Способ получения трубчатых нагревательных элементов сопротивления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
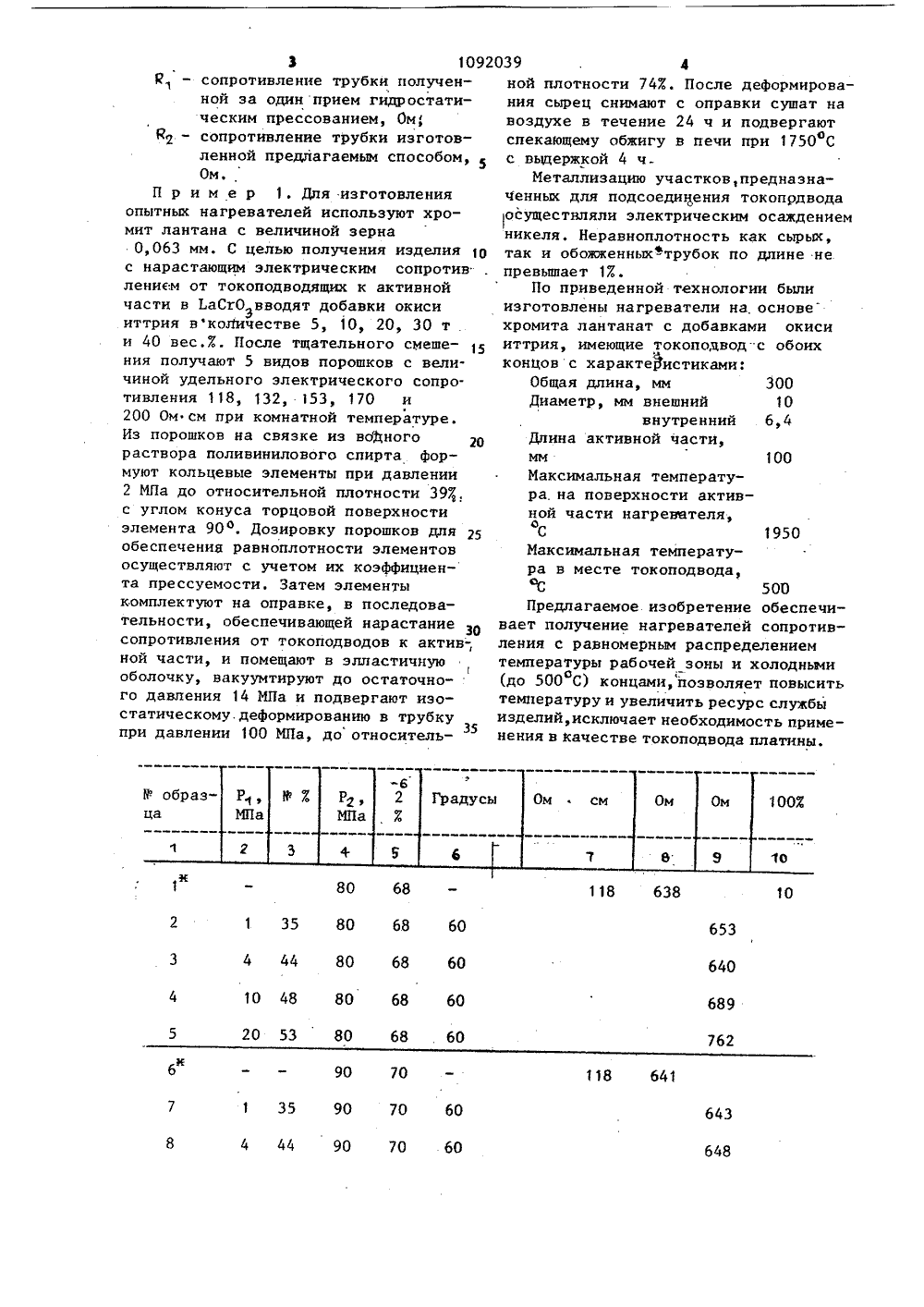
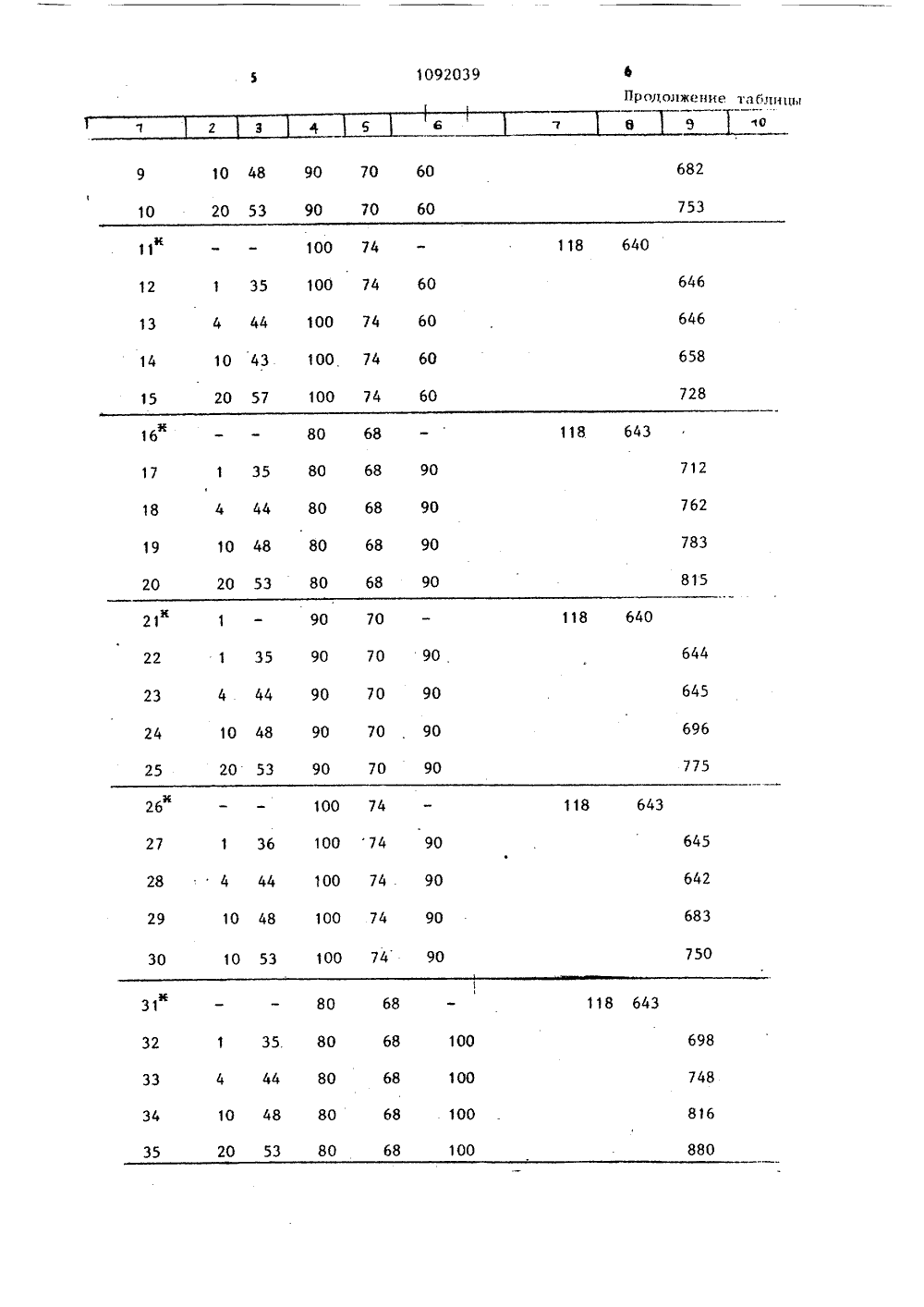
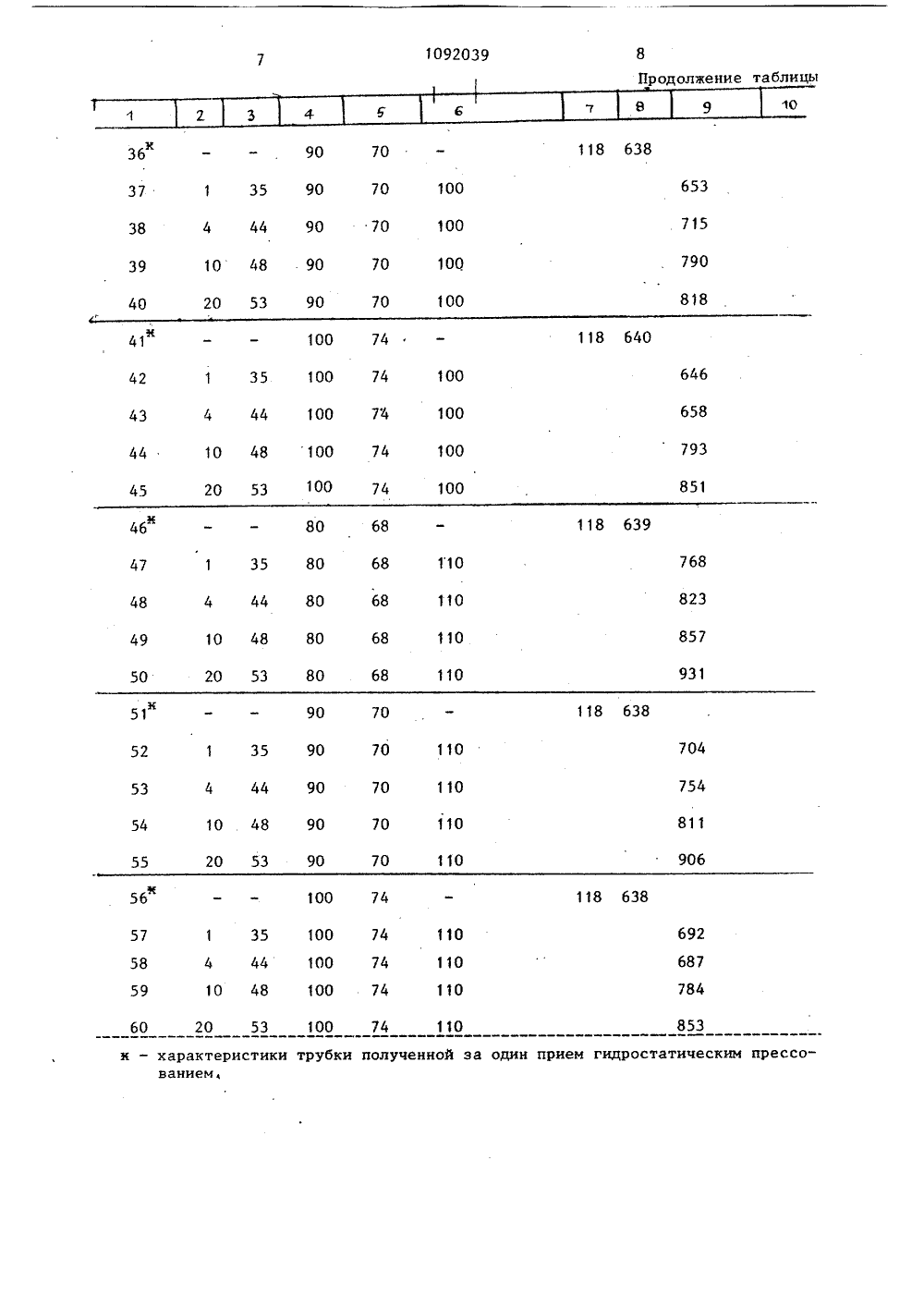
-3 ов,Бюл. В 18 ов, С.А.Сувор В.П.Мигаль ский ордена О и ордена Труд ни технологич енсовета тябрьсвогоский ысокотемнагрева 1981,и др. алличе сии дума"т ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ИСАНИЕ ИЗОБР(72) Ленинградкой РеволюцииКрасного Знамеинститут им. Л(54) (57) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ СОПРОТИВ ЛЕНИЯ, включающий формование сырца, сушку и обжиг, о т л и ч а ю щ и йс я тем, что, с целью обеспечения равноплотности монолитности трубки по длине образукщей и упрощения технологии, под равносторонним давлением формуют кольцевые элементы с углома конуса торцовой поверхности 60-100 С до относительном плотности 35-483 и деформируют их в трубку под изостатическим давлением до относительной плотности 70-757.. 1 10920Изобретение относится к изготовлению изделий из порошков и может быть использовано при изготовлении трубчатых изделий, например, высокотемпературных нагревателей сопротивления.Известен способ получения нагревателей, заключающийся в формоваиии . токоподводящих и рабочей частей методом мундштучного шприцевания, сушке, утильном и спекающем обжигах шлифо вания торцовых поверхностей токоподводящих и рабочей частей и сваривания их в нагревательный элемент при 1500- 1600 С с последующим отжигом и механической обработкой сварного шва 1.1 . 15Однако известный способ требует использования пластифицированных масс, для удаления пластификаторов из отформованных заготовок, необходимо осушествлять дополнительные технологичес.20 кие операЦии утильного обжига сырца в засыпках, разбраковки и подготовки его к спекающему обжигу. Заготовки, полученные этим методом, склонны к короблению и растрескиванию в процес се