Способ управления процессом нарезания ленточного материала на листы различной длины и система для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 740144
Автор: Тецуо

Текст
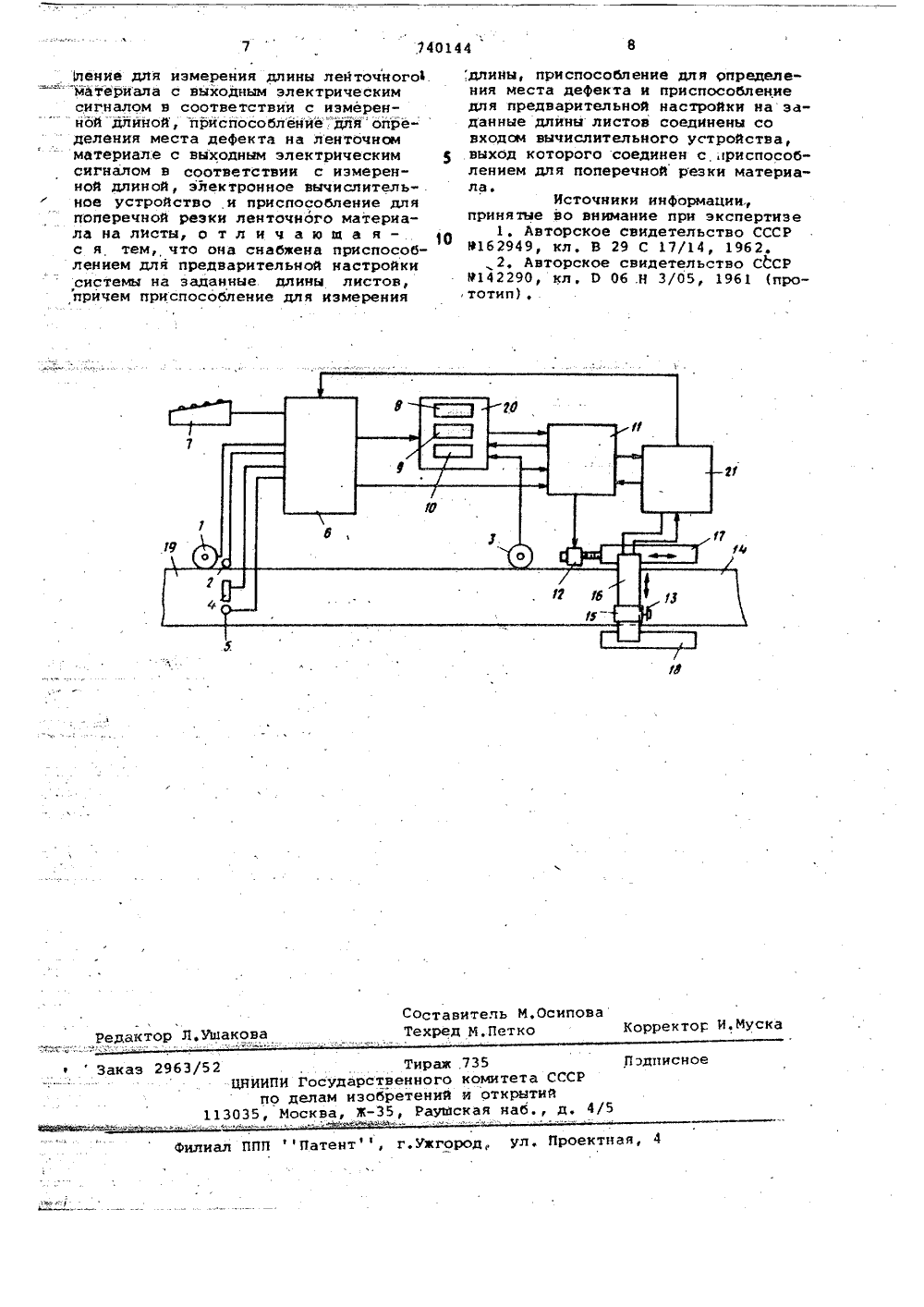
(23) Приоритет - (32) 18,01,731 В 29 С 17/14 осударстаеииый комитет ссср оо лелам изобретений и открытийДата опубликования описания 050630(72) Автор изобретения ИностранецТецуо Като(Япония) Иностранная фирмаМицубиси Рэйон КО, ЛТД (Япония)(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НАРЕЗАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА НА ЛИСТЫ РАЗЛИЧНОЙ ДЛИНЫ И СИСТЕМА ДЛЯ ЕГО ОСЩЕСТВЛЕт 1 ИЯ Изобретение касается разрезания полосы непрерывно движущегося листового материала, например, пластмассы, . стекла или слоеной фанеры, на отрезки заданной длины.еИзвестны способ и система управления процессом нарезания непрерывно подаваемого листового материала на отрезки заданной длины, по которым измерение заданной длины осуществляется с помощью приспособления для измерения и подачи сигнала на приспособ ление резки, установленное на перемещающейся поперек материала каретке 1 ЦИзвестные технические решения предполагают нареэание из ленточного материала листов одной длины,что при наличии дефектов в материале может привести к большим отходами к повышению себестоимости изготавливаемого изделия.Известен также способ управления ,процессом нареэания ленточного материала на листы, состоящий в определе-нии места дефекта на нареэаемом материале, в измерении длины и резке.Известно также устройство для осуществления такого способа, содержащее приспособление для измерения длины ленточного материала с выходным электрическим сигналом в соответствии с измеренной длиной, приспособление для определения места дефекта на ленточном материале с выходным электрическим сигналом и соответствии с.измеренной длиной, электронное вычислительное устройство и приспособление дпя поперечной резки ленточного материала (2). Такое устройство не обеспечивает оптимального выбора чисдта листов различных размеров с мини)вуальным расходом материала на отходы при наличии дефектов в ленточном материале.Цель изобретения - увеличение выхода нареэаевых листов различной заданной длины.Эта цель достигается тем, что определяют длину каждого из качественных участков, подсчитывают число листов большей и меньшей длины, составляющих в сумме длину, наиболее близкую к длине качественного участка, и раз" резают материал на лйсты различной длины в соответствии с расчетным количеством.Такой способ может быть осуществлен с помощью системы, которая отличается тем, что она снабжена приспособлением для предварительной настройкй системы на заданные длины листов,30"прйчеМ"приспособление для измерениядлины, приспособление для определе-.ния деФекта и приспособление дляпредварительной настройки на заданные длины листов соединены со входомвычислительного устройства, выходкоторого соединен с приспособлениемдля поперечной резки материала,Способ осуществляют следующим образом. 1При разрезании движущейся полосылистового материала на части, когдатребуется получить два или более типалистов относительно длинных и относи"тельно коротких, замеряют длину каж "бого пригодного участка полосы листового материала. Затем подсчитывают15число листов различной заданнойдлины, которые можно отрезатьот каждого качественного участка полосы материала, и подают сигнал на операциюрезки. 20В результате этого уменьшаетсяпотеря, которая определяется как оставшаяся часть ликта, образовавшаясяпосле отрезания соответствующегочисла листов двух или более различных длин от пригодных участков листа.