Линия для нанесения изоляции натрубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
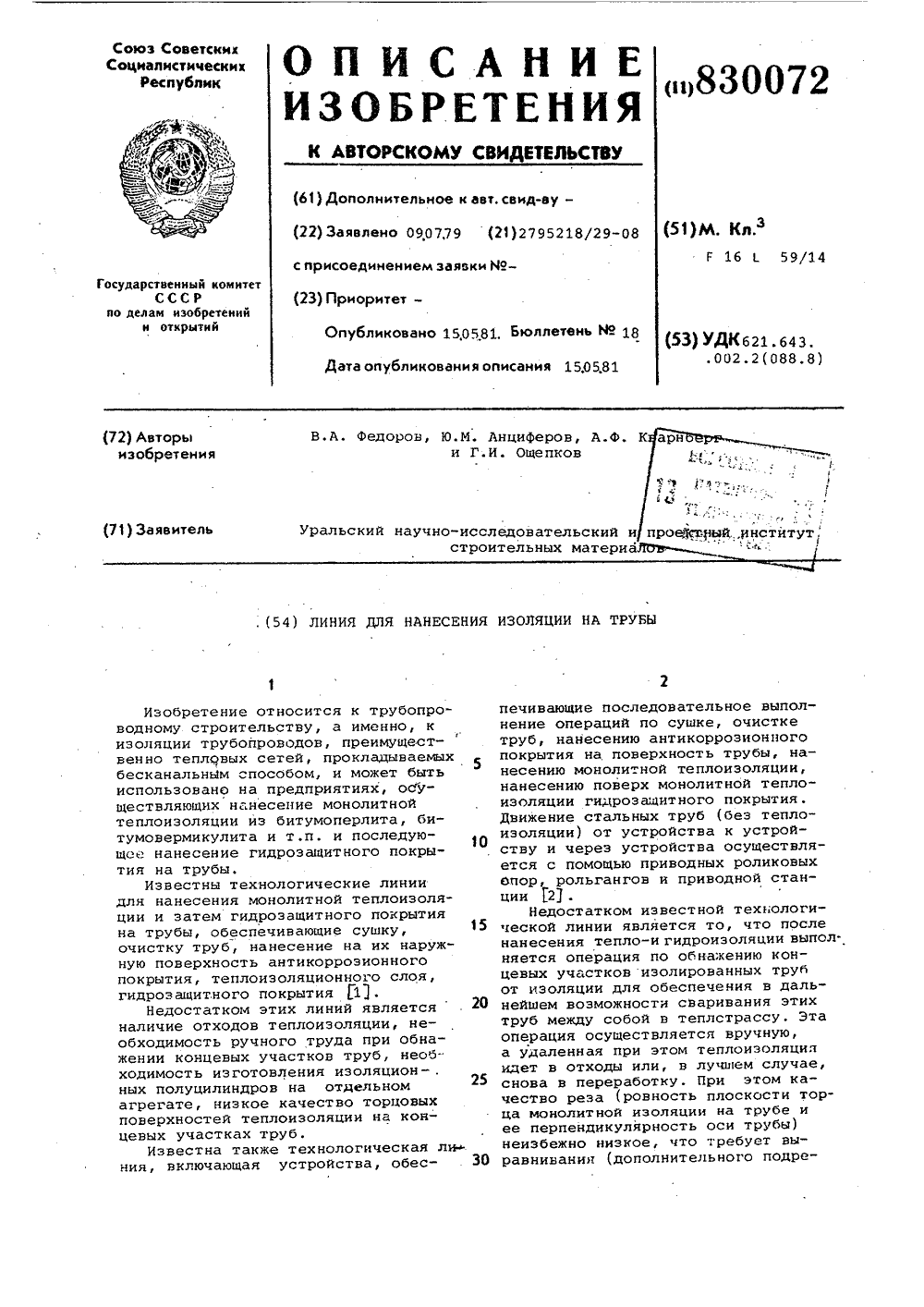
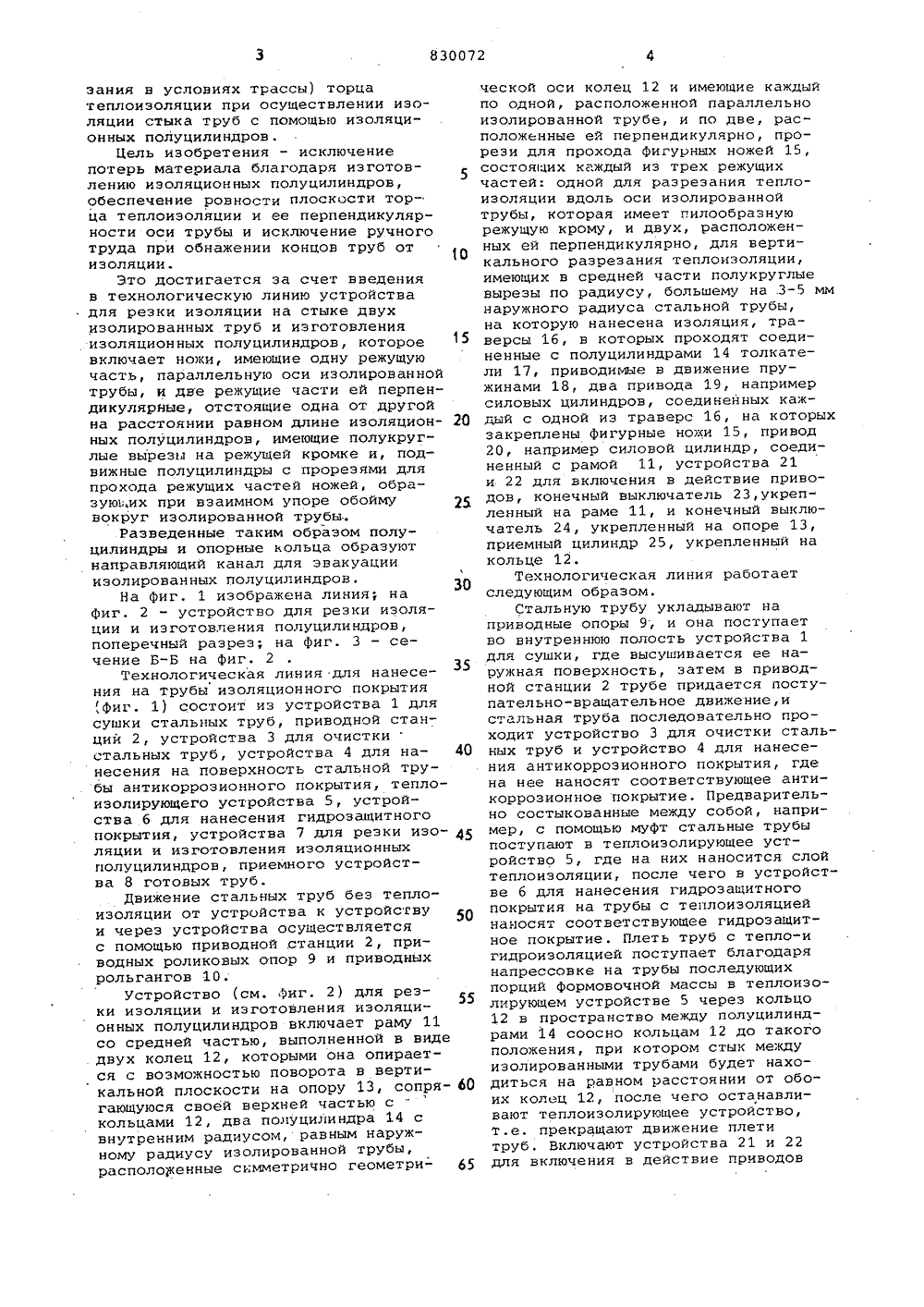
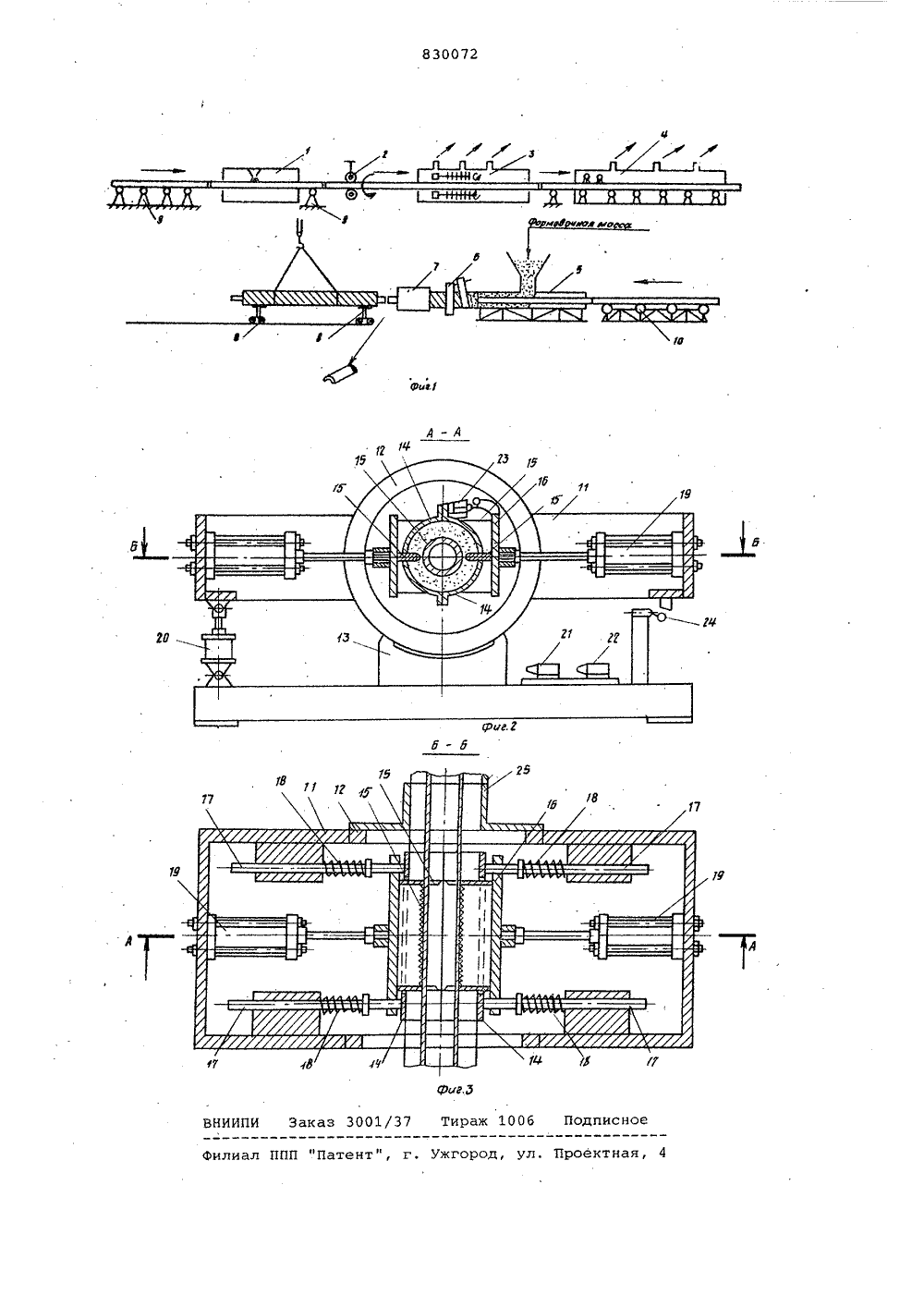
Союз Советских Социалистических Республик(22) Заявле 0779 (2 ) 2795218/29-0 К 3659/14 с присоединением заявки Ко рствеииыи комСССРлам изобретеи открытий те(23) Приорите Опублико ано 15,0581, Бюллетень Йо 1 икования описания 15,05,81(72) Авторы изобретения Федоров, Ю.М. Анциферов, Аи Г.И. Ощепков итут Уральский научно-исследовательский и строительных материа) ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ИЗОЛЯ А ТРУБЫ тори Изобретение относится к трубопроводному строительству, а именно, к изоляции трубопроводов, преимущественно тепловых сетей, прокладываемых бесканальнЫм способом, и может быть использовано на предприятиях, осуществляющих нанесение монолитной теплоизоляции из битумоперлита, битумовермикулита и т.п. и последующее нанесение гидрозащитного покрытия на трубы.Известны технологические линии для нанесения монолитной теплоизоляции и затем гидрозащитного покрытия на трубы, обеспечивающие сушку, очистку труб, нанесение на их наружную поверхность антикоррозионного покрытия, теплоизоляционного слоя, гидрозащитного покрытия (1).Недостатком этих линий являетсяналичие отходов теплоизоляции, необходимость ручного труда при обнажении концевых участков труб, необходимость изготовления изоляцион- . ных полуцилиндров на отдельном агрегате, низкое качество торцовых поверхностей теплоизоляции на концевых участках труб.Известна также технологическая ли. ния, включающая устройства, обеспечивающие последовательное выполнение операций по сушке, очистке труб, нанесению антикоррозионного покрытия на поверхность трубы, нанесению монолитной теплоизоляции, нанесению поверх монолитной теплоизоляции гидрозащитного покрытия.Движение стальных труб (без теплоизоляции) от устройства к устройству и через устройства осуществляется с помощью приводных роликовых Опор, рольгангов и приводной станции 123 .