Автоматизированная сборочная линия
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1028477
Авторы: Вертоградов, Мелеховец, Митяшин, Мосолов





Текст
. ДОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Научно-исследовательский и конструкторско-.технологический институт теплозиергетического приборостроения , (,53) 621 9-:115(088.8);(561-:.1. Авторское свидетельство СССР -"9 521 б 6, кл,.В 23 Р 21/00/ В 23 6( 41102, И 75.; (54) (57): 1. АВТОМАТИЗИРОВАННАЯ СБОРОЧНАЯ ИЙЯИЯ,: содержащая станину скоммуникациями, манипуляторы, устройство управления и вертикально-замк: нутый конвейер с механизмами подъема для иередачи спутников между основ. ной и возвратной ветвями, причемвозвратная ветвь снабжена приводом .и располЮкена над основной ветвью,о т,л и ч а ю ща я с я тем, что,с целью увеличения надежности и плавности передачи спутников с основнойветви на возвратную и обратно, каждый механизм передачи спутниковснабжен подпружиненной платформой,свободно расположенной на дополнительно введенной зубчатой рейке.,соединенной с приводом механизмаподъема, а платформа снабжена двумяпарами шкивов, соединенных бесконечными лентами, причем пара ведущихшкйвов через дополнительно введенное зубчатое колесо связана с зубчатой рейкой.2. Сборочная линия по п,1, о тл и ч а ю щ а я с я . тем; что онаснабжена коробом, в котором установ-лена возвратная ветвь конвейера, акороб соединен со станиной с.помощью фЛдополнительных полых стоек, в кото"рых размещены механизмы йередачи спут С"ников н коммуникацииАвтоматизированная сборочная линия состоит иэ станины 1, вдоль 45 которой проходит основная ветвь 2 спутникового конвейера, например грейферного, снабженная устройствами фиксациине показаны) спутников 3. К станине 1 при помощи полых стоек 50 4 и 5 прикреплен короб б. В стойках 5 установлены одинаковые по конструкции, но различные ориентированные механизмы передачи 7 и 8 спутников 3. В стойках 4 и 5 смонтированы электрические и пневматические коммуникации не показаны), Возвратная ветвь 9 конвейера, как и основная ветвь 2, расположена параллельно направляющим 10 и снабжена приводом, например, электрическим 1 не показан). На нижней части короба 6 крепятся манипуляторы 11, вращательные и возвратно-поступательные сборочные устройства, например 12, На станине 1 установлены манипулятор 65 60 Изобретение относится к автоматизации механосборочных гроизводств в машино- и приборостроении.Известна автоматизированная линия сборки содержащая станину с коммуФ5 никациями, манипуляторы, устройство управления и вертикально-замкнутый конвейер с механизмами подъема для передачи спутников между основной и возвратной ветвями, причем возвратная ветвь снабжена приводом и расположена над основной ветвью 1.Однако эта линия не обеспечивает надежной и плавной передачи спутников с основной ветви на возвратную и обратно., 15Цель изобретения - увеличение надежности и плавности передачи спутников с основной ветви на возвратную и обратно.Эта цель достигается тем, что20 каждый механизм передачи спутников снабжен подпружиненной платформой, свободно расположенной на дополнительно введенной зубчатой рейке, соединенной с приводом механизма25 подъема, а платформа снабжена двумя парами шкивов, соединенных бесконечными лентами, причем пара ведущих шкивов через дополнительно введенное зубчатое колеса связана с зубчатой рейкой.Кроме того, линия снабжена коробом, в котором установлена возврат" .ная ветвь конвейера, а короб соединен со станиной с помощью дополнительных полых стоек, в которых разме"35 щены механизмы передачи спутников и коммуникации.На фиг. 1 изображена автоматизированная сборочная линия; на Фиг. 2- разрез А-А на Фиг. 1; на Фиг. 3 - 40 узел 1 на Фиг. 1; на Фиг. 4 - узел Й на фиг. 1; на Фиг. 5 - вид Б на фиг. 3 (спутник условно снят) . 