153313
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 153313
Текст
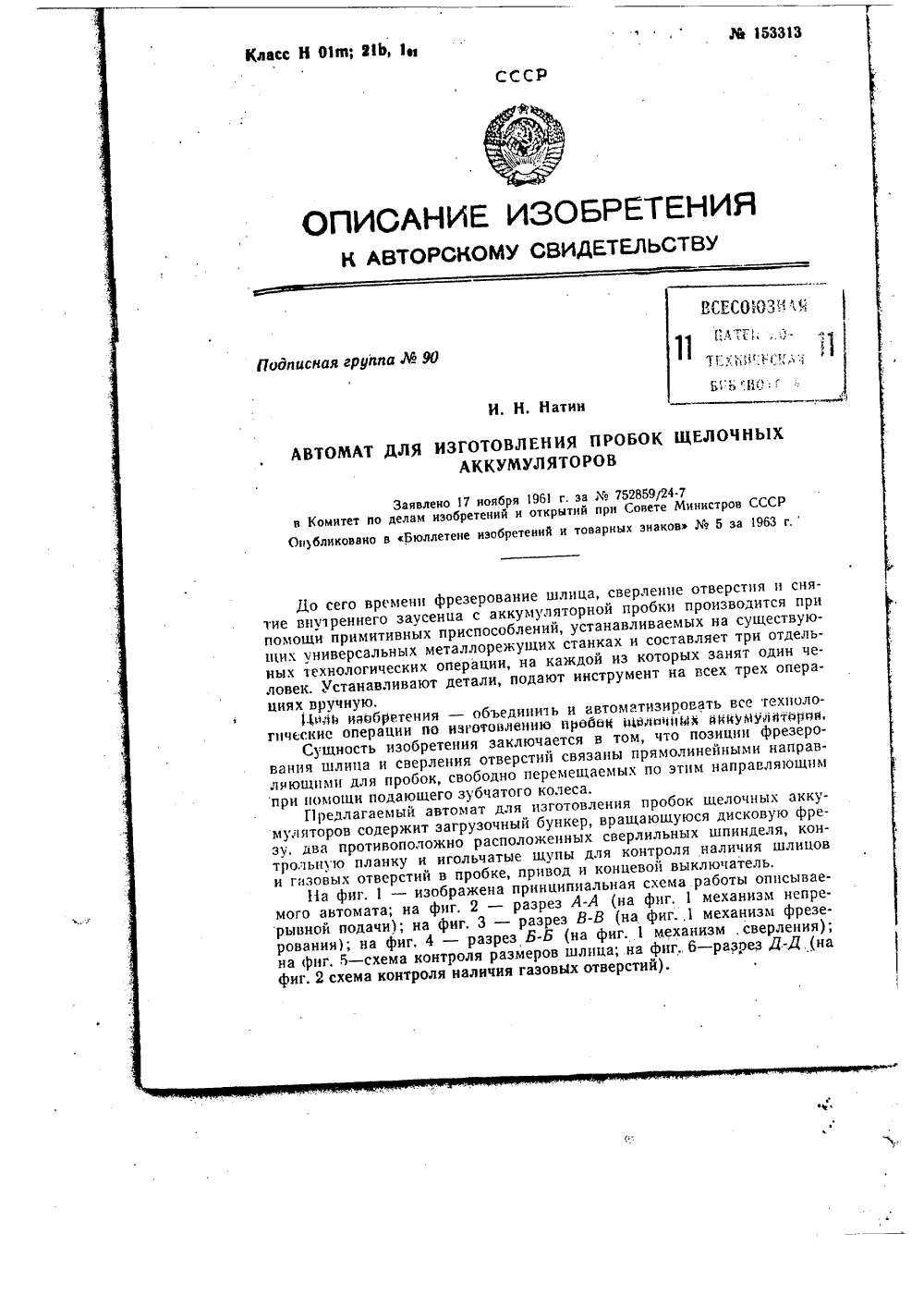
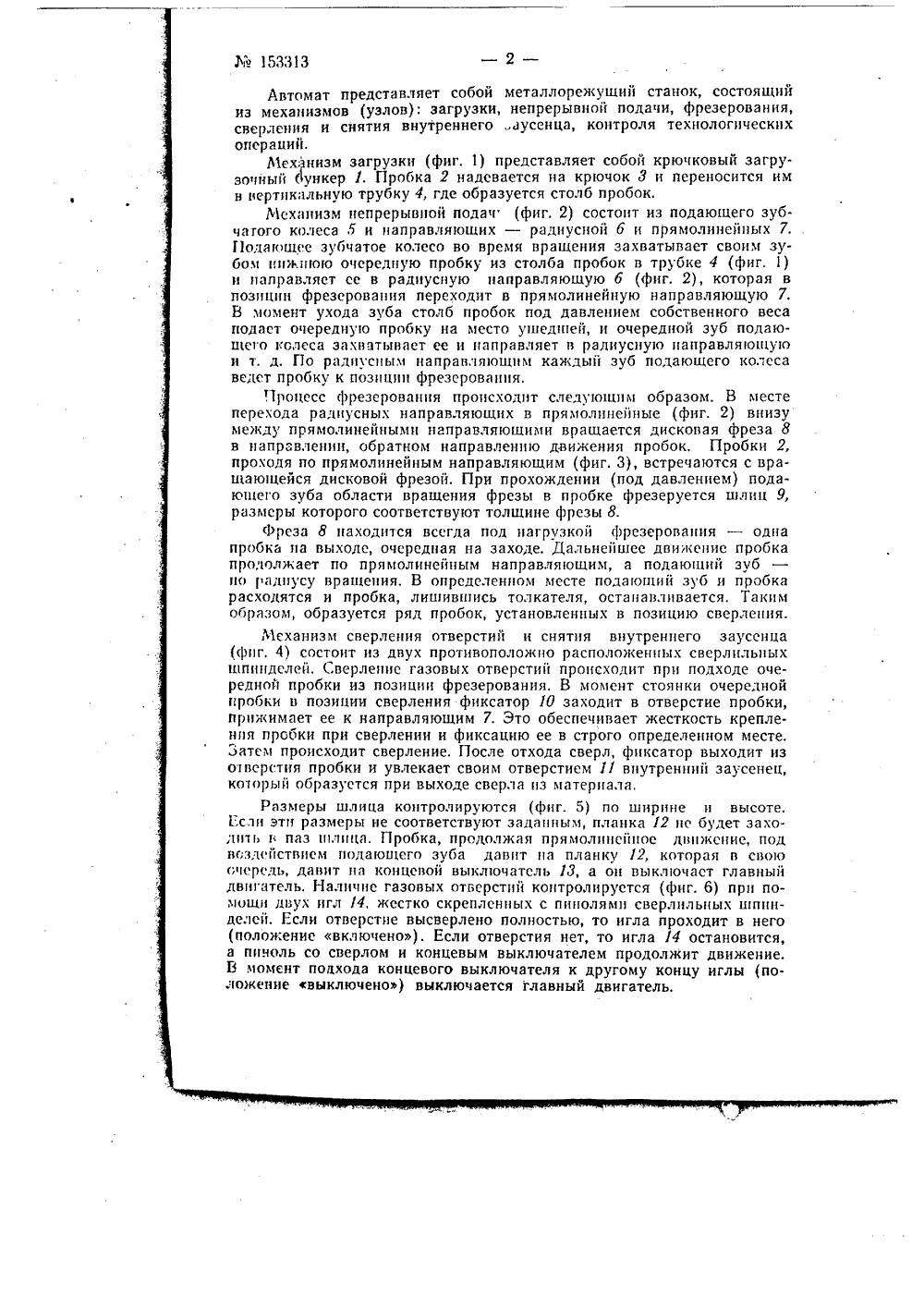
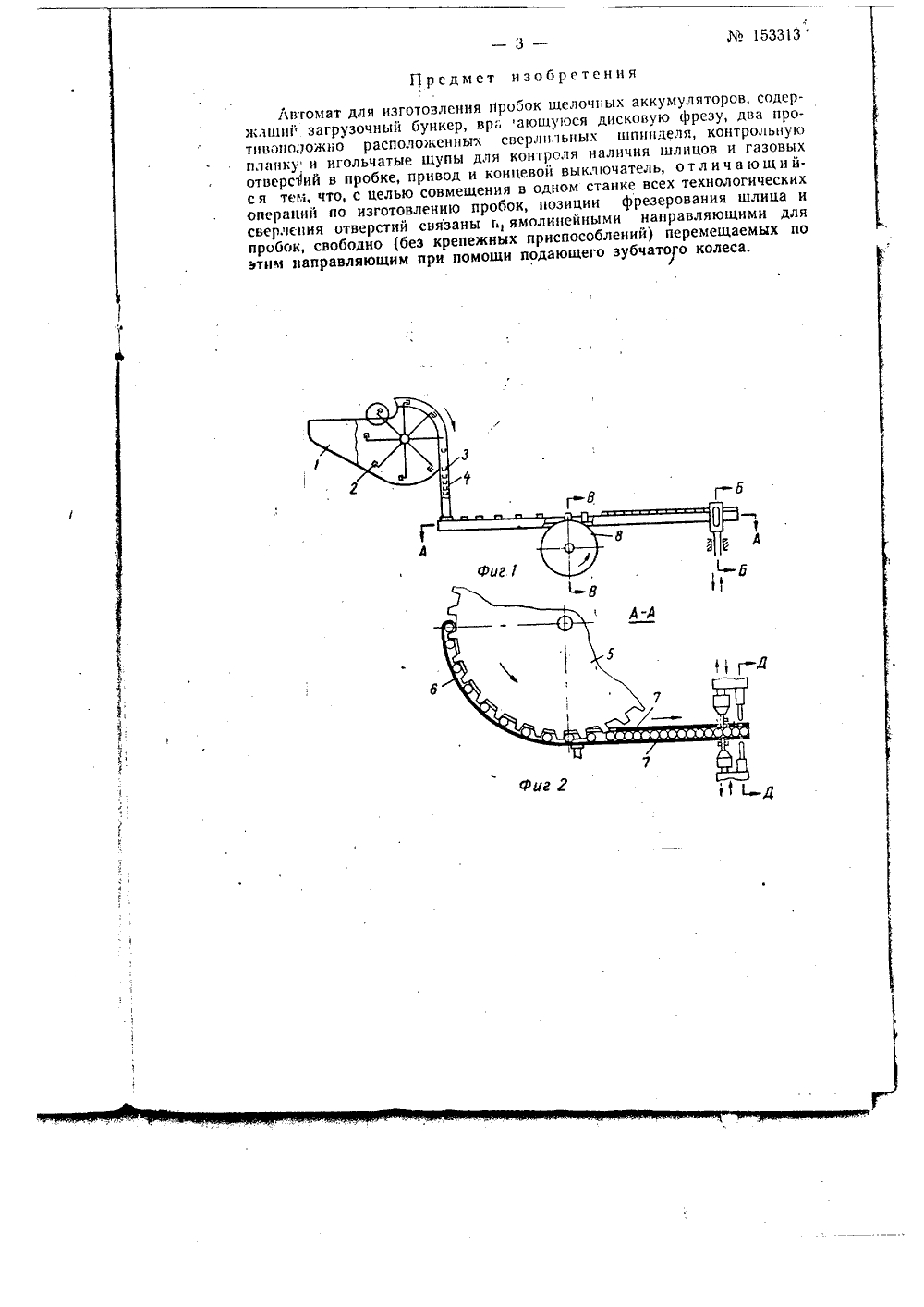
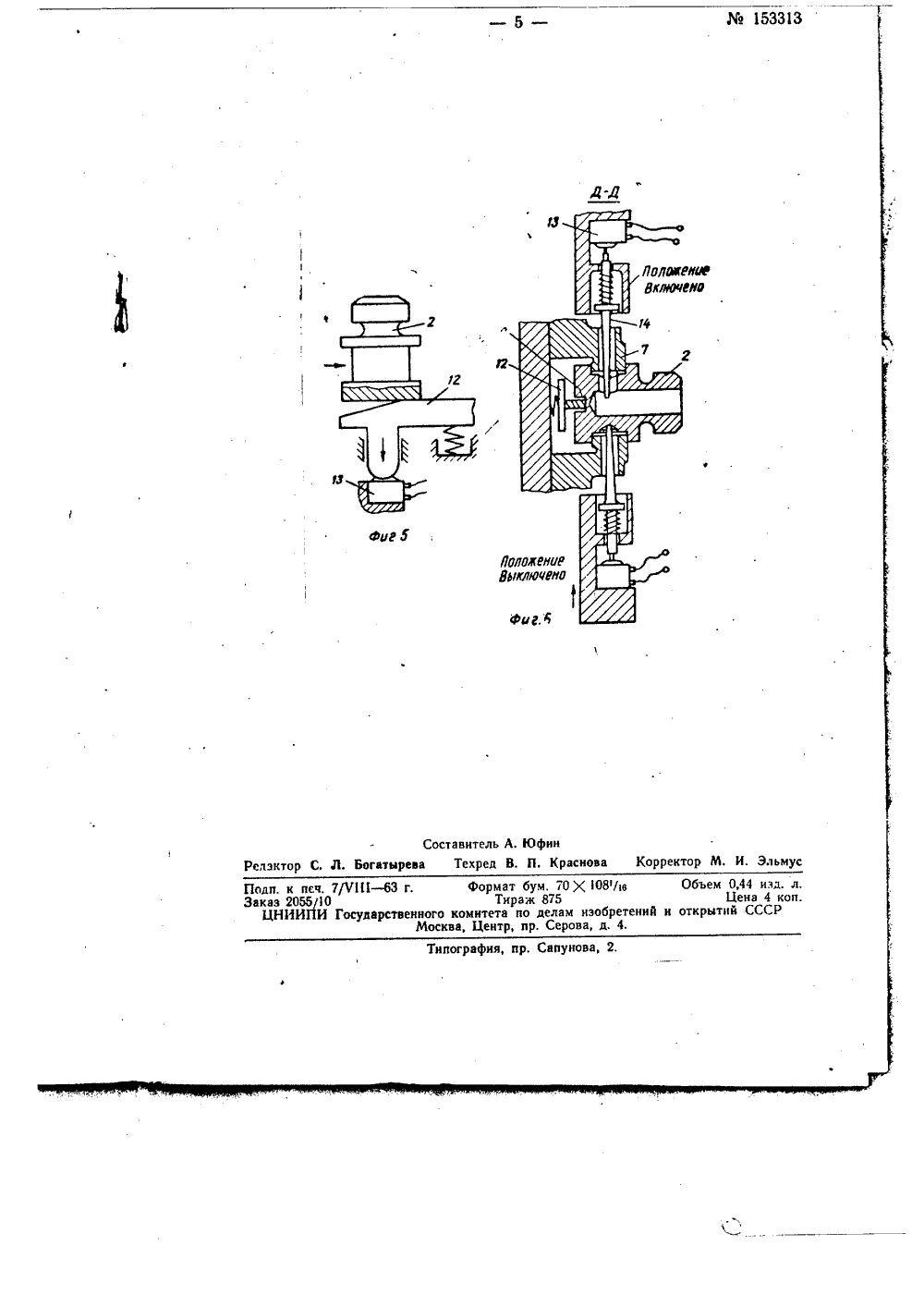
Класс Н 01 в; 21 Ь, 1 и Ж 153313 СССР РЕТЕН И У С ПИСАН К АВТОРС ТЕЛЬСТ ВСЕСОВ 311 11 Подписная груииа М УО. Н. Натин ЩЕЛОЧНЫХ ИЗГОТОВЛЕНИЯ ПРО АККУМУЛЯТОРОВАВТО МА Эаявлено 17 ноября 1961 г. за752859/24-7 в Комитет по делам изобретений и открытий при Совете Министров СССОпубликовано в Бюллетене изобретений и товарных знаков5 за 963 До сего времени фрезерование шлица, сверление отверстия и снятие вну 1 реннего заусенца с аккумуляторной пробки производится при помощи примитивных приспособлений, устанавливаемых на существующих универсальных металлорежуших станках и составляет три отдельных технологических операции, на каждой из которых занят один человек. Устанавливают детали, подают инструмент на всех трех операциях вручную.Нила ияобрвтения - объединить и автоматизировать все техполоп 1 ческис операции по изготовлению пробок мвлм 11 ыФ йкиумупит 1 з 11 дя,Сущность изобретения заключается в том, что позиции фреэерования шлипа и сверления отверстий связаны прямолинейными направляющими для пробок, свободно перемещаемых по этим направляющим при помощи подающего зубчатого колеса.