Способ определения характеристик зоны резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1567325
Автор: Аранзон


Текст
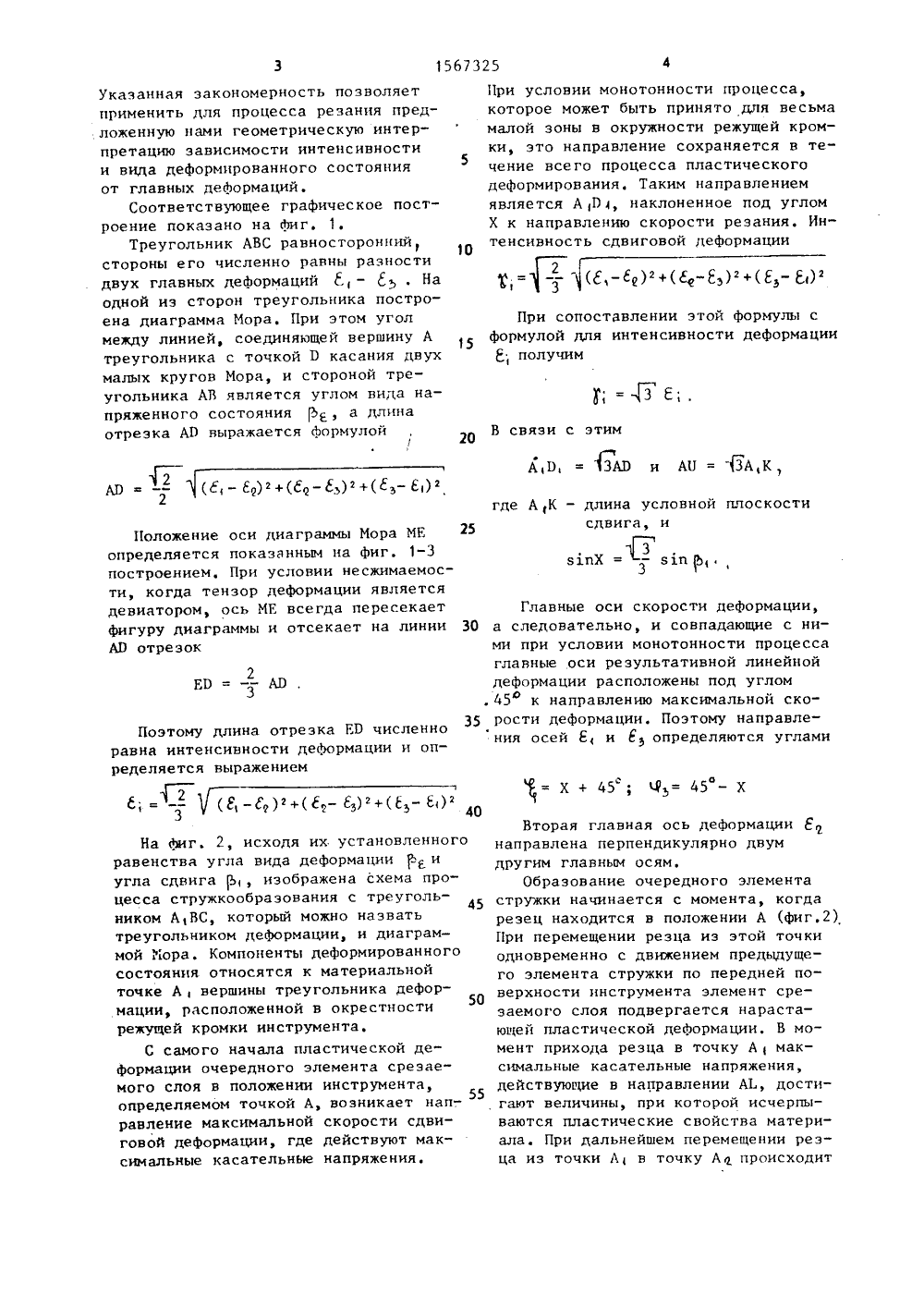
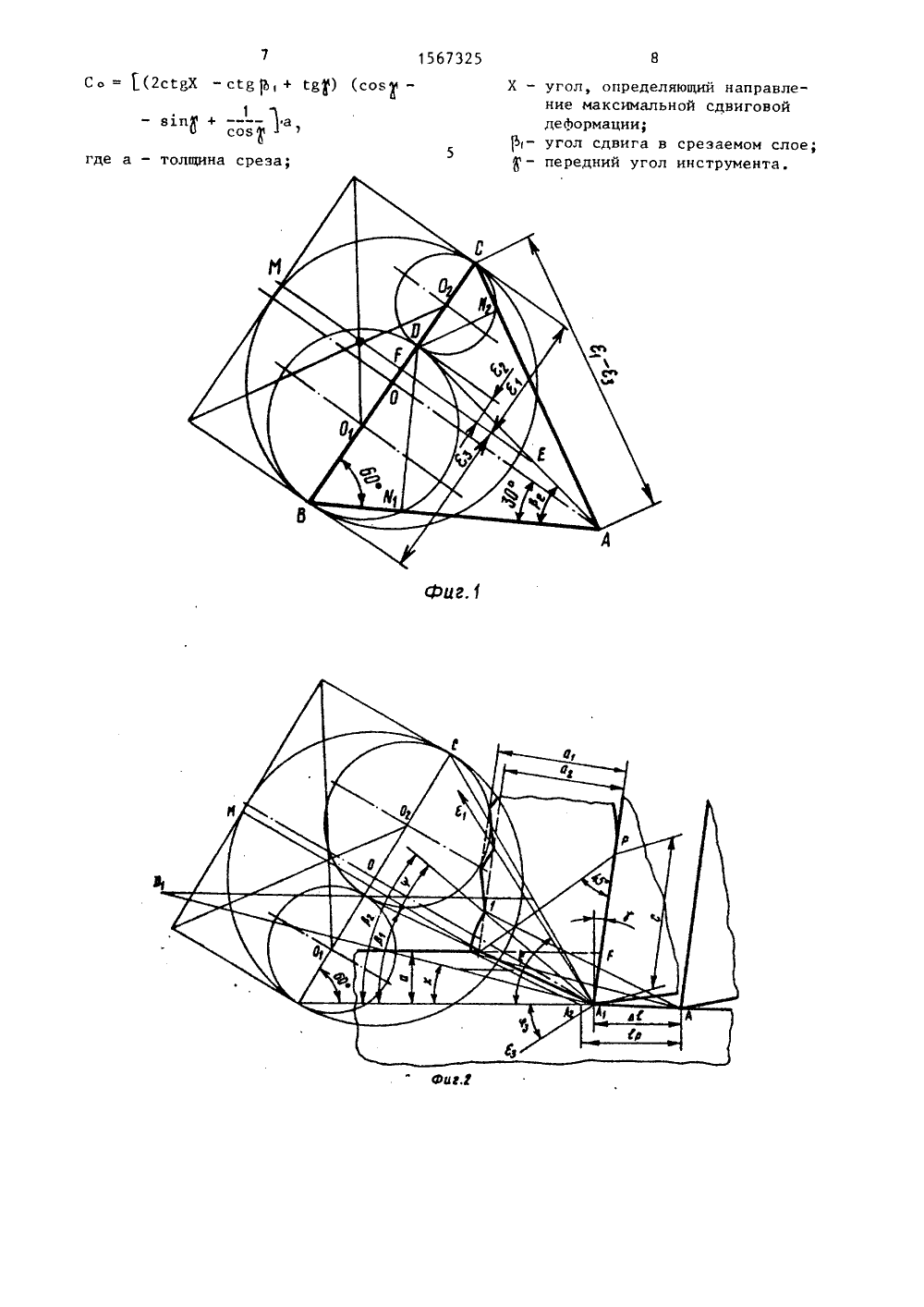
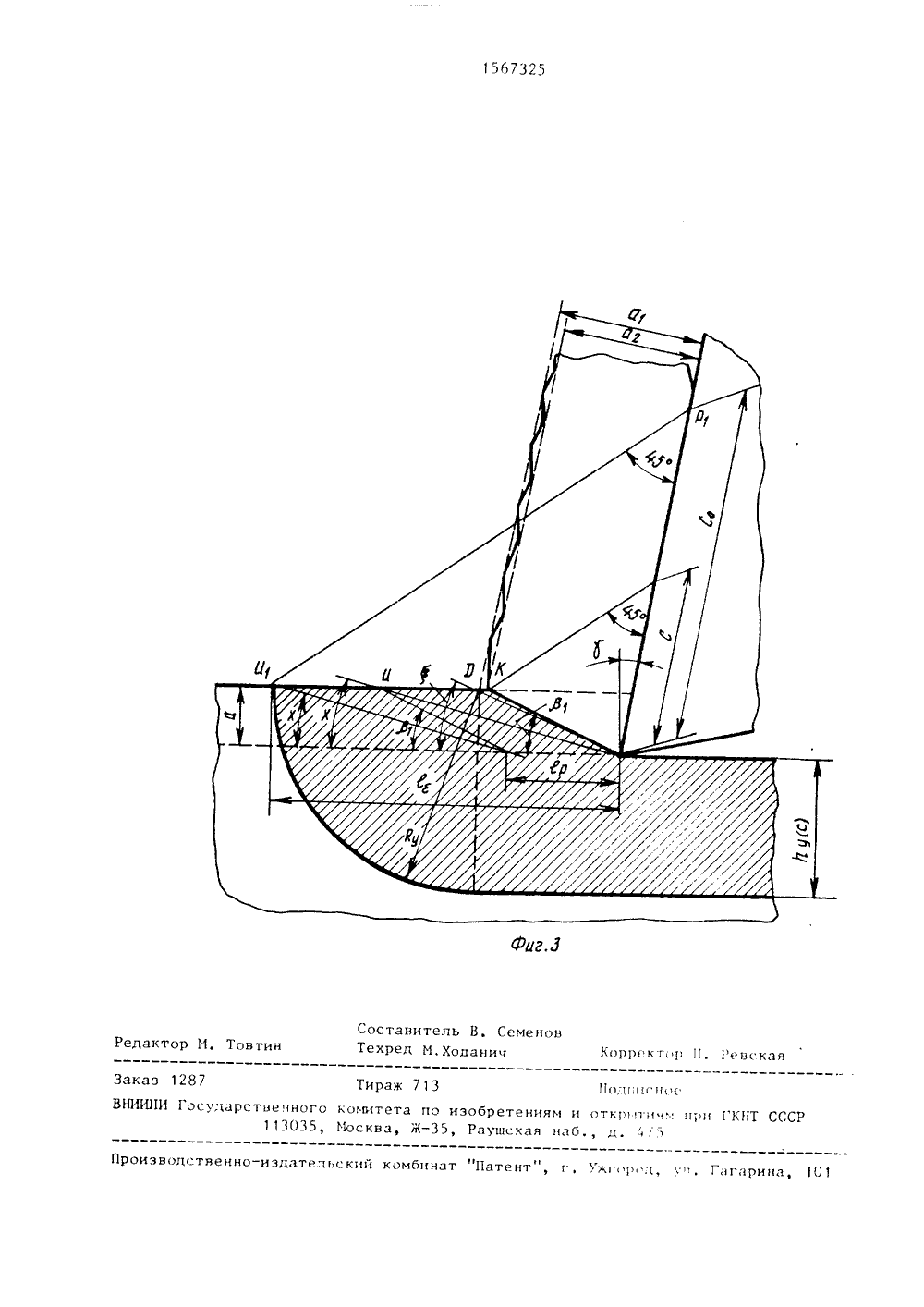
1567325 В связи с этим АП = 13 АЭ и АБ = 13 А,К,АК й кост длина услосдвига, ипХ = - здп3 МЕ1-3 аммы Мора а фиг. не сжима е оси диагр ожен ляет показанным При услови нзор деформ ось МЕ всег аммы и отсе ре емосетсякает ение ции яв ти,деви огда тором у диа резок а пересает на лавные ос о сти деформации, овпадающие с ни ии г онн тив процесс линейной о ны под ксимал м 3 нои ско аправле этомуедел Поэ ся углам вна инт деляетс 3 Указанная закономерность позволяетприменить для процесса резания предложенную нами геометрическую интерпретацию зависимости интенсивностии вида деформированного состоянияот главных деформаций,Соответствующее графическое построение показано на фиг, 1,Треугольник АВС равносторон/ийстороны его численно равны разностидвух главных деформаций С, -. Наодной из сторон треугольника построена диаграмма Мора, При этом уголмежду линией, соединяющей вершину Атреугольника с точкой Э касания двухмалых кругов Мора, и стороной треугольника АВ является углом вида напряженного состояния , а длинаотрезка АП выражается формулой/ длина отрезка ЕП численно3 сивности деформации и оп- выражением На фиг. 2, исходя их установленногравенства угла вида деформациииугла сдвигаизображена схема процесса стружкообразования с треугольником АВС, который можно назватьтреугольником деформации, и диаграммой Хора. Компоненты деформированногосостояния относятся к материальнойточке А, вершины треугольника деформации, расположенной в окрестностирежущей кромки инструмента,С самого начала пластической деформации очередного элемента срезаемого слоя в положении инструмента,определяемом точкой А, возникает