементов 26 и 27 сначала на90, а затем еще раз на 90 с образованием полос 24 и 25 (фиг.1, фазы С, Д), после чего отогнутый крайразрезают по продольной линии 15перегиба с помощью ножа 16 (фиг.1стадия Е). После разрезания лист подают на приспособление для отделения отрезанногокрая 8 листа от егооставшейся части (фиг, 4) и скобами17 и 18 отделяют край 8 от края 9листа, поднимая край 8 до уровняполосы 25 (фиг,1,стадия Г),На узком загнутом краю 23 листана полосе 24 с помощью колеса 34,установленного между скобами 17 и18, образуют сгиб в виде гармошки,имеющий кромки 35 и 36 (фиг,1,стадия 6),Затем обе кромки 35 и 36 листасоединяют вместе с помощью протяжныхваликов 31 и 32, после чего листпопадает на валик 33, под воздействием которого направление подачиолиста изменяется на 90 (направление Е - на фиг.1 - стадия Н),Далее мешки запечатывают путемобразования поперечных швов 14,соотьетствующих штриховым линиям37 стадии А (фиг.1, стадии Н и А),Мешки отделяют один от другого иподают по направляющим на установкудля их раскрытия и заполнения. Последовательный ряд операций от стадии А до стадии Н осуществляют в направлении одной линии, а полиэтиленовый лист при этом находится в непрерывном движении, В конце стадии Нв мешки через их открытый конец помещают продукт, например абсорбент,внаправлении стрелки Б и сваривают еготермосваркой. Для сварки используютвыступающий за линию сварки кусокматериала размером, примерно, 5 см,который может быть подрезан илииспользован в мешках некоторых типовдля получения ручек в готовом изделии.Способ и устройство обеспечиваютускорение процесса упаковки,формула из обретен и я1, Способ изготовления и наполнения мешков из полимерного материала, предусматривающий загибание двухпродольных краев листа с частичнымперекрытием их на разной высоте, наполнение, запечатывание путем образования поперечных швов на мешках иих отрезание, о т л и ч а ю ш и й с ятем, что, с целью ускорения процесса упаковки, один из отогнутых краевразрезают по продольной линии перегиба и перед наполнением отделяютот оставшейся части листа на расстояние, соответствующее толщине заполняемого продукта.2, Способ по п.1, о т л и ч а ющ и й с я тем, что ширина отрезаемого края листа превышает ширинудругого края.3, Способ по пп1 и 2, о т л ич аю щи й с я тем, что край листас меньшей шириной расположен сверхудругого края.4. Способ по пп.1 и 3, о т л ич а ю щ и й с я тем, что край листапосле эагибания, расположенный наддругим краем, сначала загибают на90 , а затем еще раэ на 90 ф,5. Способ по пп. 1 и 4, о т л ич а ю щ и й с я тем, что край листа, 11. Устройство по пп. 6 и 10, о т"л и ч а ю щ е е с я тем, что эаприспособлением для эагибаяия краевлиста по ходу процесса размещена паРа пРотяжных валиков,12, Устройство по пп. б и 11, о тличающееся тем,чтоэапротяжными валиками расположен подоуглом 45 к ним еще один валик дляпереворота листа.55Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРМ 549381, кл. В 65 В 9/06, 1973. 5 О 15 20 25 ЗО3540 загнутый сначала на 90, складывают гармошкой.Вб, Устройство для осуществления способа по п,1, содержащее рулонодержатель, направляющие ролики, приспособление для загибания двух продольных краев листа, имеющее направляющие, механизм для образования швов на мешках и их отрезания, о тли ч аю шее с я тем, чтооно снабжено механизмом для разрезания одного из отогнутых краев листа по линии перегиба и приспособлением для отделения отрезанного края листа от его оставшейся части, состоящим из пары расположенных одна над другой скоб, расплющенных на одном конце и укрепленных другим концом.7. Устройство по п,б, о т л и- чающее с я тем, что скобы выполнены иэ прутков.8. Устройство по п.б, о т л ич а ю щ е е с я тем, что одна иэ направляющих выполнена в виде плос - кого треугольного элемента с направляющим роликом у его вершины дляизменения направления подачи листаона 90 и смещения одного отогнутого продольного края от средней продольной линии листа к другому краю на величину, соответствующую половине ширины последнего.9. Устройство по пп, 6 и 8, о тл и ч а ю ш е е с я тем, что дведругие направляющие выполнены в видепланок, изогнутых по спирали с расположением их входного и выходного концов перпендикулярно один другому для двухступенчатого загибания на90 другого продольного края листа,причем у каждой планки установлендополнительный направляющий элемент,укрепленный на рычаге,10. Устройство по пп.,б и 7, о тличающееся тем,чтомеждускобами установлено колесо для образования на узком загнутом краю листа сгиба в виде гармошки.728705 оставитель А. Бражникова ехред И,Асталош Корректор Н, Ст едактор И енк Закаэ 1166/53 Тираж 914сударственногам изобретенива, 7-35, Рау П Пэтен г. Ужгород, ул. Проектная,или по д035, Хо Подписноекомитета СССРи открытийкая наб д, 4/5
СмотретьЗаявка
2705012, 15.12.1978
КАРЛО БЬЯНКО
МПК / Метки
МПК: B65B 9/06
Метки: мешков, наполнения, полимерного
Опубликовано: 15.04.1980
Код ссылки
<a href="https://patents.su/6-728705-sposob-izgotovleniya-i-napolneniya-meshkov-iz-polimernogo-materiala-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления и наполнения мешков из полимерного материала и устройство для его осуществления</a>
Устройство для загрузки рамок с табачными листьями на направляющие сушильной камеры

