Резинотканевая манжета и способ ее изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 870811
Авторы: Ильвовский, Сидоренко

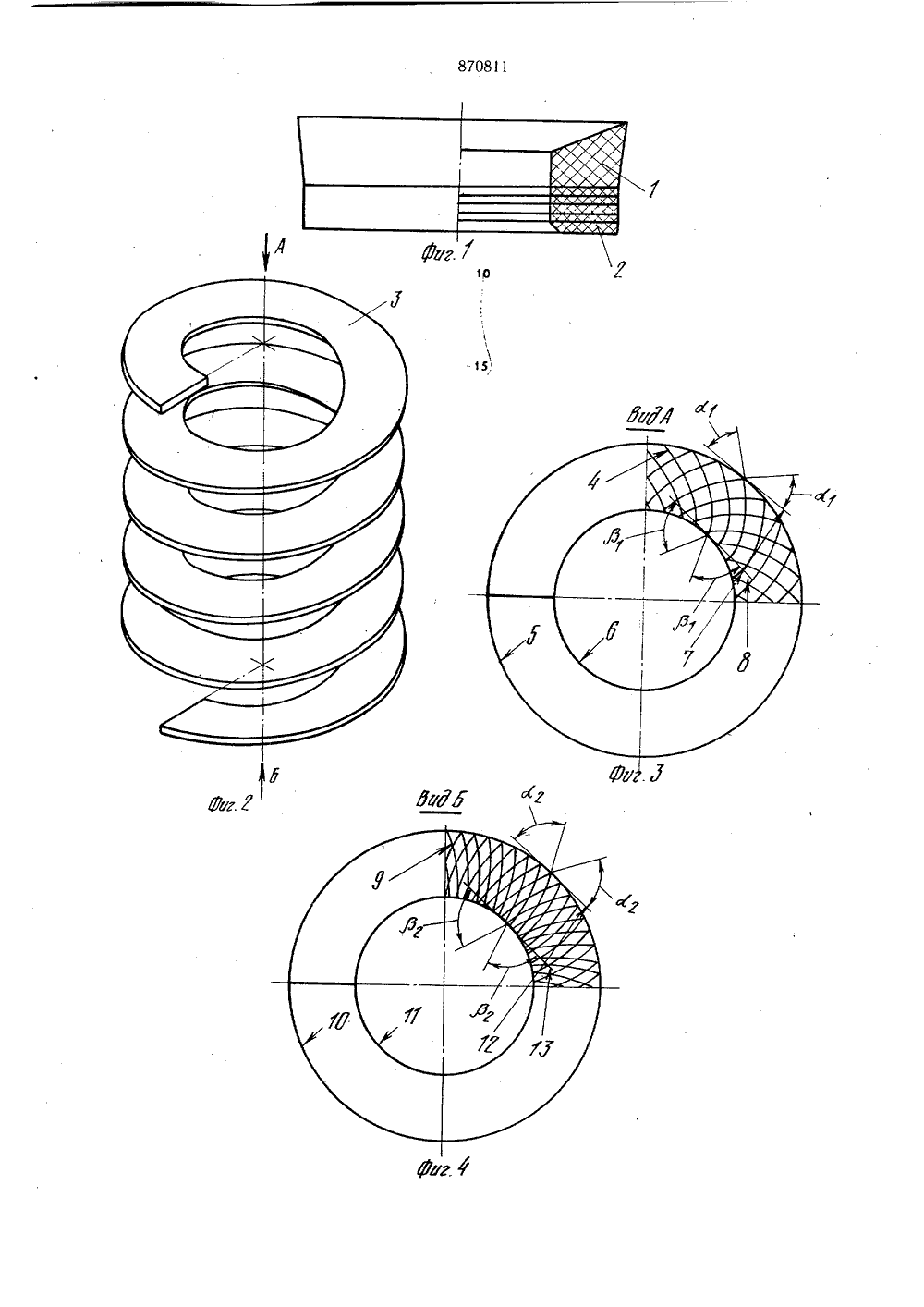

Текст
по делам изобретеиий и открытий(71) Заявител АНЖЕТА И СПОСЛЕНИЯ 2 нии. Это увел стыке с опоро т к отслоениюсущественно звестный спос е позволяет и льно частои, таким сурс манения ман- меченного является плавного лении от с присоединением заявки(54) РЕЗИНОТКАНЕВАЯЕЕ ИЗГОТО Изобретение относится к уплотнительнои технике и может быть использовано при конструировании и изготовлении уплотнительных устройств, преимущественно поршней буровых насосов, содержащих манжеты с опорной частью из резиноткани.Известна резинотканевая манжета поршня бурового насоса с уплотнением из резины и опорой, выполненной в виде монолитного навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета из резиноткани, в каждом из слоев которого все нити оканчиваются на наружной и внутренней ограничивающих поверхностях под углом, отличным от 0 относительно касательных к этим поверхностям 1.Известен способ изготовления резинотканевой манжеты, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты шириной, равной ширине опоры, и навивку лент по винтовой линии вдоль оси манжеты 12.Известное устройство обладает существенным недостатком. Вследствие постоянной жесткости рези нотканевой части манжеты на стыке резинового уплотнения и резинотка невой опоры образуется концентрация напряже ичивает износ уплотнения на й, сравнитеприводи последнейобразом, снижает режеты. И об изготовлжеты н збежать отнедостатка.Целью изобретения увеличениересурса манжеты путем повышения ее жесткости в направ уплотнения к опоре.Указанная цель достигается тем, что всенити манжеты оканчиваются на указанных поверхностях в слоях, расположенных ближе к уплотнению, под меньшим углом, чем в более отдаленных слоях. При таком исполнении нити в более близких к уплотнению слоях расположены более редко, а в дальних слоях более плотно. Это повышает жесткость манжеты в направлении от уплотнения к опоре, что ведет к увеличению ресурса.По способу изготовления такой манжетыткань раскраивают на сужающиеся ленты начальной шириной, равной ширине опоры.