направление максимальной скорости сдвиговой деформации, где действуют максимальные касательные напряжения,При условии монотонности процесса,которое может быть принято для весьмамалой зоны в окружности режущей кромки, это направление сохраняется в течение всего процесса пластическогодеформирования. Таким направлениемявляется АВ, наклоненное под угломХ к направлению скорости резания. Интенсивность сдвиговой деформации При сопоставлении этой формулы сформулой для интенсивности деформации получим а следовательно, и ми при условии моно главные оси результ деформации располож . 45 к направлению м рости деформации. П ния осей Я, и 1 оп Х + 45 ; 4= 45 - Х Вторая главная ось деформации Янаправлена перпендикулярно двум другим главным осям.Образование очередного элементастружки начинается с момента, когда резец находится в положении А (фиг,2 При перемещении резца из этой точки одновременно с движением предыдущего элемента стружки по передней по- Оверхности инструмента элемент срезаемого слоя подвергается нарастающей пластической деформации. В момент прихода резца в точку Амаксимальные касательные напряжения,действующие в направлении А 1., достигают величины, при которой исчерпываются пластические свойства материала. При дальнейшем перемещении резца из точки Л в точку А происходит(ГЗ)а сон(В - 3) 0 732 афКрг й25сов здпсон где у - передний угол инструмента.Способ определения характеристик зоны резания прост в осуществлении, не требует в отличие от известцых методон значительных затрат времени и материальных средств, позволяет с высокой точностью определить важные физические и технологические параметры процесса резания. 1 р = (сТВХ - сТВ) а 5 15 б 73 поворот линии А 1, до положения, определяемого углом сдвига, и при этомзаканчивается процесс Формообразования элемента стружки.