Способ управления процессомграфитации
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
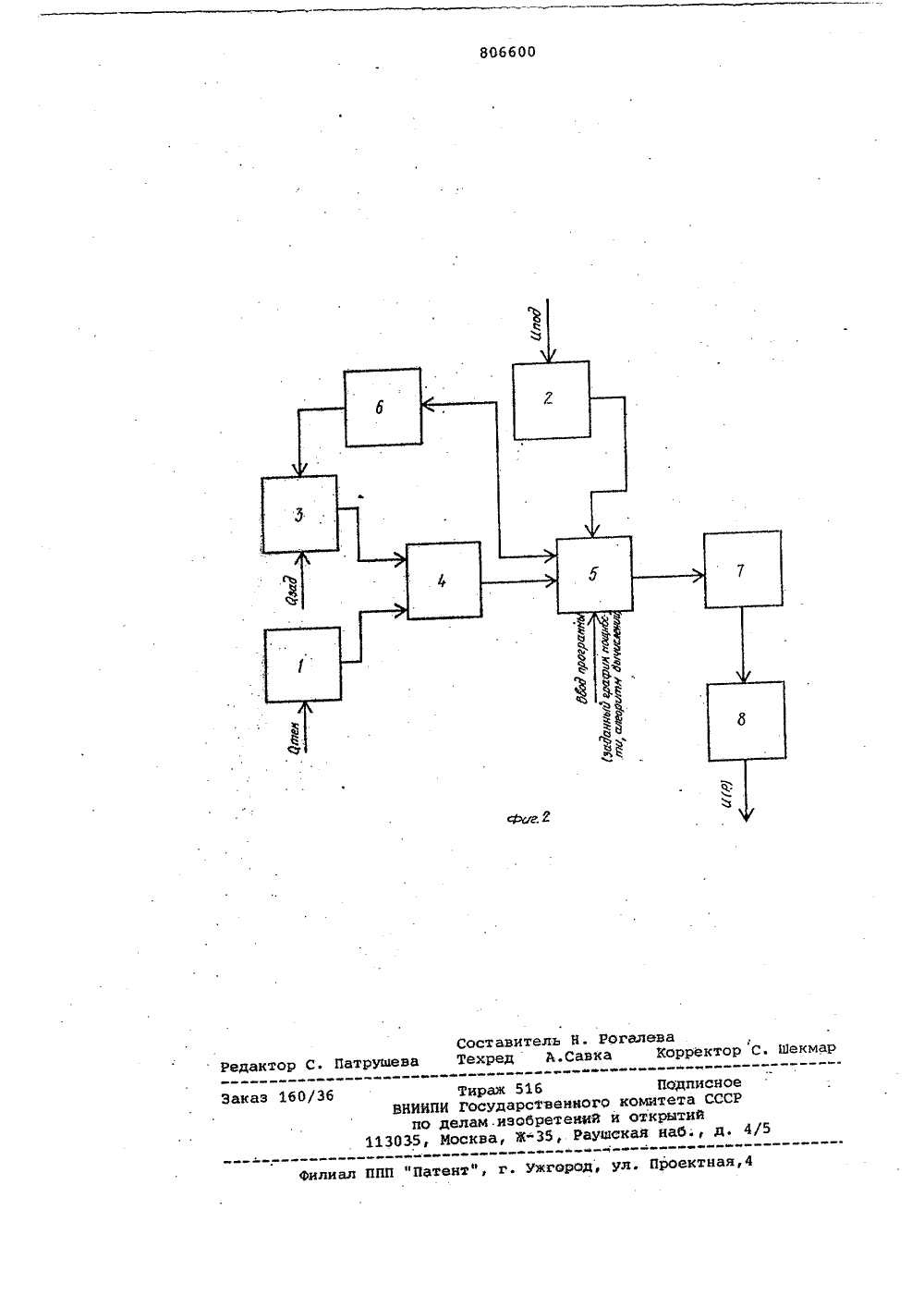
Текст
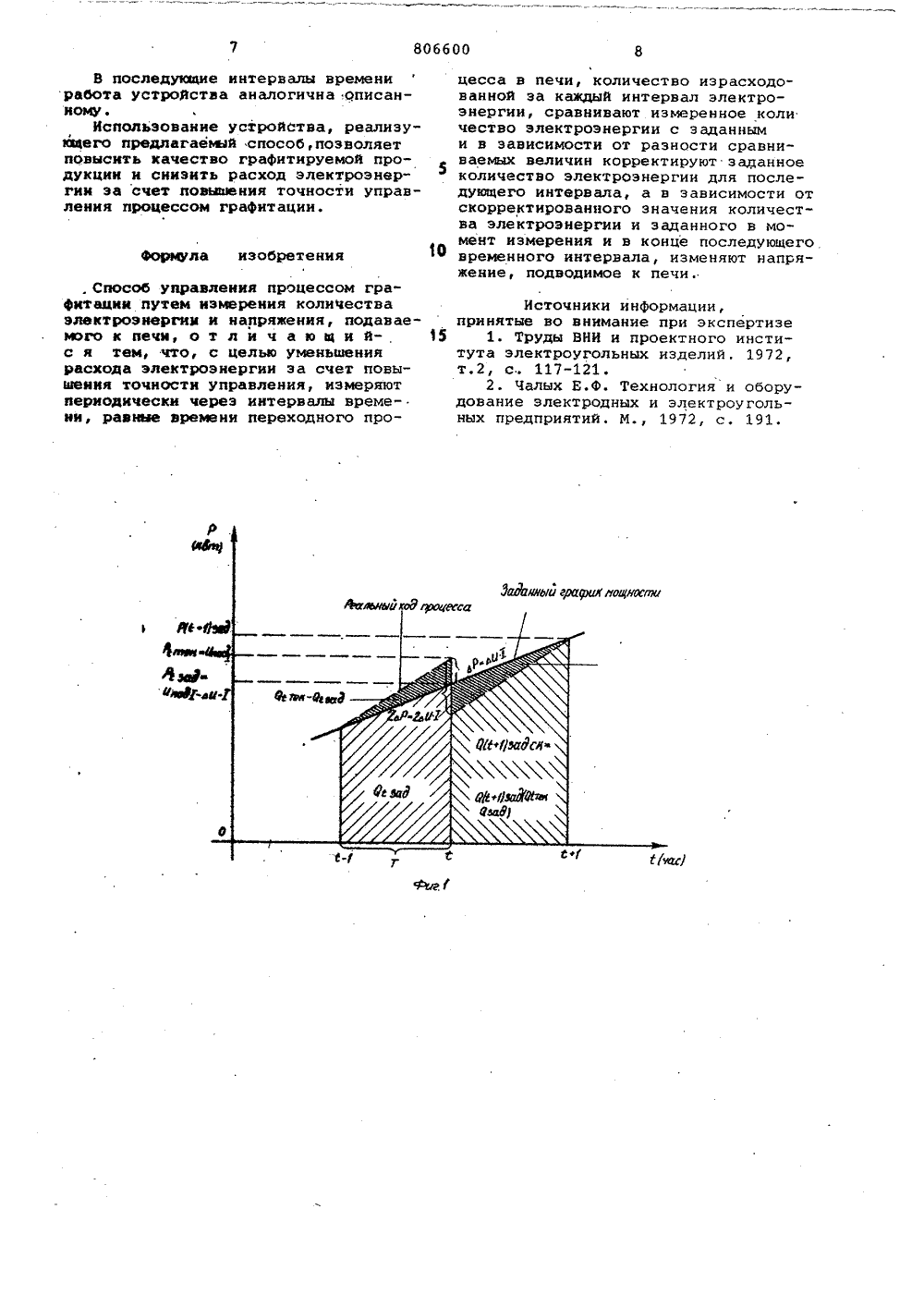
Союз Советских Социалистических РеспубликОПИСАНИЕ ИЗОБРЕТЕНИЯ оо 8666 ОО ТОРСКОМУ СВИДЕТЕЛЬСТВ 61) Дополнительное к авт. свид-ву22) Заявлено 17. 04. 79 (21 2754146/23-26 С 01 В 31/04 С 01 0 27/00 с присоединением заявки Но(23) Приоритет осударственный комитет СССР ло делан нзобретеинй н откритнй.М. Поповкин и Н.И. Рогалев онательскогоорожский Филиал Всеи конструктор(54) СПОСОБ УПРАВЛЕНИЯ ПРОПЕСС 01ГРАФИТАЦИИ Изобретение относится к способам управления тепловыми объектами и мо жет быть применено для управления температурным режимом в электрических печах, например в электродном производстве при управлении процессом графитации в электрических печах сопротивления прямого нагрева.Известен способ управления печами графитации, заключающийся в том,что до тех пор, пока величина активного сопротивления системы: печь граФитации - подводящие шины больше величины реактивного сопротивления, ход процесса графитации контролируют 15 по току, .потребляемому печью, а после достижения величиной активного сопротивления значения, равного величине реактивного сопротивления, поддерживают сов Ф (коэффициент актив ной мощности) равным 0,71 ).1).Однако этот способ пригоден только для печей с регулируемым сопро" тивлением керна, в которых возмож но графитирование только пластин небольшого размера.В основном же в производстве применяются печи с нерегулируемым сопро-. тивлением керна. союзного научно-исслского института Наиболее близким к предлагаемомупо технической сущности являетсяспособ управления процессом графитации, основанный на том, что температура в керне печи находится впрямой зависимости от количестваэнергии, введенной в печь,Согласно этому способу процессграфитации ведут по мощности, подводимой к печи мощность характеризует скорость подъема температурыв печи). Окончание графитации определяют по количеству электроэнергии, введенной в печь. Для того,чтобы вести процесс графитации этимспособом, устанавливают экспериментально график мощности, подводимойк печив основе которого лежит получение изделий высокого качества,большой выход годной продукции и относительно невысокие расходы электроэнергии, Далее, периодически измеряют мощность, подводимую к печи впроцессе графитации, и сравниваютее с соответствующим значением награфике мощности, т.е. заданным значением, и в зависимости от разностисравниваемых величин изменяют напряжение, подводимое к печи. В течениепроцесса графитации измеряют такжеколичество электроэнергии, введенное в печь.