Выход лйстов первого сорта, которыембжно получить из участков полосыматериала, расположенных между местами деФектов, относительноколичества отходов полосы материала увеличиваются, при этом снижается себестоимость изделия.На чертеже. изображена блок-схемапредлагаемой системы для осуществле 35ния способа.Система управления процессом на-.резания листов различной длины включает приспособления 1,2 и 3 для Измерения длины ленточного материала,приспособления 4 и 5 для определения 40местдеФекта на ленточном материале,каждое из которых представляет собойдатчик электрического, электронногоили Фотоэлектрического типа, электрон-"ное вычислительное устройство (ЭВИ 456, приспособление 7 дпя предварительной настройки системы на листы заданной длины, счетчики 8, 9 и 10, регулятор 11 импульсного двигателя 12режущего приспособления, Режущее при- ос включает верхнюю и цижнюх грековые пилы 13 и 14, закрепленнйе иа евлах двигателей (на чертежахне иокезаны), установленных иа каретке 15, перемещающейся в поперечной направлении на раме 16, опирающейся На йеподвижные станины 17 и 18,по. которым она совераает возвратно поотуиательное перемещение параллельно направлению движения полосы 19лентбчного материала. 60В каждый иэ счетчиков 8, 9 и 10.может бь 1 ть предварительно заложеночисло, представляющее собой длинулиста, отрезаемого от движущейсяполосы 19 ленточного материала. Три 65 счетчика 8,9 и 10 непрерывно и одновременно подсчитывают электрические импульсы, поступающие от датчика при- . способления 3. Каждый из счетчиков 8, 9, 10 устанавливается на нуль, когда число подсчитанных импульсов достигает числа, предварительно установленного в каждом из счетчиков, п.:сле чего каждый из счетчиков подсчитывает электрические импульсы, поступающие от датчика приспособления 3, В системе ЭВМ 6 соединена с регулятором 20 счетчиков, вследствие чего ЭВМ может выбирать любой из счетчиков 8, 9 и 10, Таким образом, когда выбранный счетчик отсчитывает заранее установленное число электрических импульсов от датчика приспособления 3, регулятор 20 подает на регулятор 11 импульсного двигателя 12 сигнал его пуска. Одновременно с этим выбранный счетчик 8, 9 или 10 устанавливается на нуль. Счетчики 8, 9 и 10 соединены в регуляторе 20, в результате чего по завершении отсчета заданного числа электрических импульсов и установки на нуль выбранного счетчика остальные два счетчика тотчас прекращают счет и такие устанавливаются на нуль.При получении регулятором 11 от датчика приспособления 3 сигнала фПуск регулятор подает электрические импульсы на импульсный двигатель 12, В результате этого рама 16 начинает перемещаться в том же направлении и синхронно со скоростью движения полосы 19 ленточного материала. Регулятор 21 начинает контроль за резанием режущим приспособлением после получения им сигнала, указывающегона приведение в действие регулятором 11 импульсного двигателя 12, т,е., как только рама 16 начинает перемещаться, регулятор 21 осуществляет контроль за последовательностью операций, выполняемых режущим приспособлением, т.е, зажимом движущейся полосы 19 ленточного материала, перемещением пил 13 и 14,разрезающих полосу 19 ленточного материала, и освобождением зажатой полосы 19 путем отведения пил 13 и 14 друг от друга. Когда полоса 19 разрезается поперек пилами 13 и 14, перемещение рамы 16 синхронизируется с движением полосы как по скорости, так и по напряжению, Эта синхронизация достигается тем, что датчик приспособления З,аналогичный датчику приспособления 1, подает импульсы на импульсный двигатель 12. По заверыении резания регулятор 21 Бодает сигнал обратной связи на регулятор 11. Под действием этого сигнала импульсный двигатель 12 временно останавливается для его реверсирования, после чего снова приводится в действие, возвращая раму 16 в исходное положение. Одновремен74014 но с рамой 16 возвращается в первоначальное положение каретка 15, несущая режущие пилы 13 и 14, Цикл резания завершается, Далее процесс резания повторяетсяКогда один цикл резания завераенот регулятора 21 на регулятор 11 иЭВМ 6 подается сигнал обратной связи.