Номер патента: 1477370
Опубликовано: 07.05.1989
Авторы: Бурменко, Загорнян, Строгач, Штейман
МПК: A24B 1/02
Метки: загрузки, камеры, листьями, направляющие, рамок, сушильной, табачными
...и удержание в нужно ном положении подъемно-опускной рамыи приводной каретки. Имеется такжеэлектросистема, обеспечивающая автоматическую и последовательную работуподъемно-опускной рамы и приводной1Зя кареткиУстройство работает следующим обВ исходном положении (фиг, 10), подъемная-опускная рама 6 находится внизу вертикальных направляющих 5, 1477370а каретка 8 располагается в их концесправа,Приводом (не показан) подъемноопускная рама 6 поднимается, пока еегоризонтальные полки 7 не совпадаютпо уровню с направляющими 2 камеры1 обработки, где останавливается(не показан) каретка 8 перемещаетсяпо горизонтальным полкам 7 и направляющим 2 в сушильную камеру 1(фиг. 116), при этом захваты 9 каретки 8, находясь внизу продольных элементов 20,...
Устройство для образования скважин способом продавливания

Номер патента: 452650
Опубликовано: 05.12.1974
Авторы: Кацнельсон, Мильковицкий, Митилино, Окунев
МПК: E02F 5/18
Метки: образования, продавливания, скважин, способом
...25 вицкнй, А. М. Митилино и Л, В,На фиг, 1 изображено предложенноеус йство в плане; на фнг 2 -то же,вид сбо куУстройство для образования скважинспособом продавливания включает в себястанину 1, гидроцилиндры двойного действия 2 и 3, шарнирно соединенные с траверсами 4 и 5, опорную балку 6 и тяговыецепи 7, поддерживаемые в натяжении тросами 8, связанными через блоки 9 с опорной балкой, взаимодействующей с трубой 10,Продавливание трубы 10 осуществляет-ся путем переменного включения в работугидроцилиндров 2 и 3,При рабочем ходе гидроцилиндров 2 траверса 4 с помощью специальных замковсоединяется с тяговой цепью 7, которая передает усилия на опорную балку 6, Одновременно гидроцилиндры 3, совершая холостойход, устанавливают траверсу 5 в...
Поточная линия для изготовления асбостальных листов

Номер патента: 424741
Опубликовано: 25.04.1974
Авторы: Бел, Герасимов, Дубинер, Климова, Колесов, Куварзин, Мац, Порошин, Соловьев, Чежин, Чернышев, Щетинин
МПК: B32B 15/18, B32B 31/16
Метки: асбостальных, линия, листов, поточная
...каландром 3 расположено устройство 15 для обрезки излишков массы по обеим сторонам ленты, образуюгцихся после нанесения массы на ленту, Устройство 15 выполнено в виде рамы 1 б, подвижной вдоль направляющих 17, на которой смонтированы валки 18 с дисковыми ножами 19,Перед установкой 8 размещено устройство 20 для подачи асбостальцых листов в камеру установки, состоящее из транспортера 21 с клиноременпой передачей, системы подающих валков 22 и регулятора 23 подачилистов.За установкой 8 смонтировано устройство для удаления из цее готовой продукции, состоящее из расположенных в ряд перпендикулярно к направлению движения ленты роль- ганга 24 и наклонного транспортера 25. Перед рольгангом 24 установлены две пары оорезиненных валков 2 б,...
Способ пакетирования изделий и линия для его осуществления

Номер патента: 1101392
Опубликовано: 07.07.1984
Автор: Суский
МПК: B65G 57/02
Метки: линия, пакетирования
...последних с конвейера 16 на подающее устройство 1. Рабочие поверхности барабанов 20 и 21 имеют по два бочкообразных участка (не изображены), предотвращающих поперечные смещения транспортер. ных лент 23, каждая из которых в отдельности в данной линии выполняет функцию конвейера 3,Подъемно-опускной стол 8 состоит из основания 24, на котором жестко закреплены направляющие 25, стойки 26, ограничитель 27 и цилиндр 28, например пневматический, связанный с кареткой 29, которая посредством ходовых катков 30 установлена на направляющие 25 с возможностью горизонтального возвратно-поступательного передвижения по ним в пределах, обеспечиваемых положением на основании 24 ограничителя 27, выполненного регулируемым, и подвижной части 14, причем...
Способ упаковки пучков металлизированного стекловолокна в коробки и полуавтоматическая поточная линия для осуществления способа

Номер патента: 114289
Опубликовано: 01.01.1958
Авторы: Асташкевич, Барбарина, Рябов, Стешенко
МПК: B65B 11/20
Метки: коробки, линия, металлизированного, полуавтоматическая, поточная, пучков, способа, стекловолокна, упаковки
...5 ком 29 для отрезания коробок, перемещаемых поперек загнутой бумажной ленты,Загрузочные устройства 24 предназначены для перемещения кассет 12 с пучками стекловолокна и укладывания их вместе с ленточной прокладочной бумагой 11 в коробки 9 и 10, перемещаемые сборочным транспортером.В загрузочном устройстве применены последовательно размещенные цепные транспортеры 30 и 31 с захватами для кассет (захваты на чертеже не изображены) и укладочная пневматическая подвижная плита 32. Пневматическая плита предназначена для перемещения уложенных на нее полос прокладочной бумаги 11 и кассет со стекловолокном в упаковочные коробки 9 и 10.Пневматическая плита выполнена с обращенными кверху желобами с присосами для укладываемых полос прокладочной...
Предыдущий патент: Кормовая оконечность баржевоза
Следующий патент: Складной мешок
Случайный патент: Устройство для торможения и останова груза