Процесс,графитации считают закон ченным в том случае; если выдержан график изменения подводимой к печи мощности и количество израсходованной электроэнергии равно заданномуГг 3Недостатком этого способа явля 5 10 15 20 25 30 35 40 1ется тот факт, что измеряют мгновенное значение мощности, подводимой к ки от кратковременных флюктуационных процессов в печи и не будет характеризовать реальный ход процесса. Полученная таким образом недостаточно объективная информация о величинеподводимой к печи мощности уменьшаетточность управления процессом, что ведет к появлению некачественной продукции, а также приводит к увеличе"нию расхода электроэнергии, так какпри неточном управлении процессомможет увеличиться время графитации,что ведет к дополнительным потерямэлектроэнергии на реактивных сопротивлениях системы: короткая сеть-печь графитации.Цель изобретения - уменьшение расхода электроэнергии за счет повышения точности управления.Поставленная цель достигается тем, что в способе управления процессом графитации путем измерения количества электроэнергии и напряжения,подаваемого к печи, измеряют периодически через интервалы времени, равные времени переходного процесса печи, количество израсходованной закаждый интервал электроэнергии,сравнивают измеренное количество электроэнергии с заданным и в зависимости от разности сравниваемых величин корректируют заданное количество электраэнергии для последующего интервала а в зависимости от скорректированного значения количества электроэнергии и заданного в момент измерения и в конце последующего временного интервала, .изменяют напряжение подводимое к печи.) Повышение точности управления обеспечивается, во-первых, тем, что управление процессом ведут по количеству электроэнергии, измеряемому через интервалы времени, равные времени переходного процесса пвчи. Эта величина характеризует не мгновенное состояние процесса (как мощность), а отражает процесс за определенный промежуток времени, а именно за промежуток, равный времени перекодного процесса объекта, и, таким образом, является более объективной для данного процесса.Во-первых, заданное значение количества электроэнергии в конце каждого последующего временного интер 1 50 55 60 печи, которое может измениться в данный момент от изменения общей нагрузвала корректируется в ходе процессаграфитации с учетом разности текущего и заданного значений количестваэлектроэнергии в момент измерения,т.