Устройство для сортирования листовых материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1751129
Автор: Дорохин


Текст
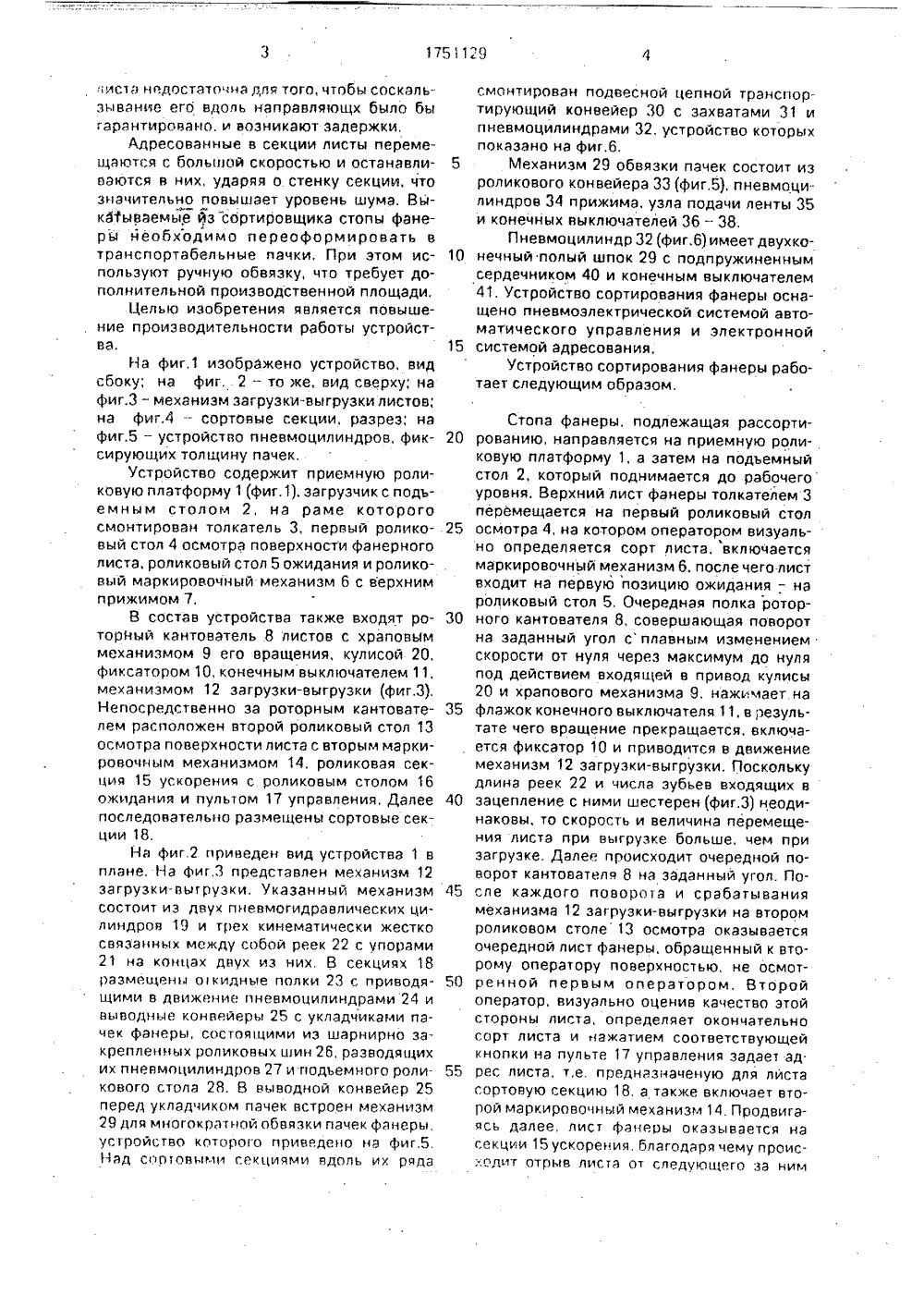
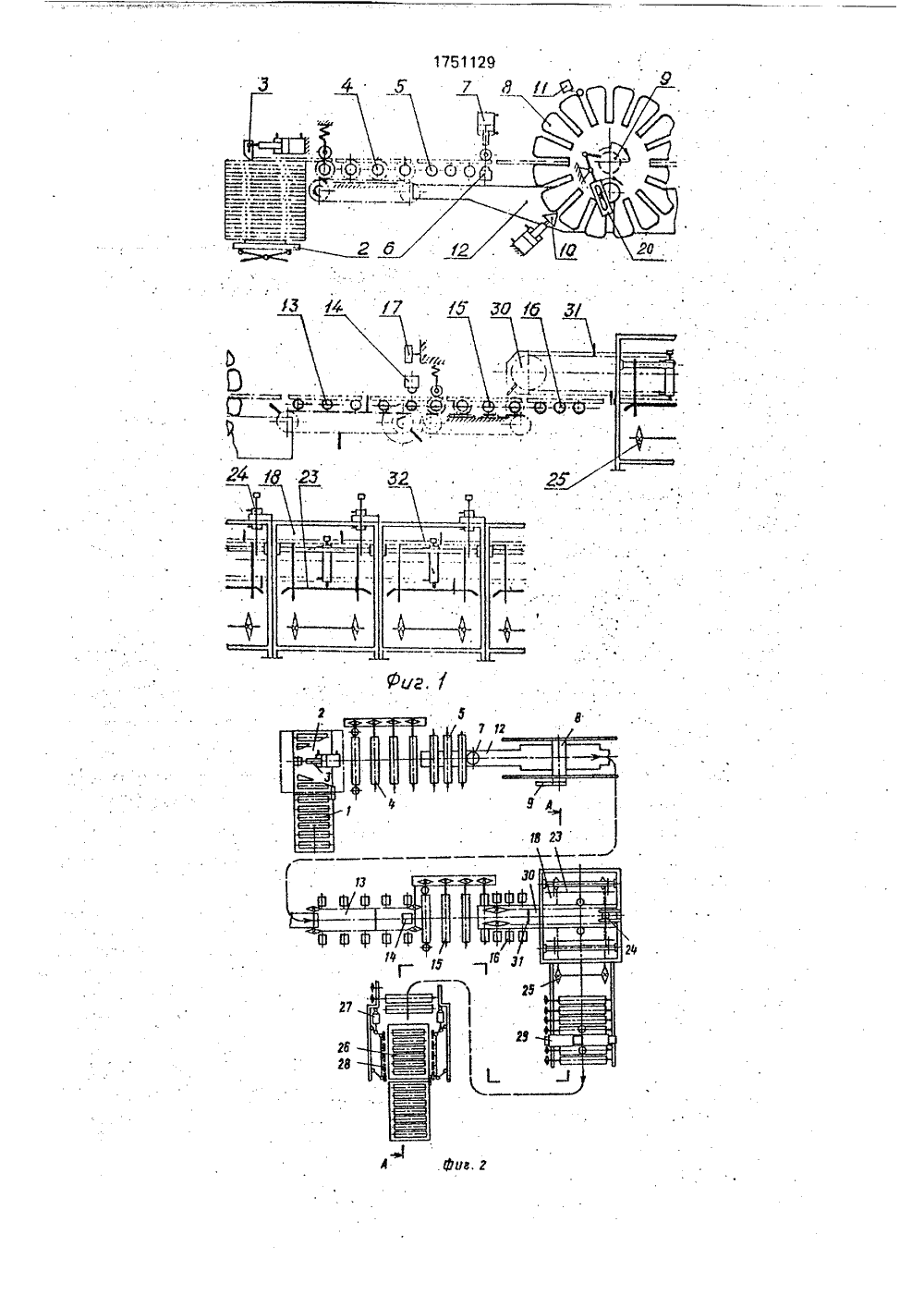
)5 В 65 Н 15/00 ГОСУДАРСТВЕННЫЙПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР МИТЕТТКРЫТИЯМ;11 ф К АВТО РС ЕТЕЛ бельны ивм ки во СССР 3., Константиновмких операций вЛесная промыш 0 СОРТИРОВАНИЯ ОВревообрабатывающность изобретеачивателя листов нормат тельны го устройства лектроэнергии здающих ваку- трудозатраты анеры а трансдействующим(54) УСТРОЙСТВО ДЛЯ ЛИСТОВЫХ МАТЕРИАЛ (57) Использование: в де щей промышленности, С ния: в качестве перевор ние относится к деревообрапромышленности и может овдно при сортировднии лисалов, в частности фанеры. устройство для транспортики листовых материалов, сои риемно-подающий приемные столы и средство истое, Для поперечного переов в устройстве используется приводных прижимных ролищелевые вакуумные камеры, еперед каждым приемным Изобрете баты вающей быть использ товых материИзвестно ровки и уклад держащее транспортер, для укладки л мещения лист несколько пар ков, а также расположеннь столом,Недостатками указанн вляются высокий расход а питание вентиляторов, с м, а также дополнительны а переформирование стоп ортабельные пачки согласниспользуется канто щаемый храповым менной загрузкой и обеспечивается пне ханизмом с двумя связанными реечнь хода, скорость и вел ек которых неодина вателя имеется в поверхности листа. тановлены пневмоц лые штоки с сердечниками, соп щий в секцию лист ную толщину пачек. встроены мвханизм жимными пневмоци щими роликовыми с ватель, прерывисто врамеханизмом, с одновревыгрузкой листов, чтоогидравлическим менематически жестко ми преобразователями ичина перемещения рекова. На выходе канто- торой стол осмотра в сортовых секциях усилиндры, имеющие поподпружинен н ыми ровождающие падаю- и фиксирующие эадан- В выносные конвейеры ы обвязки пачек с прилиндрами и пульсируюекциями, б ил. ивам, что требует также д х производственных площадНаиболее близким к предлагаемому яв-. ляется сортировщик файеры, который состоит из приемной роликовой платформы, загрузчика с подъемным столом, входного роликового конвейера. кантователя для переворота листов со столом осмотра поверхности листа, транспортирующего конвейера, сортовых секций, выводных конвейеров, системы адресования и автоматического управления, механизма маркировки.