Перед навивкой ленты вытягивают в поперечном направлении до ширины опоры. Указанные операции позволяют изготовить пред 870811лагаемую манжету с отмеченной выше особенностью расположения нитей в слоях пакета, имеющую увеличенный ресурс,На фиг, 1 представлен продольный разрезрезинотканевой манжеты; на фиг. 2 - навитый по винтовой линии пакет из резиноткани; на фиг. 3 - вид А на фиг. 2 с расположением нитей в более близком к уплотнению слое; на фиг. 4 - вид Б на фиг. 2с расположением нитей в более отдаленномслое; фиг. 5 иллюстрирует способ изготовления манжеты.Резинотканевая манжета состоит из резинового уплотнения 1 и резинотканевойопоры 2. Последняя выполнена в виде навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета 3 15из резиноткани, В каждом слое этого пакетавсе нити 4 оканчиваются на наружный 5и внутренней 6 ограничивающих поверхностях под углом соответственнои фь отличным от 0 относительно касательных 7и 8 к этим поверхностям, При этом в слоях,расположенных ближе к уплотнению, этинити расположены под меньшим углом, чемв более отдаленных слоях, например нити 9слоя, выходящие на наружную 10 и внутреннюю 11 ограничивающие поверхностипод углом соответственно 4 и 8 относительно касательных 12 и 13.Нити 4 в более близком к уплотнениюслое расположены более редко, а нити 9в более отдаленном слое вболее плотно.Плавное увеличение плотности расположения нитей в слоях повышает жесткость манжеты в направлении от уплотненияк опоре,резко снижает концентрацию напряженийна стыке резинового уплотнения и резинотка невой опоры и существенно повышаетресурс манжеты.Такая резино 1 каневая манжета можетбыть изготовлена только по способу, изложенному ниже. Он включает раскрой тканипрямого перекрестного плетения по диагонали на сужающиеся ленты 14 начальной 40шириной, равной ширине опоры, вытягивание ленты 14 на участке 15 в поперечномнаправлении в ленту 16 шириной, равнойширине опоры, и последующую навивкупо винтовой линии вдоль оси манжеты сполучением пакета 17.45Благодаря вытягиванию все более узкойленты до постоянной ширины ткань переднавивкой уплотняется все значительнее,и последующие слои становятся все болеежесткими. Полученная в результате навивки50опора устанавливается в пресс-форму как закладная деталь первым навитым слоем в сторону уплотнения и вулканизуется совместно с последним.Таким образом, предлагаемый способ изготовления обеспечивает повышение жесткости манжеты в направлении от уплотнения к опоре.