е. управление ведется с учетомреального хода процесса графитации,что также повышает точность управления. Более точное определение величины изменения напряжения, подводимого к печи, в зависимости от скорректированного значения количестваэлектроэнергии и заданного в моментизмерения и в конце последующего временного интервала, препятствует затрате лишнего времени на процесс графитации, что способствует экономииэлектроэнергии (с уменьшением времени, затраченного на процесс графитации, уменьшаются потери электроэнергии на реактивных сопротивлениях системы: короткая сеть-печь графитации,а также потери энергии от вихревыхтоков в металлических конструкциях).Способ заключается в следующем.Устанавливают экспериментальновременной график мощности, подводимойк печи, в основе которого лежит получение изделий высокого качества,большой выход годной продукции и относительно невысокие расходы электроэнергии.Измеряют периодически через интервалы времени, равные времени переходного процесса печи, количествоизрасходованной за каждый интервалэлектроэнергии Я 1к и сравниваютего с заданным соответственно графику мощности количеством электроэнергии О,.дд,Заданное соответственно графикумощности количество израсходованнойэлектроэнергии за каждый временныйинтервал, находят по формулео 4 кО = -- т 1)зад. где Т " продолжительность временного интервала;Рь - значение заданной мощносоти соответственно графику мощности) в начале вре-.менного интервала;Р - значение заданной мощности(соответственно графикумощности) в конце временного интервала,Исходя из разности сравниваемых величин, корректируют заданное количество электроэнергии для последую-. щего интервала.Скорректированную величину 0(ь 1)зьд для последующего временного интервала (,с+1) находят как разность между заданным значением количества электроэнергии для последующего интервала соответственно графику мощности (0 (м)зяб ) и разностью между текущим значением количества80 бб 00 сигнал с задатчика 3 количества электроэнергии, соответствующий, заданно.му значению количества электроэнергии для данного момента времени, поступает также на устройство 4 сравнения, которое выдает сигнал, пропорциональный разности сравниваемых величин, поступающий на вычислительное устройство 5, на второй вход которого поступает сигнал с датчика 2 поднодимого напряжения.Причем, перед началом работы в вычислительное устройство 5, вводится программа, содержащая заданный график мощности и алгоритм необходимых вычислений.Вычислительное устройство 5 определяет величину с (с+л) ярд.ск по Формуле (2), а величину. изменения ЬО под напряжения О сд, подаваемого на печь, рассчитывают по формуле (3) Затем для обеспечения подвода к печи в течение последующего временного интервала количества электроэнергии, равного скорректированному значению О с+)к, изменяют величину напряжения, подаваемого на печь по формуле 15 под г) под 20 с ъа,С Н,м 15 Од.