13 и вибробункер 14. В коробе б сйон" тированы устройства управления 15 с транспарантами 16 и кнопками 17. Механизмы передачи 7 и 8 спутников 3 имеют приводы, например пневматические не показаны), со штоками которых соединены зубчатые рейки 18. На рейке 18 и направляющих 19 подвижно сидит платформа 20, подпружиненная в вертикальном направлении пружиной 21. Каждая рейка 18 находится в зацеплении с зубчатым колесом 22, жестко соединенным с ведущими шкивами 23. Пары ведущих 23 и ведомых 24 шкивов охвачены бесконечными лентами 25. Ведомые шкивы 24 поддерживаются кронштейнами 26, жест" ко соединенными с платформой 20. Причем расстояние между ними равно расстоянию между направляющими 10 конвейера и соответствует диаметру пальцев 27 спутника 3, На коробе б установлены верхние упоры 28 так, чтобы верхние ветви лент 25 были на одном уровне с поверхностями направляющих 10 возвратной ветви 9 конвейера. На упорах 28 смонтированы конечные выключатели 29 с роликами 30.МАвтоматизированная линия сборки работает следующим образом.В начале цикла грейфер основной ветви 2 конвейера перемещается влево, а механизм передачи 8 начинает поднимать рейку 18 вверх. С рейкой 18 перемещается платформа 20 и поднимается спутник 3 отконца основной ветви 2 конвейера до начала его возвратной ветви 9. При этом, от конеч" ного выключателя 29 в устройства управления ливией 15 идет сигнал, включающий ветвь 9 конвейера. Дальнейшее перемещение рейки 18 вверх вызывает вращение зубчатого колеса 22 против часовой стрелки и перемещение спутника 3 платформы 20 на возвратную ветвь 9 конвейера. После некоторого выстоя в верхнем положении механизм 8 возвращает платформу 20 с исходное нижнее) положение. Одновременно начинает перемещаться вниз рейка механизма 7. Она перемещается относительно неподвижной платформы 20, вращая колеса 22, шкивы 23 и 24 и затягивая лентами 25 спутник 3 с возвратной ветви 9 конвейера на кронштейны 26. После ухода платформы 20 механизма 7 с упора 28 вниз конечный выключатель 29 через систему управления останавливает привод движения возвратной ветви 9 конвейера, чтобы не сбросить находящийся там спутник (число спутников на возвратной ветви 9 зависит от ее длины, скорости и длительности цикла) После совершения хода от возвратной ветви 9 до основной ветви 2 конвейера платформа 20 механизма 7 укладываетспутник Э на начало направляющих 10основной ветви, После окончания рабочего (технологического) времени цикла спутники 3 на прямой ветви конвейера расфиксируются автоматическии .переносятся грейфером на один шагвправо по фиг. 1. После этого механизм 7 уходит вверх и вся транспортная часть сборочной ливии приходитв исходное положение. Такое конструктивное выполнениемеханизмов передачи спутников с основ"ной ветви на возвратную повышает.надежность работы линии, потому чтОвыдача спутников с платформы и их 5 "затаскиваниеф на платформу происходит плавно, так как фрикционная связьбесконечной ленты со спутниками пре-.пятствует развитию больших уско-рений.1028477 Составител Техред А. Б И. Щивьевинец Коррект В кто Пов 48 о л ППП "Патент", г. Ужгород, ул. Проектная ф 60/12 Тираж 760 ВНИИПИ Государственногпо делам иэобретени 35, Москва, Ж, Рауш Подпикомитета СССи открытийая наб., д.
СмотретьЗаявка
3350980, 26.10.1981
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ТЕПЛОЭНЕРГЕТИЧЕСКОГО ПРИБОРОСТРОЕНИЯ
МЕЛЕХОВЕЦ КОНСТАНТИН АНТОНОВИЧ, ВЕРТОГРАДОВ ОЛЕГ НИКОЛАЕВИЧ, МИТЯШИН ИГОРЬ ПЕТРОВИЧ, МОСОЛОВ ВАЛЕРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B23Q 41/02
Метки: автоматизированная, линия, сборочная
Опубликовано: 15.07.1983
Код ссылки
<a href="https://patents.su/5-1028477-avtomatizirovannaya-sborochnaya-liniya.html" target="_blank" rel="follow" title="База патентов СССР">Автоматизированная сборочная линия</a>
Устройство для передачи информации между линиями связи

Номер патента: 951361
Опубликовано: 15.08.1982
Автор: Кузавков
МПК: G08C 19/16
Метки: информации, линиями, между, передачи, связи
...а магистральный усилитель 1 продолжает оставатт-. ся в сосгоянии, когда его выходное сопротивление велико и он является факты- чески отключенным от линии связи 3.После окончания передачи информации в магистральных линиях связи 3 и 4 устанавливается потенциал логической "1, устройство приходит в свое исходное состояние, Триггер 9 остается в том состоянии, в котором он находился при последней передаче. Еспи спедуюший абонент, передающий информапию, будет абонентом магистральной линии 3, то триггер 9 продопжает оставаться в состоянии логического "0.Процесс передачи информации из магистральной,пинии 4 в магистральную линию 3 аналогичен рассмотренному за исключением той разницы, что триггер 9 устанавливается в состояние логической "1", а...
