Способ формирования ширины шва и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
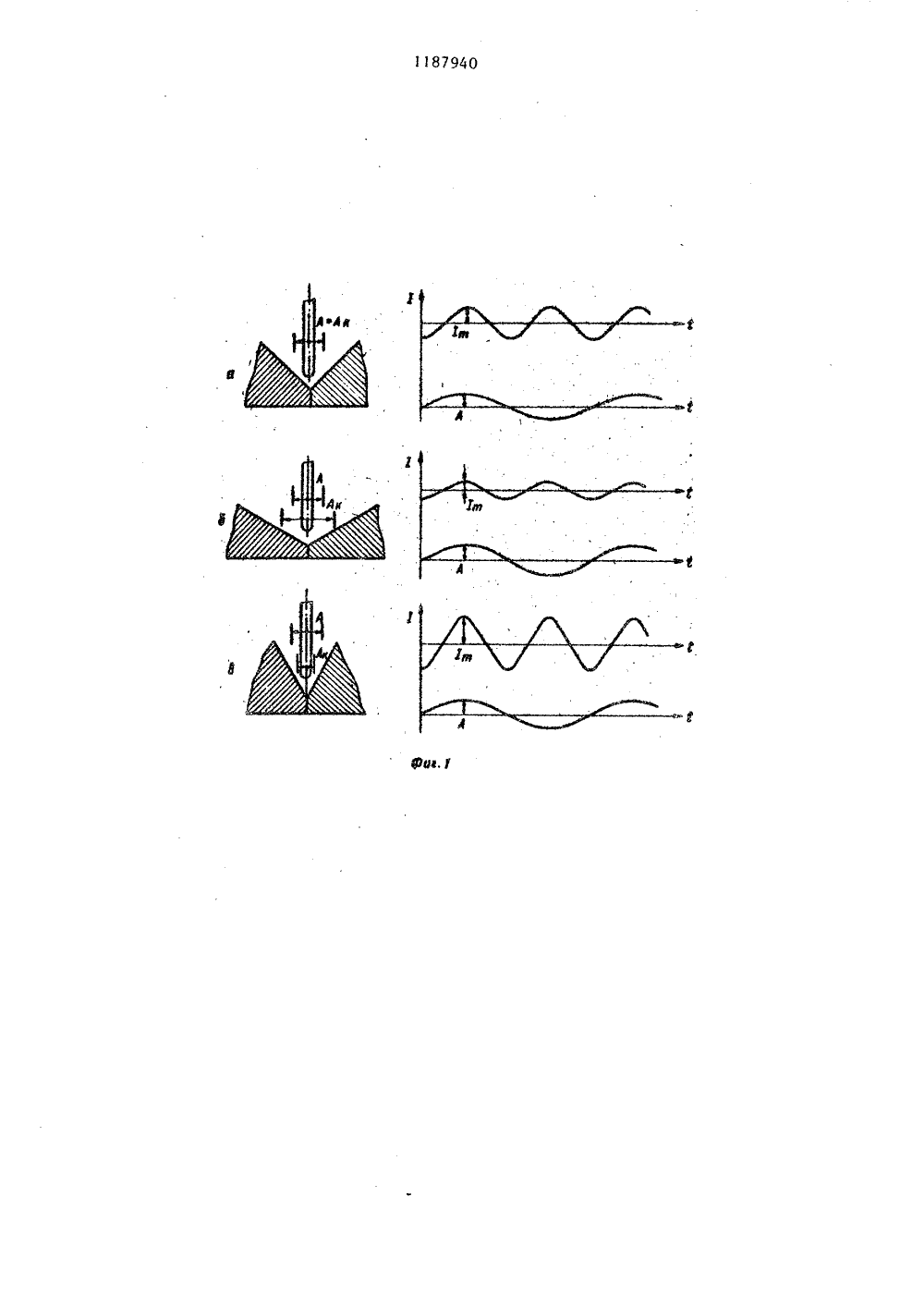
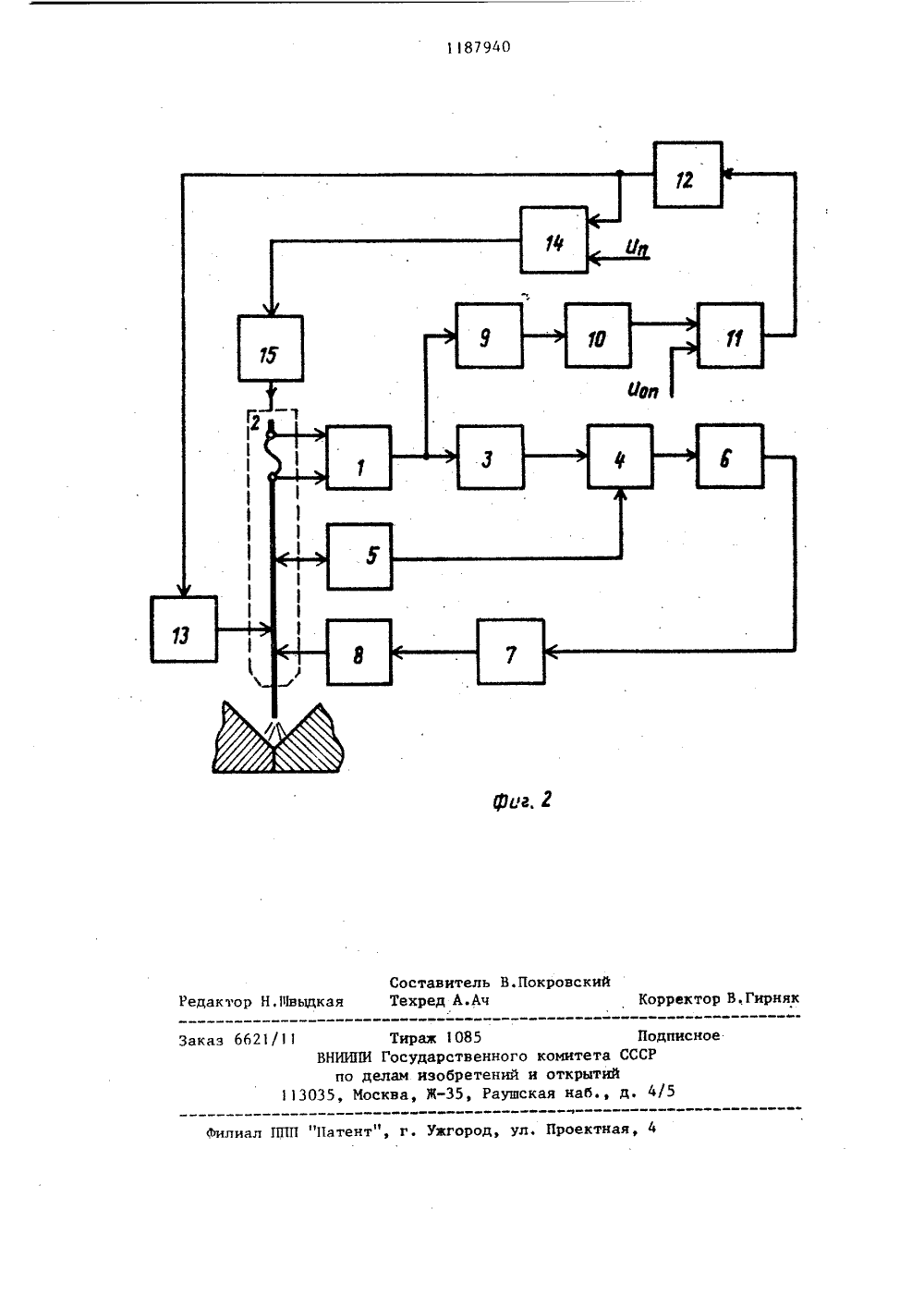
(54)11 ВА И УСТРОЙ РГ У 2533448,10, 1977.свидетельствоВ 23 К 9/10,ОРМИРОВАНИЯ ШИРИН СТВО ДЛЯ ЕГО ОСУЩЕ В 1 нь ко(71) Тульский ордена Трудовогного Знамени политехническийтут(57) 1. Способ формирования шири шва, при котором дуге сообщают лебательные перемещенияпоперек сты- ка, в процессе колебания измеряют сварочный ток, из которого выцеляют параметр, характеризующий амплитуду колебаний, сравнивают его с эталонным, результат сравнения используют для управления амплитудой поперечных колебаний дуги, о т л ич а ю щ и й с я тем, что, с целью повышения качества сварных соединений путем равномерного заполнения стыка при сварке швов с переменной разделкой, в качестве параметра,характеризующего амплитуду колебаний, исполь.- зуют гармоническую составляющую тока на двойной частоте поперечных колебаний дуги. 2. Устройство формирования ширинышва, содержащее датчик величинысварочного тока, подключенный черезусилитель к входу частотного Фильтра,датчик положения дуги, привод подачисварочной горелки вдоль стыка, привод коррекции сварочной горелки поперек стыка, регулятор амплитуды колебания электрода, о т л и ч а ю щ е -е с я тем, что, с целью повышениякачества сварных соединений путем равномерного заполнения стыка прн сварке швов с переменной разделкой, онодополнительно содержит второй частотный Фильтр, выпрямитель, схему срав- Енения, сумматор, синхронный детектори сглаживающий Фильтр, причем первыйчастотный фильтр настроен на частоту ф"колебания дуги, второй частотныйФильтр - на двойную частоту колебания йдуги, выход первого частотного фильтра через синхронный детектор и сглаживающий Фильтр связан с приводомкоррекции сварочной горелки поперекстыка, выход датчика величины сварочного тока через второй частотныйфильтр, выпрямитель, схему сравнениясвязан с регулятором амплитуды колебания электрода и через сумматор попервому входу - с приводом подачисварочной горелки вдоль стыка,причем второй вход сумматора связан с задатчиком начальной скорос- фти привода подачи сварочной горелки вдоль стыка, а выход датчикаположения дуги - с управляющим входом синхронного детектора.187940 40 45 50 1 1Изобретение относится к автоматизации сварочных процессов, более точно к автоматическому направлению электрода по стыку с использованием дуги в качестве датчика положения горелки относительно стыка при электродуговой