скЬ с)ъОАРс як = Опод,где 1 р ЪадьО=О1 щек ьъаА ьО-гьО=2 ц,х Сигнал с вычислительного устройства 5, пропорциональный величине изменения напряжения Ь О вод поступает на устройство 7 управления исполнительным механизмом В,который изменяетсоответствующим образом подводимое к печи напряжение, а, следовательно, и мощность, Вычислительное устройство 5 вырабатывает также сигнал, пропорциональный скорректированному значению количества электроэнергии в конце последующего временного интервала, который поступает на устройство 6 управления, устанавливающее задатчик 3 количества электроэнергии в соответствующее положение. электроэнергии 0 ,) и скорректированным заданным значением количества электроэнергии в измеряемый-" И В пв иво д,с к 1где Л О д - величина, на которую необходимо из ме нит ь подводимое к печи напряжениеОпод )Рс здд - заданное значение мощности, соответствующее моменту измерения с;Рс+)в; заданное значение мощности, соответствующее концу последующего временного интервала (моментвремени с+1).На фиг. 1 изображен график, поясняющий осуществление способа; нафиг.2 - функциональная схема устройства для осуществления способа,Устройство состоит из датчика 1количества электроэнергии, датчика 402 подводимого напряжения, задатчика3 количества электроэнергии, устройства 4 сравнения, вычислительногоустройства 5, устройства .6 управления задатчиком количества энергии иустройства 7 управления исполнительным механизмом 8, изменяющим подаваемое на печь напряжение, а, следовательно, и подводимую мощность.Устройство. работает следующим Зробразом.Для осуществления процесса графи"тации на печь при помощи исполни"тельного механизма 8 подается напряжение, обеснечивающев подвод мощности, значение которой соответствуетначальной точке заданного графикамощности. Датчик 1 регистрирует количестно израсходованной электроэнергии,Сигнал с датчика 1, соответствукщийтекущему значению количества электроэнергии, поступает на устройство 4сравнения.В моменты времени, соответствующие временным интервалам, равнымвремени переходного процесса печи, 65 1 - ток, потребляемый печью,Отсюда глек под РС з,д О по-Ь О п оА гоВ носледукщие интервалы времени работа устройства аналогична:описанному,Использование устройства, реализукщего предлагаемюй способ, позволяет повысить качество графитируемой продукции и снизить расход электроэнергии за счет повышения точности управления процессом графитации.