Устройство для передачи информации между линиями связи

Номер патента: 888167
Опубликовано: 07.12.1981
Автор: Кузавков
МПК: G08C 19/16
Метки: информации, линиями, между, передачи, связи
...в состоянии логического нуля. щ Процесс передачи информации из второй 2 усилители, первую 3 и вторую 4 линии связи первый И-НЕ 5 и второй 25 ЗО 35 не влиять на потенциал в линиях 3, 4. гического нуля, если какой-то из абонентов, работающих с данной линиейсвязи,: передает информацию. Поскольку линии связи работают с абонентами в режиме разделения времени, тов данный момент времени с линиямиможет работать только один абонент.В .,ледующий интервал времени работает другой абонент и т,д, Триггер 9является установочным триггером,Пусть это будет триггер, первый входоторого является входом Р а второйвход - 5 . В исходном состоянии слиниями 3, 4 абоненты не работаюти н этих линиях установлен потенциал,соответствующий логической единице. 4 О 45...
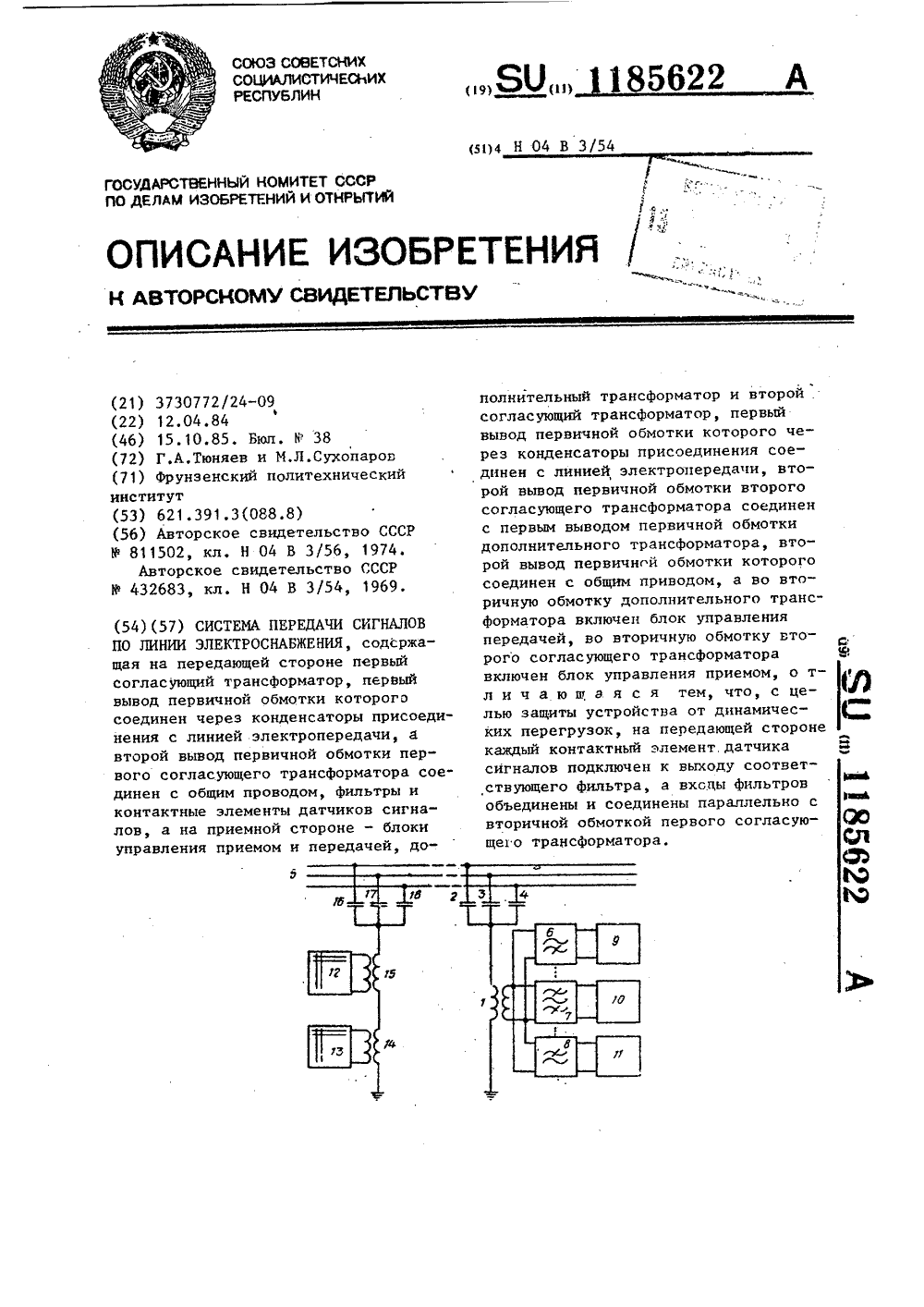
Система передачи сигналов по линии электроснабжения
Номер патента: 1185622
Опубликовано: 15.10.1985
МПК: H04B 3/54
Метки: линии, передачи, сигналов, электроснабжения
...геофизических исследований скважин малого диаметра, буримых грунтопроходческими машинами с электрическим приводом,Цель изобретения - защита устройства от динамических перегрузок.На чертеже приведена структурнаяэлектрическая схема системы передачисигналов по линии электроснабжения.Система передачи сигналов по линии электроснабжения на передающейстороне содержит первый согласующий 15трансформатор 1, конденсаторы присоединения 2, 3 и 4, линию электропередачи 5, фильтры 6, 7 и 8, контактные элементы 9, 10 и 11 датчиковсигналов, а на приемной стороне - 20блок 12 управления приемом, блок 13управления передачей, дополнительныйтрансформатор 14, второй согласующийтрансформатор 15, конденсаторы присоединения 16, 17 и 18. 25Система передачи...