При использовании крупноячеистой ткани первые слои в пакете представляют собой плавный переход от резинового уплотнения к резинотканевой опоре, последние - жесткий монолит с плотным расположением нитей, средние слои имеют промежуточную жесткость. При этом концентрация напряжений на отдельных участках манжеты практически исключается.Изготовление манжеты по описанному способу обеспечивает повышение ресурса поршня за счет увеличения надежности манжеты в работе.Формула изобретения. Резинотканевая манжета, например поршня бурового насоса, с уплотнением из резины и опорой, выполненной в виде монолитного навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета из резиноткани, в каждом из слоев которого все нити оканчиваются на наруж; ной и внутренней ограничивающих поверхностях под углом, отличным от 0 относительно касательных к этим поверхностям, отличающаяся тем, что, с целью увеличения ресурса манжеты путем повышения ее жесткости в направлении от уплотнения к опоре, все нити в последней оканчиваются на упомянутых поверхностях в слоях, расположенных ближе к уплотнению, под меньшим уг-, лом, чем в более отдаленных слоях.2. Способ изготовления резинотканевой манжеты, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты шириной, равной ширине опоры, и навивку лент по винтовой линии вдоль оси манжеты, отличающийся тем, что ткань раскраивают на сужающиеся ленты начальной шириной, равной ширине опоры, которые перед навивкой вытягивают в поперечном направлении до ширины опоры.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР607083, кл. Г 16 Л 15/32, 1976.2. Патент ФРГ1083093, кл. 47 1 19/02, опублик. 1960 (прототип).ник дактор Н. Ахм каз 8387/4 Составитель Г. Бутедова Техред А. БойкасТираж 009ВНИИПИ Государственного комитепо делам изобретений и о 1 к113035, Москва, Ж - 35, Раушскаялиал ППП Патент, г. Ужгород, ул Корректор Г. РешПодписноеа СССРытийаб., д, 4/5Проектная, 4
СмотретьЗаявка
2854376, 18.12.1979
Заявитель
СИДОРЕНКО ОЛЕГ ЯКОВЛЕВИЧ, ИЛЬВОВСКИЙ ЛЕВ ЛЬВОВИЧ
МПК / Метки
МПК: F16J 15/32
Метки: манжета, резинотканевая
Опубликовано: 07.10.1981
Код ссылки
<a href="https://patents.su/4-870811-rezinotkanevaya-manzheta-i-sposob-ee-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Резинотканевая манжета и способ ее изготовления</a>
Способ уплотнения укладки ленты на ленточных и подобных машинах