Однако в известном устройстве время, затрачиваемое на переворачивание листа кантователем, удлиняет продолжительность цикла сортировки, так как оператор это время для осмотра листов не использует. При сортировке тонкой и коробленой фанеры йадежность срабатывания кантова- тела снижается, так как в этих случаях масса5 10 15 листа недостато на для того, чтобы соскальзывание его вдоль направляющх было бы гарантировано, и возникают задержки,Адресованные в секции листы перемещаются с большой скоростью и останавливаются в них, ударяя о стенку секции, что значительно повышает уровень шума, Выкйываемые йз сортировщика стопы фанерй необходимо переоформировать в транспортабельные пачки, При этом используют ручную обвязку, что требует дополнительной производственной площади,Целью изобретения является повышение производительности работы устройстВа.На фиг,1 изображено устройство, вид сбоку; на фиг, 2 - то же, вид сверху; на фиг.З - механизм загрузки-выгрузки листов; на фиг,4 - сортовые секции, разрез; на фиг.5 - устройство пневмоцилиндров, фиксирующих толщину пачек,Устройство содержит приемную роликовую платформу 1 (фиг.1), загрузчик с подьемным столом 2, на раме которого смонтирован толкатель 3, первый роликовый стол 4 осмотра поверхности фанерного листа, роликовый стол 5 ожидания и роликовый маркировочный механизм 6 с верхним прижимом 7,В состав устройства также входят роторный кантователь 8 листов с храповым механизмом 9 его вращения, кулисой 20, фиксатором 10, конечным выключателем 11, механизмом 12 загрузки-выгрузки (фиг,З), Непосредственно эа роторным кантователем расположен второй роликовый стол 13 осмотра поверхности листа с вторым маркировочным механизмом 14, роликовая секция 15 ускорения с роликовым столом 16 ожидания и пультом 17 управления, Далее последовательно размещены сортовые секции 18,На фиг.2 т 1 риведен вид устройства 1 в плане, На фиг,З представлен механизм 12 загрузки-выгрузки. Указанный механизм состоит из двух пневмогидравлических цилиндров 19 и трех кинематически жестко связанных между собой реек 22 с упорами 2 1 на концах двух из них. В секциях 18 размещены откидные полки 23 с приводящими в движение пневмоцилиндрами 24 и выводные конвейеры 25 с укладчиками пачек фанеры, состоящими иэ шарнирно закрепленных роликовых шин 2 Б, разводящих их пневмоцилиндров 27 и тодъемного роликового стола 28, В выводной конвейер 25 перед укладчиком пачек встроен механизм 29 для многократной обвязки пачек фанеры, устройство которого приведено на фиг,5.