Реечная зубчатая передача с арочной линией зубьев

Номер патента: 1188402
Опубликовано: 30.10.1985
МПК: F16H 1/08
Метки: арочной, зубчатая, зубьев, линией, передача, реечная
...собой дуги окружностей одного радиуса В . Сечения делительной плоскостью вогнутой стороны активной поверхности зуба рейки и выпуклой стороны активной поверхности сопряженного зуба колеса представляют собой дуги окружностей с равными радиусами В.При работе передачи зубья рейки 1 входят в зацепление с зубьями колеса 2 и передача передает нагрузку,Предложенная геометрия наряду с наличием постоянной толщины основания зуба в направлении действия контактных усилий ооеспечивает нечувствительноо сть з ацепления к по грешно стям изменения расстояния между делительной плоскостью рейки и осью вращения колеса, что увеличивает несущую способность реечной передачи в 1,4-1,6 раза. ления,Фигд Заказ 6724 раж 897 . Подписное В Пате г.ужгород,...
Способ передачи сигналов по линиям электропередачи и устройство для его осуществления

Номер патента: 1300525
Опубликовано: 30.03.1987
Авторы: Беляков, Сагутдинов, Селивахин, Слонов, Шульц
МПК: G08C 19/16
Метки: линиям, передачи, сигналов, электропередачи
...с амплитудой импульсного сигнала, передаваемого по линии 3 электропередачи, иформирует прямоугольные импульсы сдлительностью выделенной помехи. Вэлементе И 2 О происходит сравнениесовпадения по времени, т,е. по Фазеотносительно напряжения линии 3 элеккак импульсная помеха, на изменение Фазы передачи сигнала выход кодера 4 через инвертор 9 включен на первый вход элемента И 20, что обеспечивает наличие нулевого сигнала на выходе элемента И 20 при работе генератора 1.Если длительность выходного импульса одновибратора 17 станет равной длительности периода напряжения линии 3 электропередачи, то сигнал управления генератором 1, получаемый на выходе Формирователя 13, совпадает по времени с сигналом на выходе форфирователя 12, который...