сушки,и обжига. Сваривание предварительно спеченных, рабочей и токо- подводящих частей требует применения специального оборудования, а также - предварительной шлифовки и обезжири- ЗО 1 вания свариваемых поверхностей. Кроме того, для снятия внутренних напряжений в месте сварки необходимо осуществлять высокотемпературный отжиг изделий с последующей механической обработкой сварного шва. Нагревательные элементы полученные известным способом выходят из строя главным образом, в месте сварки из-за более высокого значения удельного сопротивления ( в 1,2 раза) сварного шва, что .является недостатком известного способа. Цель изобретения - обеспечение равноплотности и монолитности трубки нагревателя по длине и упрощение технологии изготовления,Поставленная цель достигается тем, что согласно способу изготовления трубчатых нагревательных элементов сопротивления, включающему формование сырца, сушку и обжиг, под равносторонним давлением формуют кольцевые элементы с углом конуса торцовой поверх 155 ности 60-100 ф до относительной плотности 35-483 и деформируют их в трубку под изостатическим давлением до относительной плотности 70-75 . 39 2На фиг. 1 изображены элементы концов и средней части трубки на фиг. 2 получаемая трубка,Для определения параметров получения трубки нагревателя деформированием элементов изготавливают опытные образцы трубок из порошка легированногохромита лантана с величиной зерна ( 0,063 мм. В качестве связки применяют 57 водный раствор поливинилового спирта, в количестве 6 вес.Е отмассы порошка. Кольцевые элементы формируют под равносторонним давлением1-2, МПа до относительной плотности35-537, с углом конуса торцовой поверхности 60-110Комплектацию элементов трубки осуществляют на оправочном стержне, который с комплектом помещают в резиновую оболочку и вакуумируют до остаточного давления 14 Па, затем подвергают изостатическому деформированиюпод давлением 80-100 МПа, по методумокрой матрицы. Сушку сырца производят на воздухе при комнатной температуре в течение 24 ч, до влажности.0,2-0,4 Е. Спекание трубок производятопри 2023 К, с выдержкой 4 ч.