Над сортовыми секциями вдоль их ряда 20 25 30 35 40 45 50 55 смонтирован подвесной цепной транспортирующий конвейер 30 с захватами 31 и пневмоцилиндрами 32, устройство которых показано на фиг,б.Механизм 29 обвязки пачек состоит из роликового конвейера 33 (фиг.5), пневмоцилиндров 34 прижима. узла подачи ленты 35 и конечных выключателей 36 - 38,П невмоцилиндр 32 (фиг.б) имеет двухконечный полый шпок 29 с подпружиненным сердечником 40 и конечным выключателем 41. Устройство сортирования фанеры оснащено пневмоэлектрической системой автоматического управления и электронной системой адресования.Устройство сортирования фанеры работает следующим образом,Стопа фанеры, подлежащая рассортированию, направляется на приемную роликовую платформу 1, а затем на подъемный стол 2, который поднимается до рабочего уровня. Верхний лист фанеры толкателем 3 перемещается на первый роликовый стол осмотра 4, на котором оператором визуально определяется сорт листа, включается маркировочный механизм 6, после чего лист входит на первую позицию ожидания - на роликовый стол 5, Очередная полка ротор- ного кантователя 8, совершающая поворот на заданный угол с плавным изменением скорости от нуля через максимум до нуля под действием входящей в привод кулисы 20 и храпового механизма 9, нажимает на флажок конечного выключателя 11, в результате чего вращение прекращается, вклк 1 чается фиксатор 10 и приводится в движение механизм 12 загрузки-выгрузки. Поскольку длина реек 22 и числа зубьев входящих в зацепление с ними шестерен (фиг.З) неодинаковы, то скорость и величина перемещения листа при выгрузке больше, чем при загрузке. Далее происходит очередной поворот кантователя 8 на заданный угол. После каждого поворота и срабатывания механизма 12 загрузки-выгрузки на втором роликовом столе 13 осмотра оказывается очередной лист фанеры, обращенный к второму оператору поверхностью, не осмотренной первым оператором. Второй оператор, визуально оценив качество этой стороны листа, определяет окончательно сорт листа и нажатием соответствующей кнопки на пульте 17 управления задает ад. рес листа, т,е. предназначеную для листа сортовую секцию 18, а также включает второй маркировочный механизм 14. Продвигаясь далее, лист фанеры оказывается на секции 15 ускорения, благодаря чему происхопит отрыв листа от следующего эд нимпотока листов, затем лист перемещается на . чек фанеры, стопа выкатывается из укладчивторой роликовый стол 16 ожидания. Под- ка.