Устройство управления загрузкой заготовок в многониточный сортовой стан
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
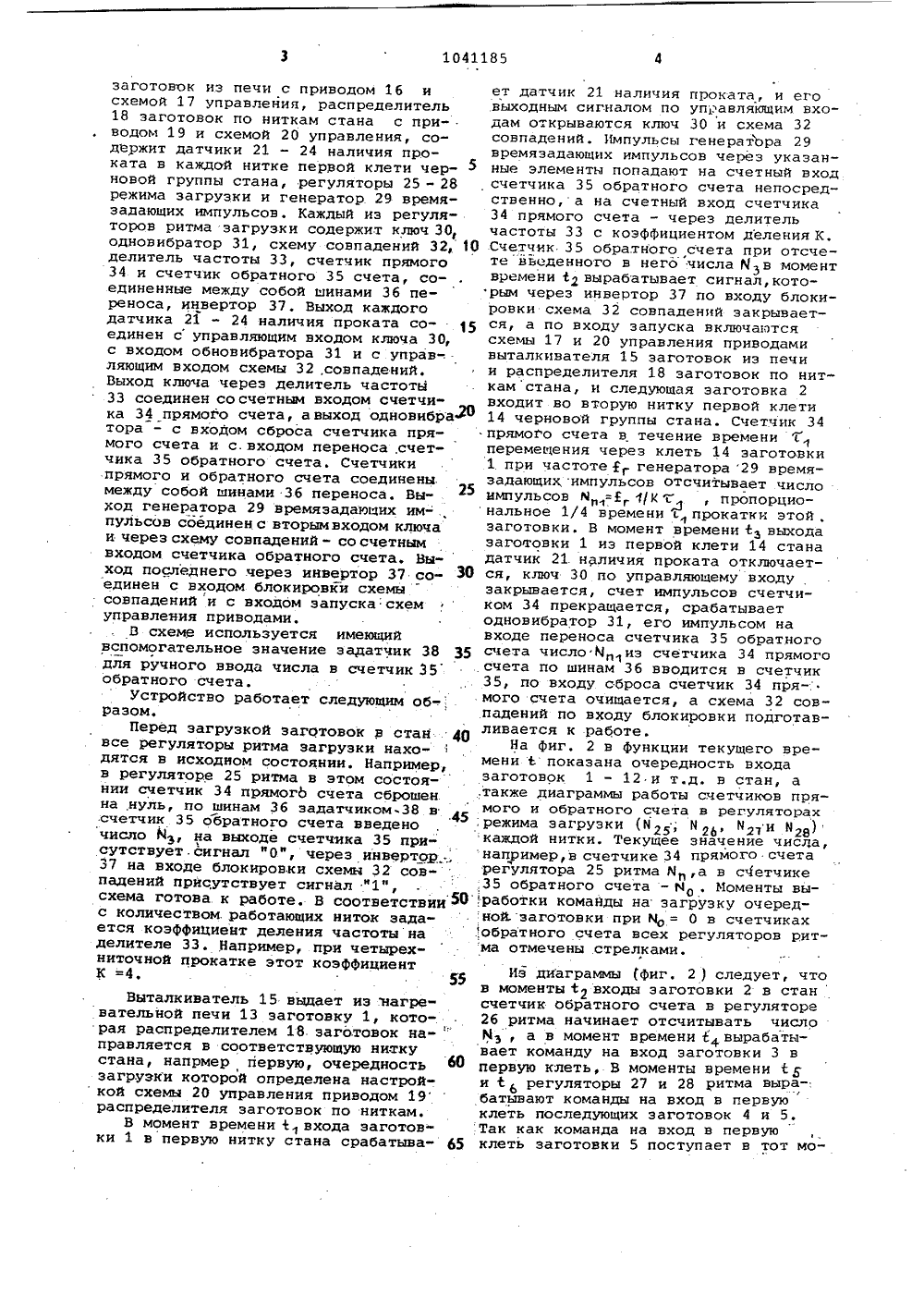
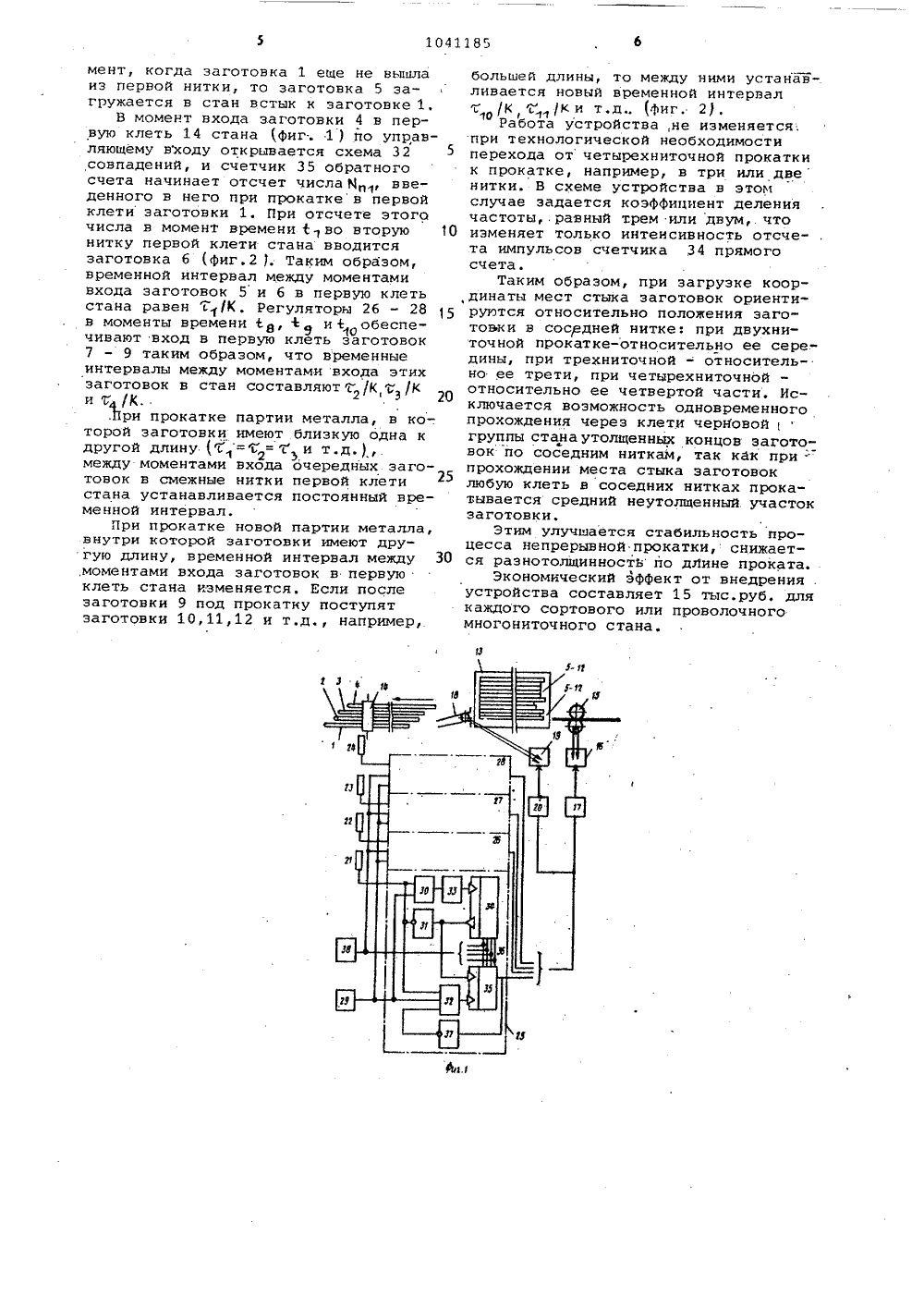
.09.83. Бюл. 9 34 .П. Егоров,.В,С. Еговаев, К,Е. МедведевСтахноучно-исследтрукторскийерной метал1.771.556,6 овательский институт ав лургии (0888) пыт- матич табил иточн ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И. ОТКРЫТИЙ АВТОРСКОМУ СВИД(56) 1 тизаци нов, М2, (54) (.5 ГРУЗКО СОРТОВО тель за схемой то нитк управ ле каждой группы регуля Праздников А.В. и др. Автоманепрерывных мелкосортных ста"Металлургия", 1975, с,43, ам же, с. 40.) УСТРОЙСТВО УПРАВЛЕНИЯ ЗАЗАГОТОВОК В МНОГОНИТОЧНЫЙ Й СТАН, содержащее выталкиваготовок из печи с приводом и управления, распределитель их ам стана с приводом и схемой ния, датчик наличия проката в нитке первой клети черновой стана и соединенный с ним ор ритма загрузки, о т л н - е е с я тем, что, с целью зации режима прокатки в многбй черновой группе стана и улучшения качества продукции, оно дополнительно содержит генератор времяэадающих импульсов, а регулятор ритма,загрузки содержит счетчик прямого и счетчик обратного счета, которые связаны между собой шинами переноса, ключ, делитель частоты, одно- вибратор, схему совпадений и инверТор, причем выход датчика наличия проката в каждой нитке первой клети черновой группы стана соединен с, управляющим входом ключа, с входом одновибратора и с первым входом схемы совпадений, выход ключа через делитель частоты соединен со счетным входом счетчика прямого счета, выход одновибратора - с входом сброса счет-Я чика прямого счета и с входом переноса счетчика обратного счета, выход генератора времязадающих импульсов соединен с вторым входом ключа и с вторым входом схемы совпадений, выход которой соединен со счетным входом счетчика обратного счета, выход которого через инвертор соединен с третьиМ входом схемы совпадений,а с входамизапуска схем управления приводамн - непосредственно, 1041185Изобретение относится к прокатно- му производству и может быть исполь(эовано намногониточном непрерывном мелкосортном или проволочном стане.Нагретые в печи заготовки поочередно задают в соседние прокатные нитки первой клети черновой группы многониточного сортового стана вплотную друг к другу либо с минймально возможными разрывами между соседними заготовками. Порядок распределения 10 заготовок по ниткам определяется программой настройки схемы управления распределителя заготовок.