Г 1 редлагаемый автомат для изготовления пробок щелочных аккумуляторов содержит загрузочный бункер, вращающуюся дисковую фрезу, два противоположно расположенных сверлильных шпинделя, контрольную планку и игольчатые щупы для контроля наличия шлицов и газовых отверстий в пробке, привод и концевой выключатель.11 а фиг. 1 - изображена принципиальная схема работы описываемого автомата; на фиг, 2 - разрез А-А (на фиг. 1 механизм непрерывной подачи); на фиг, 3 - разрез В-В (на фиг.,1 механизм фрезерования); на фиг. 4 - разрез Б-Б (на фиг. 1 механизм ,сверления); на фнг, 5 в схе контроля размеров шлнца;.на фиг. 6 в разр Д-Д (на фиг, 2 схема контроля наличия газовь 1 х отверстий).Автомат представляет собой металлорежущий станок, состоящий из механизмов (узлов): загрузки, непрерывной подачи, фрезерования, сверления и снятия внутреннего заусенца, контроля технологических операций.Механизм загрузки (фиг. 1) представляет собой крючковый загрузочный бункер 1. Пробка 2 надевается на крючок 3 и переносится им в вертикальную трубку 4, где образуется столб пробок.Механизм непрерывной подач (фиг. 2) состоит из подаюгцего зубчагого колеса б и направляющих - радиусцой б и прямолинейных 7, Подающее зубчатое колесо во время вращеция захватывает своим зубом нцл.шою очередную пробку из столба пробок в трубке 4 (фиг. 1) и направляет се в радцусную направляющую б (фиг. 2), которая в позиции фрезеровация переходит в прямолинейную направляющую 7. В момент ухода зуба столб пробок под давлением собственного веса подаст очередную пробку на место ушедшей, и очередной зуб подающего колеса захватывает ее и направляет и раднусную цаправляюгцую и т. д. По ралцусцым направляющим каждый зуб подающего колеса ведет пробку к позиции фрезерованця.Процесс фрезерованця происходит следующцл образом. В месте перехода радиусных направляющих в прямолинейные (фиг, 2) внизу лежду прямолинейнымц направляющими вращается дисковая фреза 8 в цаправлеццц, обратном направлению движения пробок. Пробки 2, проходя по прямолинейным направляющим (фиг. 3), встречаются с вращающейся дисковой фрезой, При прохождении (под давлением) подающего зуба области вращения фрезы в пробке фрезеруется шлцц 9, размеры которого соответствуют толщине фрезы 8.