ошедший к листу очередной захват 31 под- Испольэование изобретения позволяет весного цепного конвейера 30 продвигает сэкономить производственную площадь и лист по откидным полкам 23 (фиг.4) до сек улучшить условия труда,ции, в которую он адресован. В момент на- ф о р м у л а и э о б р е т е н и я хождения в этой секции сигнал электронной Устройство для сортйрования листовых системы адресования включает пневмоци- материалов, содержащее установленные на линдр 24, который откидывает полки 23 в станине походутехнологического процесса стороны, и лист падает вниз на цепи вывод приемную роликовую платформу, загрузчик ного конвейера 25, формируя пачку. При с подъемным столом, приводной роторный этом лист сопровождается выдвигающимся кэнтователь, кинематически связанное с штоком 39 пневмоцилиндра 32 (фиг,б) и при ним средство загрузки и вйгруэки листового достижении заданной высоты пачки под- материала, включающее упоры для листов,пружиненный сердечник 40 своим нижним 15 стол для осмотра поверхности листа, трансконцом упирается в верхний лист пачки фа- портирующий конвейер, сортовые секции, неры, а верхним концом нажимает на конеч- выводные конвейеры, систему адресования ный выключатель 41, включая выводной и автоматического управления и механизм конвейер 25 и перемещая пачки в механизм маркировки, о т л и ч а ю щ е е с я тем, что, 29 для многократной обвязки, При входе 20 с целью повышения производительности пачки в механизм 29 (фиг.5) конечнымвы- работы устройства, средство загрузки и выключателем 36 приводится в действие роли- грузки листового матерйала выполнено в ковый конвейер 33, пачка продвигается виде двух пневмогидроцилиндров и трех кивперед, затем останавливается конечным нематически связаннйх-между собой зубчавыключателем 37 в заданной точке, включая 25 тых реек, одна иэ которых жестко связана со . пневмоцилиндры 34 прижима и узел 35 под- . штоками цилиндров, а на концах двух друачи обвязочной ленты, После обвязки пачки гих смонтированы соотве 1 ствующие упоры .возвращающийся в исходное положение для листов, при этом сортовые секции снабшток пневмоцилиндра 34 посредством ко- жены средствами, фиксирующими толщину нечного выключателя 38 обеспечивает сле пачки, выполненными ввиде пневмоцилин-.