Затем ЭВМ 6 посылает на регулятор 20сигнал выбора счетчика, с помощьюкоторого выбирается один из счетчиков 8, 9, 10, способный представитьдлину листа, впоследствии отрезаемого от движущей полосы 19 ленточного материала.Когда выходной сигнал от датчикаприспособления 4 или 5 для определения места дефекта на ленточном материале поступает на ЭВМ 6, местонахождение дефекта на движущейся полосе. 19 подтверждается путем сравнения вы,ходного сигнала от датчика приспособления 4 или 5 с выходным сигналомот датчика приспособления 1. В случае, когда между подтвержденным положением места дефекта и участкомполосы, приближающимся к режущему25приспособлению дефект отсутствует,ЭВМ 6 производит расчет, определения,в каком комбинированном соотношениилисты трех установленных различныхдлин, заложенных в счетчики 8, 9, 10, 30могут дать полную комбинировайнуюдлину, наиболее близкую к длине участ-ка между указанным подтвержденнымместом дефектом и участком полосыленточного материала, приближающим- З 5ся к режущему приспособлению, илитолько что отрезанным листом материала, уменьшая потери его, образующиеся в случае, когда от пригодногоучастка полосы ленточного материала 0отрезается лист в установленном комбинированном соотношении. Послеэтого результирующее комбинированноесоотношение для пригодного участкаполосы. ленточного материала заклады"вается в память ЭВМ б,На основании этого, хранящегосяв памяти ЭВМ 6 комбинированногосоотнсшения ЭВМ подает на регулятор20 последовательные сигналы выборасчетчика, указывающие на то, какойиз счетчиков 8, 9 и 10, содержащийчисло, представляющее длину листа,который должен .быть отрезан от движущейся полосы 19 ленточного матерна"ла, должен быть выбран при каждом 55последовательном сигнале выбора счетчика, При поступлении этих сигналовпроизводится нареэание ленточногоматериала на листы различной длиныв рассчитанном комбинированном соотношении их.В случае, когда между подтверкденным местом деФекта и участком полосы,достигающим режущее приспособление,имеется дефект, ЭВМ 6 производит 65 4 . 6расчет, аналогичный описанному, Полученные результаты закладываются впамять ЭВМ, Затем на основании этихданных ЭВМ 6 подает сигналы выборасчетчиков на регулятор 20, в результате чего производится разрезаниепригодного участка ленточного материала.В случае, если участок с дефектом,имеющийся на движущейся полосе 19материала, по длине превышает любуюиэ длин полосы, заложенных в счетчики 8, 9 и 10, два счетчика из этихтрех используются для предварительнойустановки величины длины листов, идущих на изделия, а третий счетчикслужит для установки в нем числа,представляющего соответствующую длинулиста, на которую участок с дефектомдолжен разреэаться. Отрезаемые листыматериала, содержащие дефекты, идутв отход.ЭВМ 6 может осуществлять подачусигнала непосредственно на регулятор11 для резки полосы 19 ленточного материала. Это позволяет резать полосурежущим приспособлением тотчас послетого, как дефектный участок ленточнбго материала, подтвержценный ЭВМ 6,проходит под ней.Таким образом, из пригодного ленточного материала, расйоложенного задефектным участком его, отрезаютсялисты первого сорта, при этом выходтаких листов повыаается,Когда сигнал от ЭВМ 6 поступаетнепосредственно на регулятор 11счетчики 8, 9 и 10 устанавливаютсяна нуль.