Недостатком известной технологической линии является то, что после нанесения тепло-и гидроизоляции выпс няется операция по обнажению концевых участков изолированных труб от изоляции для обеспечения в даль нейшем возможности сваривания этихтруб между собой в теплотрассу. Эта операция осуществляется вручную, а удаленная при этом теплоизоляция идет в отходы или, в лучшем случае, снова в переработку. При этом качество реза (ровность плоскости ца монолитной изоляции на трубе ее перпендикулярность оси трубы) неизбежно низкое, что требует вы равнивания (дополнительного подре 830072зания в условиях трассы) торцатеплоизоляции при осуществлении изоляции стыка труб с помощью изоляционных полуцилиндров,Цель изобретения - исключениепотерь материала благодаря изготовлению изоляционных полуцилиндров,обеспечение ровности плоскости торца теплоизоляции и ее перпендикулярности оси трубы и исключение ручноготруда при обнажении концов труб отизоляции.Это достигается за счет введенияв технологическую линию устройствадля резки изоляции на стыке двухизолированных труб и изготовленияизоляционных полуцилиндров, котороевключает ножи, имеющие одну режущуючасть, параллельную оси изолированнойтрубы, и две режущие части ей перпендикулярные, отстоящие одна от другойна расстоянии равном длине изоляционных полуцилиндров, имеющие полукруглые вырезы на режущей кромке и, подвижные полуцилиндры с прорезями дляпрохода режущих частей ножей, образуюк.их при взаимном упоре обойму 2вокруг изолированной трубыРазведенные таким образом полуцилиндры и опорные кольца образуютнаправляющий канал для эвакуацииизолированных полуцилиндров.На фиг. 1 изображена линия; нафиг. 2 - устройство для резки изоляции и изготовления полуцилиндров,поперечный разрез; на фиг. 3 - сечение Б-Б на фиг. 2Технологическая линия для нанесения на трубы изоляционного покрытия,фиг. 1) состоит из устройства 1 длясушки стальных труб, приводной станции 2, устройства 3 для очисткистальных труб, устройства 4 для нанесения на поверхность стальной трубы антикоррозионного покрытия, теплоизолирующего устройства 5, устройства 6 для нанесения гидрозащитногопокрытия, устройства 7 для резки изоляции и изготовления изоляционныхполуцилиндров, приемного устройства 8 готовых труб.