дующее включение роликового конвейера, ровсполымиштокамй;несущими конечные ЗЗ, йачка перемещается на новую позициювыключатели, и расположенными в этих подля наложенйя второй ленты, после чего лостях подпружиненными сердечниками, конвейер 33 передает обвязанную пачку на имеющими возможность контакта с конечроликовыешины 26, которыепневмоцилин ными выключателями штока, а выводные.драми 27 отводятся в стороны, вследствие конвейеры снабжены. механизмами обвязки чегопачкафанерыпроваливаетсямеждуни- пачек с прижимными пневмоцилиндрами и ми на подьемный стол 28, который после конечными выключателями для многократэтого опускается на расстояние, равное тол- . ной обвяэки пачек, причем привод роторнощине пачки фанеры, После формирования 40 го кантователя содержит храповой полной стопы, состоящей иэ нескольких па- механизм и связанную с ним кулису.1751129Составитель П. ДорохиРедактор Е. Копчэ Техред М.МоргенталКорректор О. КравцоваЗаказ 2661 , Тираж ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при Г113035, Москва, Ж, Раушская наб., 4/5.Производственно-издательский комбинат "Патент", г. Ужгородгарина,
СмотретьЗаявка
4771456, 19.12.1989
ТАЛЛИННСКИЙ ФАНЕРНО-МЕБЕЛЬНЫЙ КОМБИНАТ
ДОРОХИН ПЕТР ФРОЛОВИЧ
МПК / Метки
МПК: B65H 15/00
Метки: листовых, сортирования
Опубликовано: 30.07.1992
Код ссылки
<a href="https://patents.su/5-1751129-ustrojjstvo-dlya-sortirovaniya-listovykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для сортирования листовых материалов</a>
Устройство для равнения листов на накладном столе печатных л1ашин

Номер патента: 272314
Опубликовано: 01.01.1970
Авторы: Зобретен, Крейнин, Майсюк, Щербинин
МПК: B41F 21/00
Метки: л1ашин, листов, накладном, печатных, равнения, столе
...8 и 9. При перекосе листа струйшлс дги цпеи поло жеци 51 10 и 11 срез систему ц 1 чяв,чепци 1 распределения выдают команду цневмоцилицдру ца перемещение поршня 2. Шток поршня поворачивает зубчато-рычажный механизм относительно шарцира 24 по часовой стрелке до соприкосновения ролика 3 с листом 23, г 1 епрерывцо врящякпигйся ролик доводит перекошенный лист до упоров 8 и 9. Это сосгояние фиксируется датчиками положения, и струйная система управленця выдает команду для возвряьцеция механизм 1 в первоначальное положениее.Пружина 6 пре;цязцачсна для быстрого отвода ролика от листа,Взяимодействуот м.ханнзмы и струйная система управленя следующим образом, Очередной лист 28 транспортируется к передним упорам 8 и 9. Если лист подается с...