формула изобретения 10. Способ управления процессом графитацин путем измерения количества электроэнергии и напрякения, подаваемого к печи, о т л и ч а в щ и й с я тем, что, с целью уменьшения расхода электроэнергии за счет повышения точности управления, измеряют периодически через интервалы времени, равные времени переходного процесса в печи, количество израсходованной за каждый интервал электроэнергии, сравнивают измеренное количество электроэнергии с заданными в зависимости от разности сравниваемых величин корректируют заданноеколичество электроэнергии для последующего интервала, а в зависимости отскорректированного значения количества электроэнергии и заданного в момент измерения и в конце последующего.временного интервала, изменяют напряжение, подводимое к печи. Источники информации,принятые во внимание при экспертизе1. Труды ВНИ и проектного института электроугольных изделий. 1972,т.2, с. 117-121.2. Чалых К.Ф. Технология и оборудование электродных и электроугольных предприятий. М., 1972, с. 191.806600 Составитель Н. Рогалеватрушева Техред А.Савка Корректор С. шекм Редакт 60/3 5 ПП "Патент", г. Ужгород, ул. Проектная,Фил ВНИИ по 3035, Тираж 516 Подписное Государственного коьитета СССР лам.изобретений и открытий сква, 3-35, Рауюская наб., д.
СмотретьЗаявка
2754146, 17.04.1979
ЗАПОРОЖСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГОНАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИКОНСТРУКТОРСКОГО ИНСТИТУТА"ЦВЕТМЕТАВТОМАТИКА"
ПОПОВКИН ЮРИЙ МАТВЕЕВИЧ, РОГАЛЕВА НАТАЛИЯ ИВАНОВНА
МПК / Метки
МПК: C01B 31/04
Метки: процессомграфитации
Опубликовано: 23.02.1981
Код ссылки
<a href="https://patents.su/5-806600-sposob-upravleniya-processomgrafitacii.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессомграфитации</a>
Формирователь временного интервала

Номер патента: 457175
Опубликовано: 15.01.1975
Автор: Вязмитин
МПК: H03K 5/13
Метки: временного, интервала, формирователь
...отрезок времени 0 - 1 о на временной диаграмме (фиг. 2).С приходом импульсов Увх, и т(вхпередние фронты которых соответствуют заданному 10 временному интервалу, запускают ячейки задержки 1, и 1, формирующие импульсы с длительностью, определяющейся параметрами времязадающих цепей ячеек задержки 1, и 1.От задних фронтов этих импульсов запуска ются соответственно ячейки задержки 1 е и1 н+ь Каждая последующая ячейка задержки запускается от заднего фронта импульса, сформированного предыдущей ячейкой задержки.20 Схема последовательно соединенных ячеекзадержки входит в режим генерации. От заднего фронта импульса ячейки задержки 1, срабатывает триггер 3, выходной сигнал которого Ссоватестно с выходными сигналами 25 У, и Ут(, ячеек...