Движение стальных труб без теплоизоляции от устройства к устройствуи через устройства осуществляетсяс помощью приводной станции 2, приводных роликовых опор 9 и приводныхрольгангов 10,устройство (см, иг. 2) для резки изоляции и изготовления изоляционных полуцилиндров включает раму 11со средней частью, выполненной в видедвух колец 12, которыми она опирается с возможностью поворота в вертикальной плоскости на опору 13, сопрягающуюся своей верхней частью скольцами 12, два полуцилиндра 14 свнутренним радиусом, равным наружному радиусу изолированной трубы,расположенные симметрично геометрической оси колец 12 и имеющие каждый по одной, расположенной параллельно изолированной трубе, и по две, расположенные ей перпендикулярно, прорези для прохода фигурных ножей 15, состоящих каждый из трех режущих частей: одной для разрезания теплоизоляции вдоль оси изолированной трубы, которая имеет пилообразную режущую крому, и двух, расположенных ей перпендикулярно, для вертикального разрезания теплоизоляции, имеющих в средней части полукруглые вырезы по радиусу, большему на .3-5 мм наружного радиуса стальной трубы, на которую нанесена изоляция, траверсы 16, в которых проходят соединенные с полуцилиндрами 14 толкатели 17, приводимые в движение пружинами 18, два привода 19, например силовых цилиндров, соединенных каждый с одной из траверс 16, на которых закреплены фигурные ножи 15, привод 20, например силовой цилиндр, соединенный с рамой 11, устройства 21 и 22 для включения в действие приводов, конечный выключатель 23,укрепленный на раме 11, и конечный выключатель 24, укрепленный на опоре 13, приемный цилиндр 25, укрепленный на кольце 12.Технологическая линия работает следующим образом.