сварке угловых и разделанных швов с колебаниями электрода поперек стыка, и может найти применение в машиностроительной, судостроительной и других отраслях промишленкости,Целью изобретения является павышение качества сварного соеди- нения путем равномерного заполнения стыка при сварке швов с переменной ,разделкой. Поставленная цель достигается тем, что в качестве параметра, обеспечивающего регулирование амплитуды калебакия электрода, используется гармоническая составляющая сварочного тока на двойной частоте поперечных колебаний дуги. При этом ведение горелки по стыку производится сигналом гармонической составляющей сварочного тока на частоте поперечных колебаний дуги.На фиг. 1 даны графики гармонической составляющей тока на двойкой частоте сканирования дуги при различных углах разделки свариваемых кромок: а) когда угол разделки равен 90 , 6) когда угол раздело,кк больше 90; в 1 когда угол разделки меньше 90, где А - амплитуда сканирования дуги, А - скорректированная амплитуда сканирования дуги; 3 - текущее и 1, - амплитудное значение второй гармоники; на фиг. 2 - структурная схема формировакия ширины шва в зависимости от разделки кромок.Предлагаемый способ состоит в там, что при сварке с поперечным сканированием электрода из сварочного тока выделяют гармоническую составляющую на двойной частоте сканирования электрода, определяют ее амплитудное (илк действующее) значение, сравнивают его с заданным и по разности формируют сигнал управления амплитудой сканирования электрода. Одновременно изменяют скорость сварки таким образом, чтобы скорость перемещения конца электрода относительно поверхности сва 5 1 О 15 20 25 30 35 риваемых деталей оставалась постоянной.Устройство, реализующее данный способ (фиг, 2), содержит предварительный усилитель 1, вход которого подключен к шунту 2 в цепи сварочного тока, а выход через паласовой фильтр 3 - к сигнальному входу синхронного детектора 4, управляющий вход которого подсоединен к выходу датчика 5 положения дуги. Выход синхронного детектора 4 через сглаживающий фильтр 6 и усилитель 7 коррекции соединен с приводом 8 коррекции сварочной горелки поперек стыка. Указанные элементы составляют канал управления положением электросварочной горелки относительно середины стыка. Канал управления амплитудой сканирования дуги и скоростью сваркисодержит паласовой фильтр 9, настроенный на двойную частоту сканирования дуги, вход которого подключен к выходу предварительного усилителя, а выход - к выпрямителю 10.