Анализ результатов исследования процесса стружкообразования методом высокочастотной киносъемки показывает, что эа период первого этапа образования элемента стружки при переходе резца иэ точки А в точку Апредыдущий сформировавшийся элемент перемещается по передней поверхности инструмента на такое расстояние АР, при котором имеется строгое равенство отрезков А 1 и А 1. (А 1 = А 1. = АК = = "ЗЛ,10 . При этом точка 1, является начальной точкой кривой выпучивания 1.1 на обрабатываемой поверхности. Путь Ь 1 = АА , пройденный резцом до 20 момента, когда пластическая деформация достигает максимальной величины, рассчитывается по формуле Полный путь 1 р = А - А, пройденный резцом до окончательного образования элемента стружки, выражается зависимостью 30 25 6кой связи является длина пластического контакта М, которая определяетсяесли из точки К пересечения условнойплоскости сдвига с обрабатываемойповерхностью пронести прямую линиюпод углом ч 5" к передней понерхцостидо пересечения в точке Р. Пободцымобразом можно получить длину общего упруго-пластического контакта С.Для этого из точки У (фиг. 3) пересечения границы распространенияпластической деформации с обрабатываемой поверхностью необходимо провести прямую линию под тем же угломк передней поверхности до пересеченияв точке Р. Длина упруго-пластического контакта рассчитывается по формулеСо = (2 с 1.ЦХ - сС 1;+ Сд) (соз-Предложенная модель стружкообразования является общей для всех видов стружек при обработке материалов с различными физико-механическими свойствами.Длину распространения пластической деформации впереди режущего инструмента 1 Е (фиг. 3) можно определить, если учесть, что после прохождения резцом пути 1 р, когда полностью сформировался элемент стружки, сразу же возникает направление максимальной скорости сдвиговой деформации А 01, где действуют максимальные касательные напряжения, В дальнейшем при перемещении резца величина 1 остается неизменной. В связи с этим на основании фиг, 31, = (2 сВХ - сВ 5) а.