Стальную трубу укладывают на приводные опоры 9, и она поступает во внутреннюю полость устройства 1 для сушки, где высушивается ее наружная поверхность, затем в приводной станции 2 трубе придается поступательно-вращательное движение,и стальная труба последовательно проходит устройство 3 для очистки стальных труб и устройство 4 для нанесения антикорроэионного покрытия, где на нее наносят соответствующее антикоррозионное покрытие. Предварительно состыкованные между собой, например, с помощью муфт стальные трубы поступают в теплоизолирующее устройство 5, где на них наносится слой теплоизоляции, после чего в устройстве 6 для нанесения гидрозащитного покрытия на трубы с теплоизоляцией наносят соответствующее гидрозащитное покрытие. Плеть труб с тепло-и гидроизоляцией поступает благодаря напрессовке на трубы последующих порций формовочной массы в теплоизолирующем устройстве 5 через кольцо 12 в пространство между полуцилиндрами 14 соосно кольцам 12 до такого положения, при котором стык между изолированными трубами будет находиться на равном расстоянии от обоих колец 12, после чего останавливают теплоиэолирующее устройство, т.е. прекращают движение плети труб, Включают устройства 21 и 22 для включения в действие приводови, тем самым, приводят в действие приводы 19, под воздействием которых траверсы 16 с фигурными ножами 15 перемещаются навстречу друг другу. Одновременно с началом движения траверс 16 разжимаются пружины 18, которые, воздействуя на бурты толкателей 17, перемещают навстречу друг другу полуцилиндры 14 до их взаимного упора, при этом полуцилиндры 14 образуют вокруг изолированной трубы обойму, а фигурные ножи 15 начинают вдавливаться в гидро-и тепло- изоляцию и разрезают ее на изоляционные полуцилиндры. Движение ножей 15 продолжается до выключения устройства 21. Благодаря воздействию тра верс 16 на конечный выключатель 23, который одновременно включает устройство 22 для включения в действие привода 20, под действием которого происходит поворот рамы 11, чем обес- ц печивается смещение разрезанной изоляции относительно стальной трубы поворот