Фрсза 8 находится всегда под цагрузкой фрезеровация - одна пробка ца выходе, очередная на заходе. Дальнейшее движение пробка продолжает по прямолинейным направляющим, а подающий зуб цо радиусу вращения. В определенном месте подающий зуб и пробка расходятся и пробка, лишившись толкателя, останавливается. Таким образом, образуется ряд пробок, установленных в позицию сверления.Механизм сверления отверстий и снятия внутреннего заусенца (фцг. 4) состоит из двух противоположцо расположенных сверлильных шпинделей, Сверлеццс газовых отверстий происходит при подходе очередной пробки из позиции фрезерования. В момент стоянки очередной пробки н позиции сверления фиксатор 10 заходит в отверстие пробки, прижимает ее к направляющим 7. Это обеспечивает жесткость крепления пробки при сверлении и фиксацию ее в строго определенном месте. Затем происходит сверление. После отхода сверл, фиксатор выходит из оперстня пробки и увлекает своим отверстием 11 вцутренццй заусенец, который образуется при выходе сверла цз материала.Размеры шлцца контролируются (фиг. 5) по ширине ц высоте. Есзц этц размеры не соответствуют заданным, планка 12 це будет заходить с паз шлица, Пробка, продолжая прямолинейное дцпжсцие, под воздействием подающего зуба давит ца планку 12, которая в свою очередь, давит ца концевой выключатель 13, а оц выключаст главный двигатель. Наличие газовых отверстий контролируется (фиг. 6) прц помощи двух игл 14, жестко скрепленных с пицолямц сверлильных шпинделей. Если отверстие высверлено полностью, то игла проходит в него (положение включено). Если отверстия нет, то игла 14 остановится, а пцчоль со сверлом и концевым выключателем продолжит движение, В момент подхода концевого выключателя к другому концу иглы (положение выключено) выключается главный двигатель.Предмет изобретенияпвтомат для изготовления пробок щелочных аккуму.пяторов, содержащий загрузочный бункер, вр аюшуюся дисковую фрезу, два протнвоио;1 ожно расположенньгх сверлильных шпинделя, контрольнук планку и игольчатые щупы для контроля наличия шлицов и газовых отвсрс 11 ий в пробке, привод и концевой выключатель, о т л и ч а ю щ и йс я тем, что, с целью совмещения в одном станке всех технологических операций по изготовлению пробок, позиции фрезерования шлица и сверления отверстий связаны гч ямолинейными направляющими для пробок, свободно (беэ крепежных приспособлений) перемещаемых по этим направляющим при помощи подающего зубчатоуо колеса,
СмотретьЗаявка
752859
МПК / Метки
МПК: H01M 2/12
Метки: 153313
Опубликовано: 01.01.1963
Код ссылки
<a href="https://patents.su/5-153313-153313.html" target="_blank" rel="follow" title="База патентов СССР">153313</a>
Автомат для сверления отверстий в кольцевых деталях

Номер патента: 282015
Опубликовано: 01.01.1970
МПК: B23B 39/18
Метки: автомат, деталях, кольцевых, отверстий, сверления
...39 поворота детали.После обработки детали 31 толкателем 40сбрасываются в отводящий лоток 41.Распределительный вал цепной передачи42 связан с выходным валом редуктора 43,входной вал которого соединен с приводом 44распределительного вала.Мехацизм автомата при работе совершает согласованные перемещения от распределительного вала,Обрабатываемая деталь 31 из магазинацакопителя 18 поступает на первую позицию. четырехпозиционного стола (О, В этот моментролик рычага 5 попадает во впадину профилякулачка 4 и стол 10 под действием пружин 11перемещается в горизонтальной плоскости,Деталь 31 поступает на вторую. позицию. Полости блоха пневмоцилиндров зажима 35 в этотмомент соединяются с атмосферой и их штоки под действием пружинки Зб опускаются...