Преобразователь сопротивления во временной интервал

Номер патента: 593308
Опубликовано: 15.02.1978
Авторы: Александров, Литуев, Мазанов
МПК: H03K 13/20
Метки: временной, интервал, сопротивления
...во временной интервал работает следующим образом,В момент подачи напряжения питания на делителе 3, 4 устанавливается напряжение в соответствии с соотношением резисторов 3 и 4, напряжение на входе коммутатора 13 равно напряжению питания, Таким образом, к входу нуль-органа, включенного между выходом коммутатора и средней точкой делителя, приложено, напряжение, максимальное по величийе и обратное по полярности для транзистора 5. Следовательно, закрыт и транзи,стор О, а конденсатор 2 начинает заряжаться, 11 о мере заряда конденсатора напряжение на выходе коммутатора понижается, т, е, на входе нуль-органа оно стремится к нулю. Неравенство этого напряжения нулю определяется только неидентичностью характеристик диода 7, смещенного в прямом...
Устройство для преобразования перемещения во временной интервал

Номер патента: 932201
Опубликовано: 30.05.1982
МПК: G01B 7/00
Метки: временной, интервал, перемещения, преобразования
...8, генератора 9 двух периодических сигналов треугольной Формы, соединенного выходами с сигнальными входами регулируемых усилителей 10 и 11, блоков 12 и 13 сравнения, входы з которых подключены соответственно к выходам генератора 9 двух периодических сигналов и к выходам регулируемых усилителей 10 и 11, выпрямителей 14 и 15, через которые измерительные обмотки 6 и 7 трансформаторного преобразователя соединены с инвертирующими входами дифференциальных усилителей 16 и 17, неинвертирующие входы которых подключены к источ нику 18 опорного напряжения. 4ходные напряжения дифференциальныхусилителей 16 и 17, которые поддерживают равными коэффициенты усилениярегулируемых усилителей 10 и 11. Приэтом последовательности импульсовна выходах блоков...
Устройство для преобразования количества импульсов во временной интервал

Номер патента: 315289
Опубликовано: 01.01.1971
МПК: H03M 1/82
Метки: временной, импульсов, интервал, количества, преобразования
...- б (величина емкости конденсатора б в четыре раза больше емкости конденсатора 4). Другие выводы диодов 3 подключены к выводу конденсатора 7, к другому выводу которого подключены конденсаторы 4 - б. Конденсатор 7 соединен с коллектором закрытого транзистора 8 мультивибратора, выполненного на транзисторах 8 и 9. В исходном состоянии правые плечи триггеров находятся в открытом состоянии. Диоды 3 закрыты. Длительность выходного импульса ждущего мультпвибратора определяется величиной емкости конденсатора 7.После запоминания импульсов в каких-либо триггерах правые плечи переходят в за;срытое состояние,Возросший потенциал на коллекторах,правых транзисторов триггеров открывает диоды3, подключая параллельно конденсатору 7 влюбом сочетании...
Способ укрытия теплоизоляционной шихты печи графитации

Номер патента: 1755025
Опубликовано: 15.08.1992
МПК: F27D 11/02
Метки: графитации, печи, теплоизоляционной, укрытия, шихты
...(20%), песка (10%) и опила 10%). На подготовленное основание укладывают перпендикулярно продольной печи в ,один ряд на расстоянии 0,2 заготовки 15 мм) друг от друга б обожженных углеродных заготовок диаметром 75 мм, длиной 20 мм,Пространство между заготовками заполняют просушенным металлургическим коксом фракции - 12,+10 мм. Пространства между торцами заготовок и стенками печи заполняют теплоизоляционной шихтой указанного состава,Поверх заготовок насыпают теплоизоляционную шихту фракции 10 - О мм толщиной 150 мм, Для организованного сбора и удаления вредных газов, выделяющихся в процессе нагрева печи, устанавливают газосборный зонт 2, соединенный с патрубком 3 системы вытяжной вентиляции, Графитацию проводят с укладкой поверх...
Предыдущий патент: Способ улавливания тумана фосфорнойкислоты
Следующий патент: Способ получения активного угля
Случайный патент: Пресс