Для обеспечения электрическогоконтакта трубок с клеммами измерительного прибора торцовые поверхности трубок металлизируют электрическим осаждением никеля.Оценку монолитности деформирования элементов в трубку, осуществляютсравнением электрического сопротивления ооразцов изготовленных предлагаемым способом из двух элементов с сопротивлением образцов трубок, полученных одноразовым формованием гидростатическим методом. В качестве образцовслужат трубки длиной 25 мм наружными внутренним диаметром 10 и 6,4 ммсоответственно. Данные измерений приведены в таблице.Условные обозначения приведенныев таблице:где Р - давление прессования элемен 1тов трубки, МПа;Р 2 - давление о изостатической деформации элементов в трубку,МПа- относительная плотность элеВ 1 Яментов и трубки нагревателя,соответственно, Х;Ы - угол конуса торцовой поверхности элемента, град- удельное электрическое сопротивление материала при комнатной температуре, Ом см;39 1ной плотности 747. После деформирования сырец снимают с оправки сушат навоздухе в течение 24 ч и подвергаютспекающему обжигу в печи при 1750 Сос выдержкой 4 чМеталлизацию участков,предназначенных для подсоединения токопрдводаосуществляли электрическим осаждениемникеля. Неравноплотность как сырых,так и обожженныхфтрубок по длине непревышает 17.По приведенной технологии былиизготовлены нагреватели на,основехромита лантанат с добавками окисииттрия, имеющие токоподвод"с обоихконцов с характеристиками:Общая длина, мм 300Диаметр, мм внешний 10внутренний 6,4Длина активной части,мм 100Максимальная температура. на поверхности активной части нагревателя,Максимальная температура в месте токоподвода,фС 500Предлагаемое изобретение обеспечивает получение нагревателей сопротивления с равномерным распределениемтемпературы рабочей зоны и холодными(до 500 С) концами,позволяет повыситьтемпературу и увеличить ресурс службыизделий, исключает необходимость применения в качестве токоподвода платины. 