Предлагаемая система оптимизируетпроцесс нареэания листового материала на листы различной длины, обеспе-чивая при наничии дефектов в материале выбор нескольких длин листов иэодного качественного участка материала, что снижает его отходы,Формула изобретения1. Способ управления процессом нареэания ленточного материала на листы различной длины, состоящий в определении места дефекта на нарезаемом материале, в измерении длины и резке, о т л и ч а ю щ и й с я тем что, с целью увеличения выхода нарезаемых листов различной заданной длины, определяют длину каждого из качественных участков матери;аа, подсчитывают число листов большей и меньшей длины,составляющих в сумме длину, наиболее близкую к длине качественного участка материала, и разрезают материал на листы различной длины всоответствии. с расчетным ко- личествоМ.2. Система для осуществления способа по п.1, содержащая приспособ.740144 оставитель М,Осиповаехред И.Петко ектор И.М едактор Л.ушако Тираж 735рственного комитета СССРзобретений и открытийЖ, Рауа 1 ская наб., д, 4 здписноЗаказ 2963/ ЦНИИПИ Госу по делам 13035, МосквП фПатент, г,ужгород ул, Проектная, 4 и Мание для измерения длины лейточного материала с выходным электрическим сигналом в соответствии с измерен" нойдлиной, приспособление:дляопределения места дефекта на ленточном материале с выходным электрическим сигналом в соответствии с измеренной длиной, электронное вычислитель-.ное устройство н приспособление для поперечной резки ленточного материала на листы, о т л и ч а ю щ а я - с я тем, что она снабжена приспособлением для предварительной настройки системы на заданные длины листов, причем приспособление для измерения длииы, приспособление для Определения места дефекта и приспособлениедля предварительной настройки на заданные длины листов соединены совходом вычислительного устройства,выход которого соединен с,приспособлением для поперечной резки материала.Источники информации.,принятые во внимание при экспертизе1, Авторское свидетельство СССР9162949, кл. В 29 С 17/14, 196 2.2. Авторское свидетельство СССР9142290, кл, 0 06 .Н 3/05, 1961 (прототип)
СмотретьЗаявка
1994511, 17.01.1974
Заявитель Мицубиси Рэйон КО, ЛТД
ТЕЦУО КАТО
МПК / Метки
МПК: B29C 17/14
Метки: длины, ленточного, листы, нарезания, процессом, различной
Опубликовано: 05.06.1980
Код ссылки
<a href="https://patents.su/4-740144-sposob-upravleniya-processom-narezaniya-lentochnogo-materiala-na-listy-razlichnojj-dliny-i-sistema-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом нарезания ленточного материала на листы различной длины и система для его осуществления</a>
Устройство для измерения длины ленточных материалов

Номер патента: 1193448
Опубликовано: 23.11.1985
Авторы: Афанасенко, Бирюлин, Меликов, Таращук
МПК: G01B 7/04
...контролируемогоматериала, например, ткани, импульсный датчик 1 длины (фиг.1) выдает спервого, второго и третьего своихвыходов импульсы соответственноЮ, О, 00, последовательность появ.ления которых зависит от направления 55перемещения ткани. Измерению предшествует задание с помощью набирателя,9 кода поправки коэффициента поправки Р, зависящего от сорта ткани иопределяемого поформуле/где 1. - истинная длина куска ткани;Ы - показание прибора.Суть введения коэффициента поправки заключается в том, что на каждыйимпульс (О ), поступающий с датчика Гдлины, на реверсивный счетчик 6 поступает пачка, содержащая Р 10" импульсов, где и - разрядность второгосчетчика 7, зависящая от требуемой 1точности определения коэффициентапоправки Р и...