рамы 11 ограничивается конечным выключателем 24, который выключает устройство 22 для включения в работу привода 20 и одновременно включает устройства 21 для включения привода, чем обеспечивается разведение полуцилиндров 14, возврат рамы 11 в первоначальное положение и удаление ножей 15 из теплоизоляции, ЗО причем в этом положении разведенные полуцилиндры 14, кольца 12, а при диаметре монолитной теплоизоляции, меньшем внутреннего диаметра колец 12, приемный цилиндр 25, устанавли ваемый на кольцо 12, образуют направляющий канал, по которому после включения теплоизолирующего устройства 5 благодаря напрессовке новых порций теплоизоляции на трубу происхо Ц дит эвакуация готовых изоляционных полуцилиндров из устройства 7. Изолированные трубы с обнаженными концами расстыковываются. На следующем стыке труб вся операция повторяется. Готовые изолированные трубы поступают на приемное устройство 8 готовых труб, с которого транспортируются на склад готовой продукции. Формула изобретения1. Линия для нанесения изоляции на трубы, включающая устройство для сушки стальных труб, приводную станцию, устройство для очистки труб, устройство для нанесения антиксррозионного покрытия, теплоиэолирующее устройство, устройство для нанесения гидроэащитного покрытия, приемное устройство готовых труб, приводные и неприводные опоры, о т л и ч а ю щ а я с я тем, что, с целью повышения качества обнажения концов изолированных труб, исключения отходов и ручного труда, введено устройство для резки изоляции и изготовления изоляционных полуцилиндров.2. Линия по п.1, о т л и ч а ющ а я с я тем, что устройство для резки изоляции и изготовления изоляционных полуцилиндров включает ножи, имеющие одну режущую часть, параллельную оси изолированной трубы, и две режущие части ей перпендикулярные, отстоящие одна от другой на .