1950 80 68 60 80 68 60 80 68 60 80 68 60 3 0 10 48 0 53 118 90 7 0 48 3 10920Р - сопротивление трубки полученной за один прием гидростатическим прессованием, Ом,Й - сопротивление трубки изготовленной предлагаемым способом, 5ОмП р и м е р 1. Для изготовленияопытных нагревателей используют хромит лантана с величиной зерна0,063 мм. С целью получения изделияс нарастающим электрическим сопротивлением от токоподводящих к активнойчасти в ЕаСгОвводят добавки окисииттрия вколичестве 5, 10, 20, 30 т .и 40 вес.7. После тщательного смешения получают 5 видов порошков с величиной удельного электрического сопротивления 118, 132, 153, 170 и200 Ом см при комнатной температуре.Из порошков на связке из водногораствора поливинилового спирта формуют кольцевые элементы при давлении2 МПа до относительной плотности 39,.с углом конуса торцовой поверхностиэлемента 90 . Дозировку порошков дляобеспечения равноплотности элементовосуществляют с учетом их коэффициента прессуемости. Затем элементыкомплектуют на оправке, в последовательности, обеспечивающей нарастаниесопротивления от токоподводов к актив-,ной части, и помещают в элластичнуюоболочку, вакуумтируют до остаточно-го давления 14 МПа и подвергают изостатическому.деформированию в трубку35при давлении 100 МПа, до относитель1092039 Продолжение таблицы 9 о 2 3 36 118 638 90 70 653 1 35 90 70 100 4 44 90 70 100 10 48 90 70 100 20 53 90 70 100 715 38 790 39 818 40 41 118 640 100 74 1 35 100 74 100 4 44 100 74 100 646 42 658 43 793 100 10 48 100 74 44 20 53 100 74 100 851 46 118 639 80 68 1 35 80 68 768 110 47 4 44 80 68 110 10 48 80 68 110 823 857 931 110 20 53 80 68 51 -- 90 70 118 638 1 35 90 70 4 44 90 70 704 110 754 110 811 10 48 90 70 110 20 53 90 70 110 906 56 100 74 118 638 57 1 35 100 74 110 58 4 44 100 74 110 59 10 48 100 74 110 60 20 53 100 74 110 692 687 784 853 и - характеристики трубки полученной за один прием гидростатическим прессованием, 1092039ЗНИВПК Заказ 3181/9 Тираж 572 ПоддмсаоеФилиал ППП "Патект", г.ужгород, ул,Броектыая, 4