Номер патента: 582162
Опубликовано: 30.11.1977
Авторы: Денисов, Каралашвили, Пак, Тюков
МПК: B65H 54/80
Метки: ленточных, ленты, машинах, подобных, укладки, уплотнения
...способу уплотненной укладки ленты в таз подвижное дно 1 (си, фиг. 1) таза 2 при помощи средства Здля подъема и опускания подвижното дна поднимают к верхней тарелке 4 лентоукладчика. Затем включают устройство 5 привода верхней 4 и нижней 6 тарелок лентоукладчика и начинают укладку лентыв результате чего образуется паковка лепты в виде слоев 7 (см. фиг, 2). В процессе укладки ленты при помощи средства 3 опускают подвижное дно 1 так, что лента, укладываясь витками, сжимается между верхней тарелкой 4 лентоукладчика и подвижным дном 1. Максимальная степень уплотнения обуславливается возможностью нормальной выборки ленты из таза на последующем переходе в технолотической цепочке. При этосом,паковка ленты, будучи сжатой вследстТираж 110 зд....
Устройство для уплотнения нитей на навое к текстильным машинам

Номер патента: 717172
Опубликовано: 25.02.1980
Авторы: Голубенкова, Худякова
МПК: D02H 5/00
Метки: машинам, навое, нитей, текстильным, уплотнения
...угол вокруг оси шарнирного соединения 6 в горизонтальной плоскости. Корпус 2 каретки 1 с помощью двух пар колес 7 устанавливается на направляюцих 3. Перемещение корпуса 2 каретки 1 по направляющим 3 происходит от двух шестерен 8, установленных наобщей оси 9 и сцепленных с направляощимирейками 10, укрепленными на корпусе 2. Вращение оси 9 осуществляется от пневмоци 35 линдра 5 через цепню передачу,На каретке 2 с помощью опор 11 закреплена дополнительная скалка 2. Скалка 12установлена в опорах 11 с возможностью свободного вращения относительно своей оси.Части 13 раздвижной скалки лежат на роликах 14 и связаны между собой через зубчато-реечные передачи 15 и пневмоцилиндр 16 двойного хода. Пневмоцилиндр 16 и корпус передачи 15 закреплены...
Устройство для уплотнения нитей

Номер патента: 702084
Опубликовано: 05.12.1979
Авторы: Данилюк, Доронин, Кузнецов, Михалева, Сорокина, Шкрабов
МПК: D02J 1/04
Метки: нитей, уплотнения
...от угла между прорезью и осью каналов для подачи воздуха.Устройство для уплотнения нитей содержит патрубок 1 для подачи воздуха в корпус 2 с заправочной прорезью 3, Внутри корпуса расположена втулка 4, имеющая обрабатывающий канал 5, сообщенный с заправочной прорезью 6 исоосными, расположенными перпендикулярно от втулки каналами 7 для подачи воздуха в обрабатывающий канал 5, при этом заправочная прорезь 6 расположена под углом 25-400 к оси каналов 7 для подачи воздуха.Устройство работает следующим образом.Нить подносится к заправочной прорези, втягивается через нее в обрабатывающий канал, после чего начинается процесс обработки нити воздухом. Филаменты в нити переплетаются между собой и образуют уплотненные участки, Расположение...
Грузонесущая опора конвейера для транспортирования грузов различной ширины

Номер патента: 1049371
Опубликовано: 23.10.1983
Авторы: Годзданкер, Кравченко
МПК: B65G 13/00
Метки: грузов, грузонесущая, конвейера, опора, различной, транспортирования, ширины
...конструкции грузонесушей опоры конвейера.Эта цель достигается тем, что в грузо- несущей опоре конвейера для транспортирования грузов различной ширины, содержащей пару роликов, смонтированных на приводном винтовом валу, приводную звездочку, свободно установленную на указанном валу между роликами, и телескопические тяги, связанные со звездочкой, расположенные параллельно валу и жестко прикрепленные концами наружных звеньев к внутренним торцам одних из роликов, концы внутренних звеньев тяг жестко прикреплены к внутренним торцам других роликов, а в звездочке выполнены отверстия, в которых свободно размещены тяги. 30 35 40 45 50 55 На чертеже изображена грузонесушая опора конвейера, общий вид.Грузонесущая опора содержит винт 1, установленный...
Рукав

Номер патента: 846912
Опубликовано: 15.07.1981
Авторы: Владимиров, Желтышев, Малышев, Мешенников
МПК: F16L 11/06
Метки: рукав
...я тем, что,с целью повышения качества рукава,в нем все силовые слои наложены содинаковыми шагами винтовой линии,и соотношение этих шагов к среднемудиаметру силовых слоев составляет2,175-2,325.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство, СССР9 482950, кл. Г 16 1. 11/10, 1969.2. Лепетов В.А. и др, Расчеты и,ц. Л. Химия 1977, с. 132-135. 3 84 давления. Особенно это отражается на работоспособности рукача при нагружении его пульсирующим давлением.Цель изобретения - повышение качества рукава и упрощение оборудования и технологии для его изготовления.Для достижения цели в известном рукаве, содержащем внутреннюю полимерную камеру, не менее двух силовых .слоев из гибкого материала, наложенных по винтовой...
Предыдущий патент: Уплотнительное устройство б. д. оренбойма
Следующий патент: Уплотнение манжетного типа
Случайный патент: Установка для съема огнеупорных изделий