Известно устройство; которое служит для управления загрузкой заготовок в двухниточный мелкосортный стан с двумя печами, от каждой из которых заготовки транспортируются рольгангом к первой клети стана. Темп загрузки заготовок в стан задается отдельным для каждой нитки регулятором ритма,, 20 Работающим от фотореле за печью 1 ),Недостаток известного устройства состоит в том, что регуляторы ритма в каждой нитке работают независимо один от другого. Передние концы25 . заготовок входят в стан со случайным временным сдвигом по соседним ниткам, а зачастую и одновременно, что нарушает стабильность режима прокатки в, черновой группе.Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство управления загрузкой заготовок в двухниточную черновую группу непре- З 5 рывного мелкосортного стана, содер- жащее выталкиватель заготововок из печи и распределитель их по ниткам стана с приводами исхемами управления, датчик наличия проката в каждой 40 нитке стана и соединенный с ним регулятор ритма, причем выходы Всех регуляторов соединены с входами запуска схем управления приводами 2.При выталкивании заготовок из печи распределитель поочередно распре 45 деляет их по ниткам стана в соответствии с программой настройки схемы управления приводом распределителя, а. регуляторами ритма задается временной интервал между моментами входа очередных заготовок в соседние нитки первой клети стана. Недостаток известного устройства состоит в том, что при загрузке за 55 готовок встык друг к другу расстояние между координатами мест стыка заготовок в соседних нитках йепостоянно, так как постоянен заданный регулятором ритма временной интервал между моментами входа заготовок в соседние нитки первой клети стана и этот интервал установлен вне связи с длиной заготовки и скоростью прокатки. 65 Это нарушает стабильность процесса прокатки в черновой группе стана.Передние и задние, участки заготовкипрокатываются на стане непрерывнойпрокатки беэ натяжения и утолщаютсяв сравнении с ее средней частью, которая прокатывается с натяжением,. Вслучае сближения координат мест стыка заготовок в соседних нитках происходит сближение утолщенных участковзаготовок, эти участкиодновременнопроходят через клети черновой группы,из-за упругой деформации валков увеличивается разнотолщинность: по дли(не проката, стабильность режима прокатки нарушается и возникает необходимость в оперативной корректировкережимаобжатий что при непрерывнойсортировке затруднительно,Цель изобретения - стабилизациярежима прокатки в многониточной черновой группе стана и улучшение качества продукции.