СмотретьЗаявка
3536013, 07.01.1983
ЛЕНИНГРАДСКИЙ ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНСОВЕТА
НОВИКОВ ВАЛЕРИЙ КОНСТАНТИНОВИЧ, СУВОРОВ СТАНИСЛАВ АЛЕКСЕЕВИЧ, ОЛЕЙНИК ЛАРИСА ТИМОФЕЕВНА, МИГАЛЬ ВИКТОР ПАВЛОВИЧ
МПК / Метки
МПК: B28B 3/10
Метки: нагревательных, сопротивления, трубчатых, элементов
Опубликовано: 15.05.1984
Код ссылки
<a href="https://patents.su/6-1092039-sposob-polucheniya-trubchatykh-nagrevatelnykh-ehlementov-soprotivleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения трубчатых нагревательных элементов сопротивления</a>
Способ определения коэффициента скоростного сопротивления элемента глубоководной опоры в лабораторных условиях

Номер патента: 1576658
Опубликовано: 07.07.1990
Авторы: Ванчагов, Гусев, Жулин, Поляк
МПК: E02B 17/00
Метки: глубоководной, коэффициента, лабораторных, опоры, скоростного, сопротивления, условиях, элемента
...по периметру секции 1 определяют удельпуюнагрузку на элемечт 2, позволяет врамках указанного допущения, считать.,что удельная нагрузка на элемент искорость частиц жидкости измеряютсяв одной точке на оси расчетной схемы элемента 2.Согласно известным способам лабораторных исследований скорость волнового потока измеряется с использованием скоростемеров типа вертушки.Вертушка обладает большой инерционностью, что не позволяет ей реагирова гь на периодическое изменение направления скорости частиц воды приволновых движениях, Кроме того, вертушку невозможно расположить в том35месте, где измеряется удельное давление на элемент. Обычно она устанавливается в лотке в одном створе сэлементом. Перечисленные факторы непозволяют обеспечить высокую...