Выход выпрямителя 10 подсоединен к одному из входов схемы 11 сравнения,на второй вход которой подан опорный сигнал Б, выход схемы 11 сравнения через усилитель 12 амплитудыподключен к регулятору 13 амплитуды колебания электрода и к входу сумматора 14, выход которого соединен с приводом 15 подачи сварочной горелки вдоль стыка. Второй вход сумматора 14 соединен с задатчиком начальной скорости привода подачи сварочной горелки Бп,Устройство работает следующим образом.В случае, когда среднее положение колеблющейся дуги (электрода) смещено от середины стыка на величи.ну амплитуды колебания, прк движении электрода к кромке шва ток увеличивается, а при удалении от нее уменьшается, но так как электрод не пересекает середину стыка, повторное увеличение тока отсутствует, и частота гармонической составляющей тока дуги оказывается равной частоте вынужденных колебаний дуги. Если среднее положение дуги совпадает с серединой стыка, то за каждый полупериод качания ток дуги увеличивается при подходе к кромке и уменьшается при удалении от нее до20 з 1187 середины стыка, после чего электрод начинает приближаться к другой кромке, и ток снова начинает увеличиваться - в нем возникает гармоническая составляющая с двойной частотой вынужденных колебаний дуги, а гармоническая составляющая на частоте вынужденных колебаний дуги отсутству- ет. Во всех промежуточных случаях присутствуют обе гармонические О составляющие с различным соотношением их амплитуд.Таким образом, при смещении оси относительно стыка в сварочном токе появляется гармоническая состав" ляющая на частоте сканирования дуги, которая выделяется полосовым фильтром 3, детектируется синхронным детектором 4, затем сглаживается фильтром 6, усиливается усилителем 7 коррекции и поступает на привод 8 перемещения электросварочной горелки поперек стыка, который совмещает электросварочную горелку с серединой стыка. 25При движении электросварочной горелки вдоль стыка ток дуги содержит гармоническую составляющую на двойной частоте сканирования, которая выделяется полосовым филь"30 тром 9. Если ширина разделки меняется по длине стыка, то соответственно меняется амплитуда этой гар.