Известно, что существует тесная связь между контактными явлениями на передней поверхности инструмента и напряженно-деформированным состоянием срезаемого слоя. Выражением таФормула изобретенияСпособ определения характеристикзоны резания, согласно которому задают толщину среза и передний уголинструмента, а затем получают микро шлиф корня стружки, по которому определяют угол сдвига, о т л и ч аю щ и й с я тем, что, с целью повышения точности определения хары;тсристик эоны резания, дополнительно 45 определяют начальную точку кривойвыпучивания на обрабатываемой поверхности, по которой находят уголмежду плоскостью резания и направлением максимальной сднигоной деформа ции в срезаемом слое, при этом длицураспространения пластической деформации впереди режущего инструмента определяют по выражению1 = (2 сйдХ - сааб Л) аа длину контакта стружки с передней поверхностью инструмента определяютпо выражениюгде а - толщина среза; Х - угол, определяющий направление максимальной сдвиговойдеформации;1567325 Составитель ВСеменов Техред М,Ходанич Редактор М, Товтин Коррект р П. Рнская Заказ 1287 Тираж 713 Попс ионс ВНИИПИ Государственного комитета по изобретениям и открцтия. прн ГКПТ СССР 113035, 11 осква, л(-35, Раушская цаб., д. 4
СмотретьЗаявка
4236444, 27.04.1987
КУЙБЫШЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. В. В. КУЙБЫШЕВА
АРАНЗОН МАТВЕЙ АРОНОВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: зоны, резания, характеристик
Опубликовано: 30.05.1990
Код ссылки
<a href="https://patents.su/5-1567325-sposob-opredeleniya-kharakteristik-zony-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения характеристик зоны резания</a>
Режущий элемент ротационного резца

Номер патента: 1136891
Опубликовано: 30.01.1985
Авторы: Апраксин, Дубов, Кошкин, Малявко, Слесаренко, Шатуров