Поставленная цель достигается тем,что устройство управления загрузкойзаготовок в многониточный сортовойстан, содержащее выталкиватель заготовок из печи с приводом и схемойуправления, распределитель их по ниткам стана и приводом и схемой управления, датчик наличия проката в каждой нитке первой клети черновой группы стана и соединенный с ним регулятор ритма загрузки, дополнительносодержит генератор времязадающих импульсов, а регулятор ритма загрузкисодержит счетчик прямого и счетчикобратного счета, которые связаны между собой шинами переноса, ключ, дели"тель частоты, одновибратор, схемусовпадений и инвертор. причем выходдатчика наличия проката в каждой нитке первой клети черновой группыстана соединен с .управляющим входомключа, с входом одновибратора и спервым входом схемы совпадений, а выход ключа через делитель частоты соединен со счетным входом счетчикапрямого счета, выход одновибраторас входом сброса счетчика прямого счета и с входомпереноса счетчикаобратного счета, выход генератора времязадающих импульсов соединен свторым входомключа и совпадений, с вторым входомсхемы, выход которой соединен сосчетным входом счетчика обратного счета, выход которого через инвертОРсоединен с третьим входом схеМы совпадений и с входами запуска схемуправления приводами-непосредственно.На фиг. 1 представлена блок-схемаустройства; на фиг. 2 - диаграммаее работы, например, при четырехниточной прокатке,Устройство для загрузки заготовок 1 - 12 и т.д. иэ нагревательной печи 13 в первую клеть 14 черновой группы стана, включающее вытачкиватель 151041185заготовок из печи с и всхемой 17 и авленри одом 16 и ет датчик 21 наличия прокатаи егоу р ения, распределитель выходным сигналом по управляющим вхо заготовок по но ниткам стана с при- дам открываются ключ 30 и схема 32 водом 19 и схемой 20 управления, со- совпадений. Импульсы генератЪ а 29 держит датчики 21 - 24ра ката в ка ой ни24 наличия про- времязадающих импульсов черезжд тке первой клети чер ные элементы попадают на счетный входз указан- новой группы стана, регуляторы 25 - 28 счетчика 35 обратного счета непосреда счетны вход счетчика режима загрузки и генератор. 29 время- ственно а на сч й торов ритма заг зки сзадающих импульсов. Каждый из регуля прямого счета - чеа - через делительров ритма загрузки содержит ключ 30, частоты 33 с коэффициентом деления К. одновибратор 31, схему совпадений 32, 10 Счетчик 35 обратного счета при отсчеделитель частоты 33, счетчик прямого те вьеденного в и К 34 и счети счетчик обратного 35 счета, со- . времени Ф 2 вырабатывает сигнал, котоединенные между собой шинами 36 пе- Рым через инвертор 37 по входу блокиреноса, инвертор 37, Выход каждого ровки схема 32 совпаден йе и закрываетналичия проката со ся, а по входу запуска включаются единен с управляющим входом ключа 30, схемы 17 и 20 управления привоодом обновибратора 31 и с управ-. выталкивателя 15 заготовок из печии одами