моники. Сигнал с выхода полосового фильтра 9 через выпрямитель 10 по 940ступает на первый вход схемы 1 сравнения, на второй вход которой подается опорный сигнал, соответствующий заданному значению тока второй гармоники. По разности заданного н текущего значений амплитуды второй гармоники на выходе схемы 11 сравнения формируется сигнал управления амплитудой колебаний, который через усилитель 12 подается на привод 15 управления амплитудой сканирования. Одновременно сигнал с выхода усилителя 12 подается через сумматор 14 на управление приводом 5 подачи горелки вдоль стыка. Начальная скорость подачи электросварочной горелки вдоль стыка задается опорным напряжением Уп, приложенным к второму входу сумматора 14Использование гармонической составляющей сварочного тока на двойной частоте поперечных колебаний дуги, сравнение ее амплитуды с заданной величиной и использование полученного сигнала для управления амплитудой колебаний электрода позволяет по сравнению с прототипом повысить качество сварного соединения путем повьппения достоверности информации о ширине разделки свариваемых кромок, а также получить более равномерное заполнение стыка металлом электрода при сварке швов с переменной разделкой.187940 оставитель В.Покровскийехред А.Ач Редактор Н.111 вьд ректор В,Гир аказ 6621/ 113035,Филиал ППП "Патент", г. Ужгород, ул. Проект Тираж 10851 И Государственногоделам изобретенийМосква, Я, Раушс Подписикомитета СССРи открытийкая наб., д. 4/5
СмотретьЗаявка
3722143, 06.04.1984
ТУЛЬСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ПАНАРИН ВЛАДИМИР МИХАЙЛОВИЧ, МАЗУРОВ ВЯЧЕСЛАВ МИХАЙЛОВИЧ, КАРПОВ ВЯЧЕСЛАВ СЕРГЕЕВИЧ, ВОЙНИЦКИЙ ВИКТОР ЮРЬЕВИЧ
МПК / Метки
МПК: B23K 9/10
Метки: формирования, шва, ширины
Опубликовано: 30.10.1985
Код ссылки
<a href="https://patents.su/5-1187940-sposob-formirovaniya-shiriny-shva-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования ширины шва и устройство для его осуществления</a>
Устройство для получения трех колебаний со стабильными частотами

Номер патента: 69050
Опубликовано: 01.01.1947
МПК: H03B 19/00, H03L 7/02
Метки: колебаний, стабильными, трех, частотами
...цепикоторого выделяется напряжениеразностной частоты.Это напряжение подается на дискриминатор, настроенный точно начастоту Л/. В случае совпаденияподаваемой частоты с частотой баланса дискриминатора напряжение навыходном сопротивлении его оказывается равным нулю. В случае расхождения подаваемой частоты с частотой дискриминатора на выходе егополучается напояжение того или иного знака, которое подается на реактивную лампу, включенную параллельно контуру второго генератора.Появление этого напряжения так изменит реактивное сопротивление лампы, что частота некварцевого генератора будет изменяться до тех пор,пока разностная частота генератороввновь совпадает с частотой балансадискриминатора.Если в дальнейшем тракте передатчика будет...