МПК: B23B 27/12
Метки: режущий, резца, ротационного, элемент
...у плоского основания; на фиг. 2 - то же, выполненный с переменной радиальной жесткдстью (внутренние и наружные поверхности которого расположены эксцентрично друг относительно друга), вид сверху. 2Режущий элемент ротационного резца (фиг. 1) выполнен в виде кольца 1, имеющего с торцов плоскую 2 и коническую 3 поверхности. Наружная поверхность 4 выполнена конической с углом конусаа(, Кольцо 1 у плоского основания 2 выполнено с буртом 5 по внутренней поверхности. Высота бурта - Ь; внутренний диаметр бурта в ; минимальная толщина кольца - а; высота режущего элемента - Н; наружный диаметр режущего элемента - Р (фиг. 1 и 2). Режущий элемент ротационного резца может быть выполнен с переменной радиальной жесткостью (фиг. 2). Внутренняя...
Способ настройки обкатки в процессе нарезания летучим резцом червячных колес на зубофрезерном станке

Номер патента: 106740
Опубликовано: 01.01.1957
Автор: Петрик
МПК: B23F 11/00
Метки: зубофрезерном, колес, летучим, нарезания, настройки, обкатки, процессе, резцом, станке, червячных
...оси фрезерного шпинделя до или после его приводного элемента - ведущего зубчатого колеса. В первом случае оправка летучего резца имеет обычный вид; во втором - на ней должны быть нарезаны зубья 1 для сцепления с зубчатой муфтой 2, закрепленной на фрезерном шпинделе 3 (фиг, 2).Как указано выше, кривая коппра 1 (фиг. 3), служащая для осевого перемещения резца, нанесена на торце втулки 2, устанавливаемой в задней поддержке 3 оправки резца. Во втулке 2 запрессована бронзовая втулка 4, служащая опорой для оправки резца.а) Устанавливают летучий резец в центральное положение относительно заготовки,б) Смещают резец до номинального межосевого расстояния и касания заготовки нарезаемого колеса.в) Отведя оправку от заготовки (в радиальном...