Устройство для изменения длины ленточного конвейера

Номер патента: 501941
Опубликовано: 05.02.1976
Авторы: Валанчус, Головко, Кацко
МПК: B65G 15/26
Метки: длины, изменения, конвейера, ленточного
...18 с колесами 19. На тележкахустановлены роликоопоры 20. По боковым сторонам рамы тележек смонтированы пары рас 20 положенных один над другим двухжелобчатыхблоков 21.Тележки 18 шарнирно соединены междусобой парой пантотрафов 22 разнесенных поширине и высоте конвейера, Каждый пантог 25 раф состоит из средних рычагов 23 и концевыхрычагов 24 (фиг. 4). Длина рычагов 24 вдвоеменьше длинны,средиих рычагов 23. Рычаги23 и 24 шарнирно соединены между собой ишарнирно крепятся к тележкам 18, раме 1 иЗО каретке 2,Блоки 21 опибаются противоположно направлвнными ветвями тросов 25 и 26, концы которых через конштейны 27 и 28 и винтовые стяжки 29 крепятся к раме 1 конвейера,Устройство для изменения длины конвейера работает следующим образом.При...
Устройство для измерения длины ленточных материалов

Номер патента: 929996
Опубликовано: 23.05.1982
Авторы: Балюк, Загоруйко, Клишин, Костин, Ольшанская
МПК: G01B 7/04
...движения ленточного материала 3 установлена считывающая головка 6, выход которой соединен со входом схемы 7 обработки информации и через блок 8 формирования импульсов, калиброванных по длительности, соединен со входом блока 5 коммутации. К параллельному входу блока 8 формирования импуль,сов подключен выход блока 9 запуска, 40Устройство работает следующим образом.После включения устройства в сеть на один из входов блока 8 формирования импульсов подается одиночный 45 импульс с выхода блока 9 запуска, На выходе блока 8 Формирования импульсов появляется импульс, калиброванный по длительности, который прикладывается к управляющему входу блока 550 коммутации. На время, определяемое длительностью калиброванного импульса, к электроду 2...
Устройство для измерения длины ленточного материала

Номер патента: 1633261
Опубликовано: 07.03.1991
Авторы: Галин, Зорина, Промыслов, Стреляев
МПК: G01B 5/04
Метки: длины, ленточного
...направлении для возможности регулирования длины егоокружности при помощи винта 23. поверхности измерительного и опорного роликовпокрыты упругодеформируемым материалом, например резиной.Устройство работает следующим образом. 50Измеряемый материал - ленту 24 заправляют между роликами 3 - 5 и после прижима ленты 24 опорными роликами 4 и 5 кповерхности измерительного ролика 3 сопределенным усилием она находися в 55естественном состоянии, т.е. не сжата и нерастянута, Для обеспечения такого состояния усилие прижима опорных роликов 4 и 5регулируют путем перемещения втулки 15вдоль стойки 14 при вращении гайки 18 и перемещения упоров 16 и 17 вдоль концов10 и 11 пружины 9 и изменения этим жесткости и ружи н ы 9.В зависимости от толщины и...
Приспособление для установки на нуль счетчиков с электрическим приводом

Номер патента: 37404
Опубликовано: 30.06.1934
Автор: Кипарский
МПК: G06M 1/28
Метки: нуль, приводом, счетчиков, установки, электрическим
...17 (фиг. 2) на одно деление 1, сердечник 2 которого намагничивает. большого круга циферблата, напр., на ся и притягивает к себе уголковую пла- одну сотую часть его. Происходит это стинку 3 и длинный рычаг 4, вращаю- следующим образом: крючок 18 и плечо щийся на оси 5. Рычаг 4 соединен с 22 прикреплены к одному и тому же , полкой уголковой пластинкой 3 при по- цилиндру 11, подвижному вокруг оси 28,.жения храповика 73 в противоположную сторону, до встречи упором 45 упора 4 б, установленного на диске 47, и этот диск, как и зубчатка 79, не может сдвинуться со своего места потому, что это - его исходное положение. С каждым десятым отсчетом счетчика происходит двоякое явление; С одной стороны, упор 45, следуя в десятый раз по своему кругу,...
Предыдущий патент: Способ очистки кислородсодержащего газа от окислов серы и окислов азота
Следующий патент: Устройство для гравирования растрированных печатных форм
Случайный патент: Отознд-••: ••gt; amp; yfihl: , •••• -огича iю. м. барнаулов