ляющим входом схемы 32,совпадений. и распределителя 18 заг т Выход ключа че еэ еля заготовок по нита через делитель частоты . кам стана, и следующая заготовка 2 33 соединен сосчетным входом счетчи- входит во втор ка 34ка прямого счета, авыход одновибра 14 черновой группы стана. Счетчик 34 тора - с вхо ом сбмого счетад с роса счетчика пря- прямого счета в течение времен и с, чика 35 об атногета и с. входом переноса, счет- перемещения че ер з клеть заготовки14 прямого ио ратного счета. Счетчики . 1 при частотегенерато 29равремямеж собратного счета соединены. задающих, импульсов отсчду собой шинами 36 переноса. Вы импульсов й =Е /Ктитывает число ход генерато а 29 вр времяэадающих им-. нальное 1/4 времени с прокатки этой, пульсов сое инеи.и через сх сд .с вторымвходом ключа заготовки. В момент времени 1ему овпадений - сосчетным заготовки 1 иэ первой клети 14 станаи э выхода входом счетчика обратного счета. Вы- датчик 21 наличия проката отключаетход последнего через инвертор 37.со ся, ключ 30 но управляющему вход единен с вхо омд блокировйи схемы закрывается, счет импульсов счетчиоду совпадений и с вхо мдом запуска:схем ком 34 прекращается, срабатывает управления п ивоЭ схемер дами. одновибратор 31, его импульсомме используется имеющий входе переноса счетчика 35 обратногона вспомогательное значение задатчик 38 35 счета число Миз счетчика 34 прямого для Ручного ввода числа в счетчик 35 . счета по шинам 36 вводится в счетчикУст35, по входу сброса счетчик 34 пр я-раэом.стройство работает следующим об- мого счета очищается а схема 32Рсовпадений по входу блокировки подготавПеред загРузкой заготовок в стан 40 ливается к Работе. все Регуляторы ритма загрузки нахо-На фиг. 2 в функции текущего вредятся в исходном состоянии. Например мени 6 показана очередность входа в регуляторе 25 ритма в этом состоя- заготовок 1 - 12 и т.д. в стан, ании счетчик 34 прямогЬ счета сброшен .также диаграммы работы счетчиков пряна нуль по шинам 3У 36 задатчикомв 4 мого и обратного счета в регуляторах счетчик 35 обратного счета введено , 45 режима загрузки (ММ МЫ 2 Ь г 1 и М 28)Э, а выходе счетчика 35 при- каждой нитки. Текущее значение чисЛа ,У .Ует сигнал 0 , через ИнвЕртор.-., например,в счетчике 34 прямого счетаГ 37 на входе блокировки схем 32 сов- РеГулятора 25 ритма й,а в советчике падений присутствует сигнал "1 П, : 35 обратного счета - М . Моменты высхема готова к работе. В соответствии 50 1 работки команды на загрузку очередс количеством. работающих ниток зада- . ной, заготовки при йо = 0 в счетчиках делителеется коэффициент деления частоты на ,обратного счета всех регуляторов р ти д ителе ЗЗ. Например, при четырех-ма отмечены стрелками.