Конструкция несущей поверхности направляющей для подающего устройства сверлильного станка

Номер патента: 1440334
Опубликовано: 23.11.1988
МПК: B23B 47/00, B23Q 1/01
Метки: конструкция, направляющей, несущей, поверхности, подающего, сверлильного, станка, устройства
...промежуток между кареткой и подающей балкой, что обеспечивает требуемый зазор между кареткой и балкой. Регулировочный винт можно установить также и с противоположной прокладки, чтобы ограничить перемещение прокладки в обоих направленияхСредство смещения в виде подающей цепи 16 (по фиг. 4-6) предназначено для перемещения каретки по направляющей балке. Для этого цепь 16 имеет упор 17, снабженный рычагом 18, который, в свою очередь, зацепляется со скольжением за палец 19, выступающий из прокладки 20. Последняя соединяется с цепью 16. Каретка имеет две опорных поверхности 21 и 22, между которыми расположен упор 17 цепи 16Расстояние между опорными поверхностями 21 и 22 таково, что, когда цепь 16 движется в обратном направлении, рычаг 18...
Станок для сверления отверстий в кирпичной кладке и в бетонных перекрытиях

Номер патента: 91148
Опубликовано: 01.01.1951
Автор: Рыжков
МПК: A61B 17/11
Метки: бетонных, кирпичной, кладке, отверстий, перекрытиях, сверления, станок
...7 крепится на распорной колонке 1 винтовыми зажимами и, обеспечивая необходимую устойчивость системы, гасит вращательные и частично поперечные колебания колонки.Шпиндель представляет собой трубчатую конструкцию со спиральными ребрами 8 и двумя продольными диаметрально расположенными шпоночными канавками 9. На передний конец шпинделя навинчивается коронка 10 с восемью резцами из твердого сплава, а внутри него помещен ходовой винт 11, при вращении которого маховичком 12 осуществляется подача сверла.Такая конструкция обеспечивает передачу крутящего момента, надежное направление сверла и минимум его вылета, благодаря тому, что при такой установке станка торец направляющей втулки находится на раСсоянии всего 100 мм от...
Устройство для сверления глубоких отверстий

Номер патента: 598705
Опубликовано: 25.03.1978
Авторы: Васерман, Липовой, Мищенко, Певзнер, Родионов
МПК: B23B 41/02
Метки: глубоких, отверстий, сверления
...шгокос ., полости цилиндра 6идет через дроссепь 12, происходит торможение. Одновременно распредепитель 9перекпючается в позицию Ф . Поток жидкости из напорной магистрали через дроссель11 с регулятором 15 по трубопроводу 25через дроссель 16, распредепитель 9 идалее по трубопроводу 26 попадает в спивную магистраль. Дроссель при этом настроен так, что давление в трубопроводе 25становится примерно равным рабочему.На дросселе 1 1 создается перепад давпения, равный рабочему и регупягор 15 устанавпивается в рабочее попожение,При дапьнейшем перемещении поршеньципиндра 6 останавливаегся жестким упором, давпенне в трубопроводе 23 растет,а в трубопроводе 24 падает. Срабатываетрепе давиения 17, давая команду на срабатывание распределителя 10,...
Направляющее устройство для сверления

Номер патента: 624762
Опубликовано: 25.09.1978
Авторы: Дроздов, Кравцов, Мариненко, Топалов
МПК: B23B 49/02
Метки: направляющее, сверления
...гоство; на фиг. 2 - то же, сверху.Направляющее устройство для сверлениясостоит из корпуса 1 и кронштейна 2. На кронштейне установлен яодвижный направляющийэлемент (призма) 3 с О-образным пазом 4, 25 О-образный паэ замыкается ползуном 5. Дляфиксации на кронштейне 2 направляющий элемент снабжен винтовым зажимом б, а дляпредохранения от выпадания ползуна-винтомзажимом б, а для предохранения от выладания полэуна-вннтом 7,В исходном положении направляющий элемент отведен на кронштейне к корпусу станка (на чертеже показано условно), ползун 5выведен так, что О-образный паэ открыт. Сверло устанавливают в шпиндель сверлильной го.ловки. Направляющий элемент 3 подают ксверлу О-образный,паз направляющего элемента охватывает сверло, а ползун 5...