расстоянии равном длине изоляционных полуцилиндров, имеющие полукруглые вырезы на режущей кромке, и подвижные полуцилиндры с прорезями для прохода режущих частей ножей, образующих при взаимном упоре обойму вокруг изолированной трубы.3. Линия по п.2, о т л и ч а ю - щ а я с я тем, что разведенные таким образом полуцилиндры и опорные кольца образуют направляющий канал для эвакуации изолированных полуцилиндров.Источники информации,принятые во внимание при экспертизе1. Новиков О.ИНовое в технологии производства битумоперлитадля бесканальной прокладки теплоПпроводов,-"Строительные материалы1974, Р 2.2. Производство вспученноговермикулита. Челябинск,
СмотретьЗаявка
2795218, 09.07.1979
УРАЛЬСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИ ПРОЕКТНЫЙ ИНСТИТУТ СТРОИТЕЛЬНЫХМАТЕРИАЛОВ
ФЕДОРОВ ВИКТОР АНАТОЛЬЕВИЧ, АНЦИФЕРОВ ЮРИЙ МИХАЙЛОВИЧ, КВАРНБЕРГ АЛЬБЕРТ ФЕРДИНАНДОВИЧ, ОЩЕПКОВ ГЕРМАН ИВАНОВИЧ
МПК / Метки
МПК: F16L 59/14
Метки: изоляции, линия, нанесения, натрубы
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/4-830072-liniya-dlya-naneseniya-izolyacii-natruby.html" target="_blank" rel="follow" title="База патентов СССР">Линия для нанесения изоляции натрубы</a>
Устройство для контроля изоляции в трехфазных электрических сетях с изолированной нейтралью

Номер патента: 752201
Опубликовано: 30.07.1980
Авторы: Кузнецов, Сагутдинов, Селивахин
МПК: G01R 31/08
Метки: изолированной, изоляции, нейтралью, сетях, трехфазных, электрических
...и антенного поеобразователя 3 напряжения, С 8 , С 0 Э, С,0,Э соответственно,конденсаторы 18, 19 - емкостям антенного преобразователя 3 напряженияи антенного фильтра 1 напряжениянулевой последовательности дополнительно земли, С ,соответственнои конденсаторы 20, 21, 22 - емкостным связям токопроводов 8, 9, 10и антенного фильтра 1 напряжениянулевой последовательности, СС 9., Сю. соответственно,Устройство работает следующимобразом.На каждом из антенных преобразователей 2, 3 напряжения наводитсянапряжение относительно земли, причем на антенном преобразователе 2напряженияОф О С Од С 2+О 0 Со-зСэ +С,у.+Сю ф С 2-Зем .а на антенном преобразователе 3напряженияО С -ь + О Сю-ЭОюСю 8 (2)ОэС 8 3+ С 3+ Сю э+Сэ.зевгде ОЭ, О 9 , О,0 - напряжения...