ниточной прокатке этот коэффициентК =4, Из диаграммы фиг. 2 ) следует, чтоВ ыталкиватель 15 вв моменты Ф 2 входы заготовки 2 в станыдает из нагре- счетчик обратного счета в регуляторе вательной печи 13 заготовк 1у 1, кото- . 26 ритма начинает отсчитывать число рая распределителем 18. заготовок на- " й , а в момент времени 1 вырабатыправляется в соответствветствующую нитку вает команду на вход заготовки 3 в4стана, напрме пе взагрузки кото ойР Р, ервую, очередность 60 первую клеть, В моменты времениРу оторой определена настрой- и 1 регуляторы 27 и 28 ритма выРа-.е Екой схемы 20 авленупр ления приводом 19батывают команды на вход в перв6распределителя загот взаготовок по ниткам. клеть последующих заготовок 4 и 5.уюВ момент в емени ;р ни 1 входа заготов- Так как команда на вход в первуюки 1 в пе в нитр Ую ку стана срабатыва клеть заготовки 5 поступает в тот мо 1мент, когда заготовка 1 еще не вьпала из первой нитки, то заготовка 5 загружается в стан встык к заготовке 1,В момент входа заготовки 4 в первую клеть 14 стана (фиг-. 1 ) йо управляющему входу открывается схема 32 5 совпадений, и счетчик 35 обратного счета начинает отсчет числа йп, введенного в него при прокатке в первой клети заготовки 1. При отсчете этого числа в момент времени 1 во вторую 10 нитку первой клети стана вводится заготовка б (Фиг.2 1. Таким образом, временной интервал между моментами входа заготовок 5 и б в первую клеть стана равен /К. Регуляторы 2 б - 28 в моменты времени 18,9 иобеспечивают вход в первую клеть заготовок 7 - 9 таким образом, что временные интервалы между моментами входа этих заготовок в стан составляют/К, /К и Г /К..При прокатке партии металла, в ко-. торой заготовки имеют близкую одна к другой длину (ь" -фь" =и т.д. между моментами входа очередных заготовок в смежные нитки первой клети стана устанавливается постоянный временной интервал.При прокатке новой партии металла, внутри которой заготовки имеют другую длину, временной интервал между 30 ,моментами входа заготовок в первую клеть стана изменяется. Если после заготовки 9 под прокатку поступят заготовки 10,11,12 и т.д например,большей длины, то между ними устанавливается новый временной интервал т /К /К и т.д (Фиг. 2/,Работа устройства,не изменяется; при технологической необходимости перехода от четырехниточной прокатки к прокатке, например, в три или двенитки. В схеме устройства в этом случае задается коэффициент деления частоты,.равный трем или двум, что изменяет только интенсивность отсчета импульсов счетчика 34 прямого счета.