Материал чувствительного элемента для термопреобразователей сопротивления

Номер патента: 1362958
Опубликовано: 30.12.1987
Авторы: Денисов, Карболин, Куритнык, Сасинова, Тимофеев, Хаяк
МПК: G01K 7/18
Метки: материал, сопротивления, термопреобразователей, чувствительного, элемента
...предприятие, г.ужгород, ул.Проектная, 4 113629Изобретение относится к термометрии и может быть использовано при изготовлении термопреобразователей сопротивления.5Целью изобретения является улучшение метрологических характеристик термометрического материала на основе платины.Предлагаемый материал выполнен на основе платины и дополнительно содержит родий в количестве 0,05- 0,09 мас.Е.В приведенной таблице отображены основные свойства полученных сплавов платины с различным содержанием родня.Как видно из данных таблицы, приведенный для сравнения термометрический материал на основе чистой платины, имея самое большое значение ТКС, отличается наименьшей стабильностью при воздействии высокой температуры и...
Элемент с управляемым сопротивлением

Номер патента: 1679506
Опубликовано: 23.09.1991
Автор: Филиппов
МПК: G06G 7/12
Метки: сопротивлением, управляемым, элемент
...напряжения, возникающих при коммутации ключей 6 и 11. Благодаря этому масштабные резисторы 3, 8 и 13 оказываются развязанными по переменному току от импульсно управляемых цепей, состоящих иэ масштабных резисторов 5 и 10 и ключей 6 и 11.В предположении заземления второго сигнального вывода 7 элемента и идеального операционного усилителя 1 ток через масштабный резистор 8 равен1 в 0468, (1)где 04 - среднее значение напряжения на усредняющем конденсаторе 4;6 в - проводимость масштабного резистора 8.Среднее значение напряжения на усредняющем конденсаторе 9 равно08 = 18 - о = 04 6-, (2)68где 09 - среднее значение напряжения на усредняющем конденсаторе 9;61 о - проводимость масштабного резистора 10;О - относитеЛьная длительность широтно -...
Элемент с управляемым сопротивлением

Номер патента: 1785006
Опубликовано: 30.12.1992
Авторы: Кожухов, Полковов, Умнов, Фильчиков
МПК: G06G 7/12
Метки: сопротивлением, управляемым, элемент
...передачи по напряжению, выход первого 15 операционного усилителя соединен с его инвертирующим входом, а неинвертирующий вход второго операционного усилителя подключен к шине нулевого потенциала.Сопоставительный анализ с прототи пом показывает, что заявляемое устройство отличается наличием новых блоков (второй операционный усилитель, два блока питания), а также их связями с остальными элементами схемы. 25Сущность изобретения поясняется чертежом, на котором представлена структурная электрическая схема заявляемого элемента с управляемым сопротивлением.Элемент с управляемым сопротивлени ем содержит: четырехполюсник 1 с управляемым коэффициентом передачи по напряжению, шину 2 нулевого потенциала, первый операционный усилитель 3,...
Способ определения сопротивления грунта по боковой поверхности и острию сваи

Номер патента: 1534143
Опубликовано: 07.01.1990
Авторы: Бронин, Осокин, Улицкий
МПК: E02D 33/00
Метки: боковой, грунта, острию, поверхности, сваи, сопротивления
...в стенд, снабженный устройствами горизонтального и вертикальногообжатия модели грунтового основанияК грунту прикладывают вертикальноедавление с одновременным вдавливаЗаказ 26 Тираж 524 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, ЖРаушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,101 нием в грунт того же зонда, который использовался в полевых условиях, и определяют сопротивление грунта под конусом зонда Ч , причемЗ(ла,бвертикальное нагружейие (обжатие) грунта выполняют до тех пор, пока не будет выполнено условие: сопротивление грунта под конусом зонда по данным полевых испытаний Ч, иэ ал сопротивление грунта под конусом зонда в лаборатории...
Предыдущий патент: Рейкоотделительное устройство
Следующий патент: Карусельно-конвейерная установка для изготовления объемных железобетонных блоков типа “колпак
Случайный патент: Устройство для контроля пневматических приборов