Цифровой измеритель частоты заполнения импульсно модулированных колебании

Номер патента: 375574
Опубликовано: 01.01.1973
Авторы: Имшенецкий, Мартынив, Сол
МПК: G01R 23/10
Метки: заполнения, измеритель, импульсно, колебании, модулированных, цифровой, частоты
...чертеже показана блок-схема устройства,Измеритель состоит из одновибратора 1 с регулируемой длительностью, временных селекторов 2, 3, схемы И 4, счетчика 5 измеряемой частоты (счетчика результата), счетчика б эталонной частоты и генератора 7 эталонной частоты,Цифровой измеритель,работает следующимобразом.После прихода измеряемого сигнала навход одновибратора первый из импульсов за полнения запускает одновибратор на заранее установленную длительность. Выходной импульс с одновибратора открывает схему И, подготовленную по другому входу потенциалом с выхода счетчика 5. Селекторы, 0 управляемые с выхода схемы И, открываются, что дает возможность аигналу с частотой , поступать на счетчик 5, а сипналу с частотой , на счетчик б. Емкость счетчика...
Устройство для измерения фазы и частоты вала дебалансного возбудителя колебаний

Номер патента: 943664
Опубликовано: 15.07.1982
Авторы: Житилин, Малахов, Ряшенцев
МПК: G05D 19/02
Метки: вала, возбудителя, дебалансного, колебаний, фазы, частоты
...показан), установленныйна валу электропривода возбудителяколебаний. Светодиод 12 подключен кконденсатору 11Измерительная схема3 содержит первый 14 и второй 15 эле-.менты совпадения, логический элемент16 2 И-ИЛИ-НЕ, второй счетчик импульсов 17 (двоичный),триггер 18, третийэлемент совпадения 19, первый счетчик20 импульсов и индикатор 21,Устройство работает следующим образом,В момент подачи питания на импульсный генератор ключи 4 и 5 находятсяв неустойчивом равновесии за счет подачи логического "0" на их входы, изкоторого схема, за счет обратной связи, скачком переходит в одно из квазиустойчивых состояний, момент 1 наэпюре напряжений. При этом состоянииключ 5 закрыт, значит на его выходевысокий уровень, соответствующий логической "1". В...
Способ определения собственных форм и частот колебаний испытуемого объекта и устройство для его осуществления

Номер патента: 1619087
Опубликовано: 07.01.1991
Авторы: Алкин, Баглаев, Данилович, Науменко, Рудометкин, Соустин, Тестоедов
МПК: G01M 7/00
Метки: испытуемого, колебаний, объекта, собственных, форм, частот
...39 соединяет задающий генератор 3 с регулируемым усилителем 32. Если А 1О, то на выходе Т-триггера 35 логический "0", и коммутатор 33 соединяет инвертор 34 с регулируемым усилителем 32. Если от блока 8 управления поступает логический "0" (третий вход БИА 5), то импульсы Б последовательности, поступающие на второй вход БИА 5, не меняют сигнал на первом выходе БИУ 31 и коэффициент усиления регулируемого усилителя 32. При поступлении логической "1" от блока 8 управления каждыйимпульс Б последовательности вызывает5 изменение сигнала на первом выходе БИУ31, что вызывает изменение амплитуды колебаний А 1 на выходе регулируемого усилителя 32,Если в процессе изменения А достигает10 нуля, а амплитуду колебаний следует ещедальше уменьшить (в...
Способ определения собственных частот колебаний вала и устройство для его осуществления

Номер патента: 1239521
Опубликовано: 23.06.1986
Авторы: Дружинин, Красковский, Сухих
МПК: G01H 1/00
Метки: вала, колебаний, собственных, частот
...характер вынужденных колебаний с частотой п йнову Фе значению определяют частотусобственных изгибных колебаний.Устройство работает следующимобразом. На закрепленный на корпусе 1 испытуемый вал 2 с элементом (например,зубчатыми колесами) накладывают полетак, чтобы полюса электромагнита 3охватили элементы вала 2 После это"го в цепи питания электродвигателя5 устанавливают реостат (не показан)в положение,соответствующееминимальной частоте импульсов (наибольшеесопротивление в цепи), Затем включают в работу электродвигатель 5, кото"рый начинает вращать контактный прерыватель 7, периодически разрывающийцепь электромагнита 3, и приводит вдействие,тахогенератор 6. При этомвозникает прерывистое магнитное. поле,электромагнит 3 создает...
Предыдущий патент: Устройство для электрохимико-механического полирования
Следующий патент: Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба
Случайный патент: Автономный инвертор напряжения