Соединение секций желоба цепного скребкового конвейера для подземных разработок

Номер патента: 974933
Опубликовано: 15.11.1982
Автор: Вальтер
МПК: B65G 19/28
Метки: желоба, конвейера, подземных, разработок, секций, скребкового, соединение, цепного
...может выпадать на нижнем концерасширенных карманных частей 16 черезнаходящиеся здесь отверстия.Вышеописанный пример выполненияможно изменить различным образом. Так,например, опорные элементы 8 могут Э 97493Карманы в опорных элементах выполнены сквозными,Утолщенные головки выполнены очклоненными вниз относительно отверстийв профилях секций. 5На фиг. 1 изображено соединение секций желоба цепного скребкового конвейера для подземных разработок, вид навнешнюю сторону боковых профилей двухсекций желоба; на фиг. 2 - разрез А-А 1 Она фиг. 1; на фиг. 3 - разрез Б-Б нафиг. 1; на фиг. 4 - соединение секций,аксонометрия.Соединение секций желоба цепногоскребкового конвейера для подземных 15разработок состоит из...
Автоматический механизм для поштучной подачи стальных листов из пачек

Номер патента: 99052
Опубликовано: 01.01.1954
Авторы: Журавсжий, Лазинцев, Фролов
МПК: B65G 59/04
Метки: автоматический, листов, механизм, пачек, подачи, поштучной, стальных
...6 ропыанга. Обмотки электромагнитов 5 питаются постояннымтоком и Обцс 151 подъе.ц 111 я с 1 ля 1 хзначительно црсвышает вес самоготяжелого листа. Электромагниты 5шарнирами соединены с рамой 6, аих сердечники прилеггиот к торц 1 зроликов 1.Подъемцый стол 2 установлен навинтах 7 соответству 1 оц 1 их домкратов и несет на себе ряд опор Ь дляпачки 3 листов, Для передачи пачкид на опоры 8 применен цепнойм . транспортер 9 или соответствующаямлежка, устанавливаемая над опорами 8 с пачкой листов при опущенном положении стола 2,На рольганге установлены путевые флажковые Выключатели, неизображенные па чеотсже, последовательно взаимодействующие сперемещаемым рольгапгом листоми обесточивающие электромагнитыроликОВ, ОСВОООжда 10 щиХС 51 ОТстального...
Устройство для комплектования стопы из пачек сфальцованных листов

Номер патента: 506517
Опубликовано: 15.03.1976
Авторы: Бакшеев, Фельдман, Хоткевич
МПК: B41F 13/70
Метки: комплектования, листов, пачек, стопы, сфальцованных
...пластины 22, выталкиватель 36 с пневмоцилиндром 37, выводной транспортер 38; каретку 39 бункера.Устройство работает следующим образом.Поток сфальцованных листов, поступающих каскадом корешками вперед из печатной машины, направляется на горизонтальный транспортер (на чертеже не показан), затем на подающий транспортер 1 и далее на приемный стол 2, который в процессе формирования пачки при помощи пневмоцилиндра 3 постепенно опускается. По окончании формирования пачки вилка 6 перемещается из исходного положения А вправо, а затем, поднимаясь в положение Б, снимает со стола 2 пачку и вводит ее снизу в бункер 21. Одновременно с подъемом вилки 6 приемный стол 2 также поднимается в верхнее исходное положение и устанавливается у выводных...
Устройство для счета заданного количества листов в пачки для счетно-денежных и листопечатных машин

Номер патента: 133276
Опубликовано: 01.01.1960
Автор: Нагибин
МПК: G06M 7/02
Метки: заданного, количества, листов, листопечатных, машин, пачки, счета, счетно-денежных
...из электронного счетчика 1, схем 2, 3, 4дения и исполнительного устройства 5,Сигнал с выхода счетных ячеек с б по 17 в счетчикена сумматоры, выполненные в виде трех схем совпадения. Схпадения дает сигнал, соответствующий сумме единиц и десятме 3 совпадения сигнал на выходе соответствует считываемсотен, схема 4 суммирует результат, полученный после схемматоры выполнены на полупроводниковых триодах, работаюжиме постоянного тока.Одним из вариантов устройства может быть такой, когдаполучение отсечки от количеств, кратных 50. В этом случапозволяет выделить совпадение состояния счетных ячеек 10,3 позволяет выделить совпадение состояний счетных ячеек б и17, которые могут подключаться к схеме в любой комбинапереключатели 18, 19, 20, 21....
Предыдущий патент: Устройство для разогрева вязкого продукта в цистерне
Следующий патент: Ограничитель скорости шахтных пассажирских вагонеток
Случайный патент: 308273