Устройство для контроля изоляции в трехфазных электрических сетях с изолированной нейтралью

Номер патента: 1218353
Опубликовано: 15.03.1986
Авторы: Григорьева, Сагутдинов, Слонов, Сукманов
МПК: G01R 31/08
Метки: изолированной, изоляции, нейтралью, сетях, трехфазных, электрических
...1). Пиковый деотектор 16 состоит из диода, конденсатора и резистора. Сигнал (фиг.2,кривая 1) с пикового детектора 16подается на входы первого 7 и второго 18 фильтров нижних частот, которые включены параллельно. В устройстве предусмотрена отстройка отбросков Ц при коммутациях и от уровня естественной несимметрии.1Выполненные по стандартным схемам 2 фильтры 17 и 18 нижних час тот запоминают сигнал с разными постоянными времени ь, и 3 (фиг. 2 б,в) . Конденсатор второго фильтра нижней частоты 18 заряжается медленно,так что сигнал на выходе фильтра 18почти равен входному.(отличаетсялишь на величину допустимой погрешности - ьЩ фиг, 2 в) . Таким обра"эом, выделяется величина 11 естественной несимметрии нормального режима и хранится постоянно в...
Устройство для контроля изоляции в сети трехфазного напряжения с изолированной нейтралью

Номер патента: 612189
Опубликовано: 25.06.1978
Автор: Зирехман
МПК: G01R 31/02
Метки: изолированной, изоляции, нейтралью, сети, трехфазного
...содержит контропируемую сеть 1трехфазного напряжения с изопированнойнейтрапью, трехфазный трехстержневой5траноформатор 2 с первичной обмоткой 3и вторичными обмотками 4 и 5, однофазныВ трансформатор 6 с первичной обмоткой 7 и вторичными обмотками 8 и 9и выходные зажимы 10-15,10Устройство работает следующим образом.Фазные напряжения сети 1 в нормапьных.и аварийных режимах состоят иэ напряжения. прямой, обратной и нулевой поспедоватепьностей. Напряжения прямой и обратнойпосаедоватепьностей трансформируютсяобоими трансформаторами 2 и 6, а напряжение нулевой поспедоватепьносги - топько однофазным трансформатором 6 так какнулевая точка первичной обмотки трансформатора 2 изолирована от земпиНа вторичной обмотке 4...
Устройство для нанесения линии отреза на поверхность листового и полосового стекла

Номер патента: 695587
Опубликовано: 30.10.1979
Автор: Хайнц-Йозеф
МПК: G03B 33/02
Метки: линии, листового, нанесения, отреза, поверхность, полосового, стекла
...контактом 30.Работу устройства удобно рассмотреть,начиная с исходного положения .каретки 3,которое соответствует размещению, кареткиу амортизатора 1 б,При подключении успройства к блокупитания,на секции 9, 10 обмотки подаетсяпеременное напряжение, и каретка 3 начинает прямой ход. В связи с тем, что секции9, 10 расположены очень близко одна кдругойкаретка с самого начала движенияполучает достаточное ускорение. Как только каревка освобождает концевой выключатель 17, питание секции 9 прерывается.Ф Когда же каретка доходит до концевого выключателя 18, обесточивается и секция 10.При достижении кареткой концевого выключателя 20,получает питание секция 11и остается под напряжечием до тех пор,пока каретка не пройдет концевой выключатель 21..При...
Устройство контроля понижения изоляции в кабельной линии связи

Номер патента: 1478955
Опубликовано: 23.09.1990
Авторы: Добин, Кайзер, Парфенов
МПК: H04B 3/46
Метки: изоляции, кабельной, линии, понижения, связи
...повышение эф" фективности контроля и сокращение . потребных для контроля числа жил,На чертеже приведена структурная электрическая схема предлагаемого 1 п устройства.Устройство содержит на станционной части 1 сигнализатор 2 понижения изоляции, блок 3 отображения, шифра,тор 4, а в каждой муфте 5 контролируемой кабельной линии дешифратор б, датчик 7 понижения изоляциии ключ 8. Контролируемая кабельная линия связи содержит экран 9, сигнальную жилу 10 и сигнальную цепь 11 20Устройство работает следующим об-.разом.На станционной части 1 шифратор 4 посылкой определенных команд по сигнальной цепи 11 опрашивает состоя ние датчиков 7 понижения изоляции. Одновременно шифратор подает команды в блок 3 отображения о помере кабельной муфты 5. В...
Предыдущий патент: Соединение трубопроводов
Следующий патент: Предохранительное устройство
Случайный патент: Устройство для поштучной выдачи деталей