Режущий элемент ротационного резца

Номер патента: 1256866
Опубликовано: 15.09.1986
Авторы: Апраксин, Бухтилов, Слесаренко, Шатуров
МПК: B23B 27/16
Метки: режущий, резца, ротационного, элемент
...уменьшается к середине впадины 8 до а, = (0,4 - 0,8) а. Центральный угол 2 Я расположения выступов 7 равен центральному углу 2,драсположения впадин 8.Режущий элемент ротационного резца работает следующим образом.Кольцо 1 базируетсч по наименьшему диаметру . отверстия, выполненного в бурте 6 (фиг.) или в самом кольце 1 (не показано), и по плоской установочной поверхности 4, Для получения надежного базирования кольца 1 на оси резца в случае отсутствия в нем бурта 6 количество 1 Ч выступов 7 должно быть не менее трех (обычно М=З - 5), Вышеуказанными поверхностями режуший элемент устанавливается на оси резца (не показано). Крепление режущего элемента осуществляется путем создания напряжений сжатия, действующих на тор 5 О 5 20 25 30 35...
Многороликовое устройство для обработки цилиндрических поверхностей методом пластической деформации

Номер патента: 466984
Опубликовано: 15.04.1975
Авторы: Городнов, Захаров, Карпова, Мурнин, Пузарин, Филимонов
МПК: B24B 39/04
Метки: деформации, методом, многороликовое, пластической, поверхностей, цилиндрических
...находится шпинделторможен в стойке 3 шпонкойввертывается задняя кастро втулка 5, закрепленная о контргайкой 6. Хвостовая ч обращенная к хвостовой ч имеет винтовые скосы.5 В шпиндель вставлен сепаратми 8, который в осевом направл ется задней втулкой 5. Задняя возможность перемещать сепара ми относительно нажимного ко 0 няя диаметр обкатки. Настройнаименьший допускаемый разм мых деталей. Диапазоны ручног ния по диаметру составляют от На хвостовой части сепаратора имеются винтовые скосы, которые входят в скосы опорной втулки 5. Скосы имеют правую винтовую поверхность с шагом Т=90 мм с углом подьема 3050.Сепаратор с другой стороны поджимается втулкой 10, соединенной резьбой со штоком 11 поршня гидроцилиндра 12. Поршень находится под...
Способ определения сил на передней и задней поверхностях инструмента при обработке металлов со снятием стружки

Номер патента: 771511
Опубликовано: 15.10.1980
МПК: G01N 3/58
Метки: задней, инструмента, металлов, обработке, передней, поверхностях, сил, снятием, стружки
...делает способ более универсальным, предполагая применимость его в реальных условиях металлов, но и сокращает трудоемкость экспериментов и рас 1 код материалов.Измерение сил на передней и задней поверхностях инструмента осуществля- лось на токарном станке 1 К 62 с использованием специального стенда, включающего универсальный динамометр УДМконструкции ВНИИ.Замеры составляющих силы резания проводились по плану матрицы полного факторного эксперимента типа 2 . В качестве режущего инструмента использовались проходные резцы с неперечитываемыми пластинками с размерами 12 х 12 х 4,76 мм из окисно-карбидной керамики ВОКсо следующей геометрий. Р, ф-ф, ,:0 .-.о, Д о радиус закрепления режущей кромки, р = 0,01 мм Упрочняющей Фаской,ши. риной 1=0,3...
Предыдущий патент: Пресс-форма для горячего прессования порошков
Следующий патент: Устройство для обработки кромок труб под сварку
Случайный патент: Устройство для внесения жидкости в почву