Таким образом, при загрузке коор,динаты мест стыка заготовок ориентируются относительно положения заготовки в сос/ дней нитке: при двухниточной прокатке-относительно ее сере" дины, при трехниточной - относительно ее трети, при четырехниточной относительно ее четвертой части, Исключается воэможность одновременного прохождения через клети черновойгруппы станаутолщенных концов заготовок по соседним ниткам, так как при: прохождении места стыка заготовок любую клеть в соседних нитках прокатывается средний неутолщенный участок заготовки.Этим улучшается стабильность процесса непрерывной прокатки, снижается разнотолщинностьпо длине проката.Экономический эффект от внедрения устройства составляет 1 5 тыс.руб. для каждого сортового или проволочного многониточного стана./к г/к 7/к Ф/к Составитель В. Этингентор Н. Ивьдкая ТехредМ.Надь Корректор А. Эимокосо сное о и илиал ППП "Патент"., г. Умгород, Ул. Проектн аказ 7015/7ВНИ 113 Тирам 8 СПИ Государствен ло делам иэобре 035, Москва, Ж6огоенийРа ПодФета СССРткрытийая наб д
СмотретьЗаявка
3421097, 12.04.1982
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ОПЫТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ ЧЕРНОЙ МЕТАЛЛУРГИИ
ЕГОРОВ АЛЕКСАНДР ПЕТРОВИЧ, ЕГОРОВ ВЛАДИМИР СЕРГЕЕВИЧ, КУВАЕВ ВЛАДИМИР НИКОЛАЕВИЧ, МЕДВЕДЕВ КОНСТАНТИН ЕВГЕНЬЕВИЧ, СТАХНО ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: заготовок, загрузкой, многониточный, сортовой, стан
Опубликовано: 15.09.1983
Код ссылки
<a href="https://patents.su/5-1041185-ustrojjstvo-upravleniya-zagruzkojj-zagotovok-v-mnogonitochnyjj-sortovojj-stan.html" target="_blank" rel="follow" title="База патентов СССР">Устройство управления загрузкой заготовок в многониточный сортовой стан</a>
Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана

Номер патента: 1276388
Опубликовано: 15.12.1986
Авторы: Лебединский, Марков, Сарваров, Селиванов, Червяков
МПК: B21B 37/52
Метки: группе, заготовок, клетей, мелкосортно-проволочного, многониточной, натяжением, непрерывной, стана
...равенства(/6=а,г;=КМ. ь г=1,.,гг, (2) где М- заданное значение момента переднего натяжения для предыдущей клети данного межклетевого промежутка при однониточной прокатке; К - коэффициент пропорциональности. При таком выборе коэффициентов усиления а г= 1гг, при много- ниточной прокатке сигнал Г 6 на выходе задат 1276388ццк 8 момсцтя переднего цягяжсция опрслслится формулой1,. - КиМнн, - КМнн (3)где и - число заготовок, рокятываемых олцоврсмсццо и ва,кях смежцых клетей лаццого скк;с Своо промсжукя, я Мин= =тМ- зядяццос зцачсццс момента персдцсго цатяжспия .ля рсдылу 1 цей клети дяццого межклстсвого промежутка.ЛныгОги По Осуществляется цастройкя коэффцццецтов усиления по вхолам суммирующего усилителя, выопяопего функции задятчика 7...
Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана

Номер патента: 1026871
Опубликовано: 07.07.1983
Авторы: Акишин, Зинченко, Мазур, Парсенюк
МПК: B21B 37/00
Метки: входа, клети, непрерывного, полосы, прокатного, стана, угла
...направляющих роликов 3, в систему 5 управления их приводом 4 при входе сварного шва (синхронно) в ту клеть, перед которой установлены указанные направляющие ролики 3. Блок 16 клети Г выполнен на базе двух операционных усилителей сумматора и инвертора, соединенных последовательно. К одному входу сумматора подсоединен источник опорного напряжения отрицательной полярности Оо, к другому - выход толщиномера, установленного перед первой клетью. Прямил выходом блоков 16 является выход сумматора, а инверсным - выход инвертора, Йапряжение О на прямом входе блока 16 первой клети пропорционально величине перемещения опор роликов и определяется из выражения И0=-(К ,) = 5=Ь Р (Ь ф К 1 р ) ( )где О - Опорное напряжение, велй чину которого...
Рабочая клеть роликового стана холодной прокатки труб

Номер патента: 598665
Опубликовано: 25.03.1978
Авторы: Вердеревский, Дмитриев, Носаль, Сагалович, Соколовский, Чечулин, Шагиахметов
МПК: B21B 13/18
Метки: клеть, прокатки, рабочая, роликового, стана, труб, холодной
...под сепараторы 2 и 5 выполнены круговые направляющие 3, на которых закреплены через 180"- опорные профилированные планки 7.Каждый сепаратор составлен из отдельных соответственно числу раоочих роликов кассет 14, 15 и 16. Кассета 14 каждого сепаратора через вклалыши 7 соединена с ползунами 10 и 11, а через шарниры 18 и стержни 19 с пружинами 20 - с кассетами 15 и 16.Для сближения кассет на линии прокатки на каждой из них становлен направляющий штифт 21, а на сз гни не параллельно опорным профилированным планкам выполнены направляющие 22 радиального сближения.Дтгя удобства изготовления, ремонта и наст- З 5 ройки клети верхняя часть станины, расположенная в зоне прокатки, может быть выполнена съемной. Устройство работает следующим...
Способ управления редукционным станом с индивидуальными приводами клетей

Номер патента: 1072940
Опубликовано: 15.02.1984
Авторы: Зельдович, Ивоботенко, Паргамотникас, Филатов
МПК: B21B 37/78
Метки: индивидуальными, клетей, приводами, редукционным, станом
...управления редукционным станом с индивидуальными приводами клетей позволяет увеличить производительность стана за счет повышения надежности редуцирования без разрывов ослабленного участка трубной заготовки путем формирования режима пониженного натяжения, устанавливаемого в соответствии с измеренной толщиной стенки более тонкого из 2-х участков заготовки, примыкающих к сварному стыку, т. е. такого режима, который учитывает фактическую толщину стенки и соответственно ориентировочную прочность заготовки. Способ позволяет повысить выход годного за счет последовательной установки скоростей приводов предыдущих клетей, которые проходят сварной стык, до значений, соответствующих измеренной толщине стенки следующего за сварным стыком участка...
Устройство для регулирования угла входа полосы в клеть непрерывного прокатного стана

Номер патента: 1219197
Опубликовано: 23.03.1986
Авторы: Девятко, Дмитренко, Зинченко, Парсенюк
МПК: B21B 37/00
Метки: входа, клеть, непрерывного, полосы, прокатного, стана, угла
...зоне индикации датчика,9, установленногоперед клетью, последний срабатывает и сигнал о наличии шва поступает в блок 17 управления, где форЗ 0 мируется время задержки 2,чЭгде Ь - расстояние от датчика 9 швадо клети, м;35ч - скорость прокатки, м/с,- среднее время отработкиперемещения Ь Б опор роликов для дополнительного измерения Ь угла входа полосы в клеть, с.После окончания ь на выходеблока 17 управления появляется сигнал логической единицы, который открывает ключ 12, через инвертор 15 45закрывает ключи 11 и сбрасывает внуль управляемый измеритель 13 перемещения.Одновременно блок 17 управления начинает формировать следующуювременную задержку о.50К блоку 5 управления приводом 4опоры роликов 3 вместо выхода блока 7 сравнения моментов...
Предыдущий патент: Устройство для сортировки листов по толщине в потоке
Следующий патент: Устройство для определения среднего значения усилия прокатки
Случайный патент: Многостабильное пересчетное устройство