Способ управления процессом кристаллизации
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
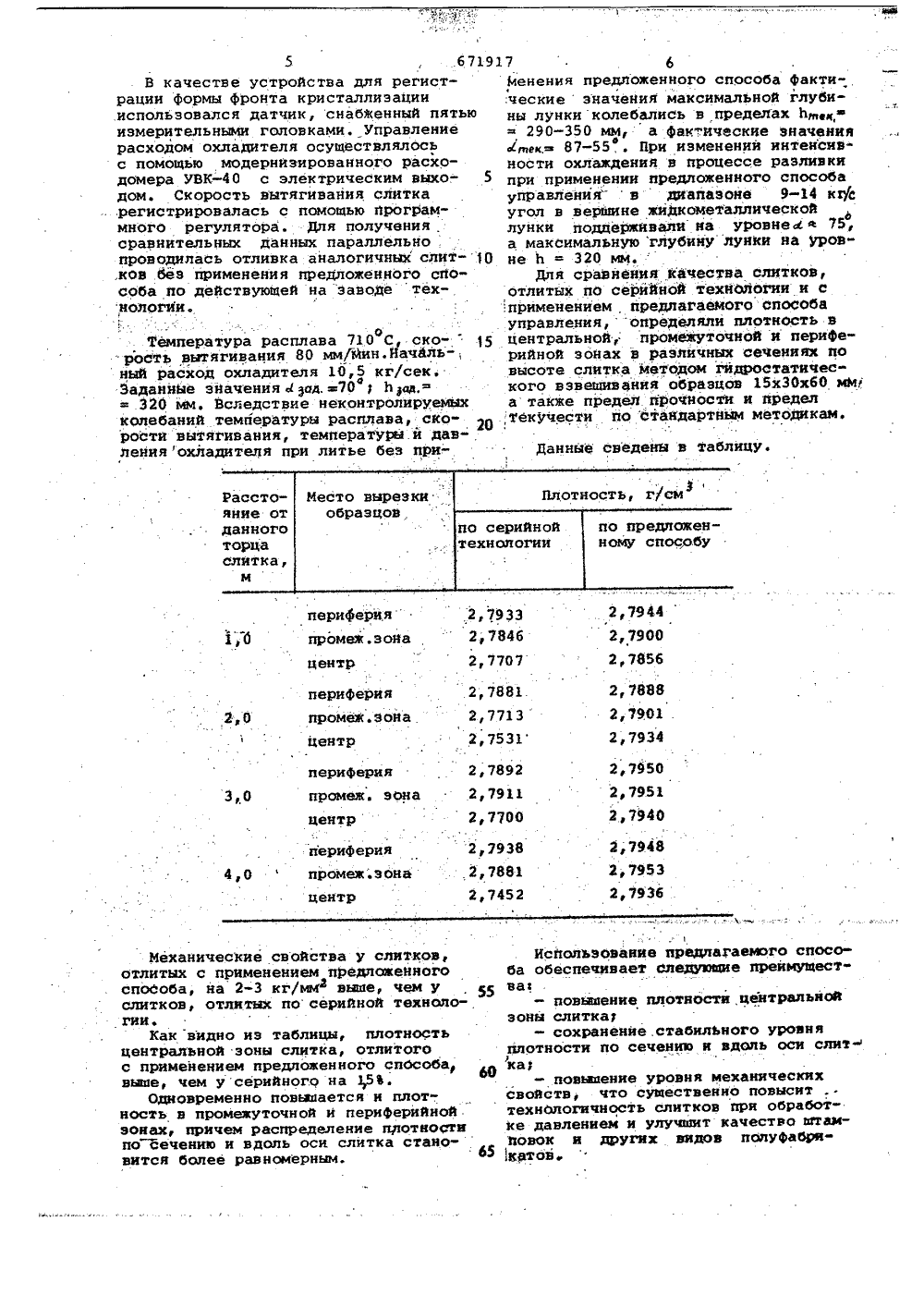
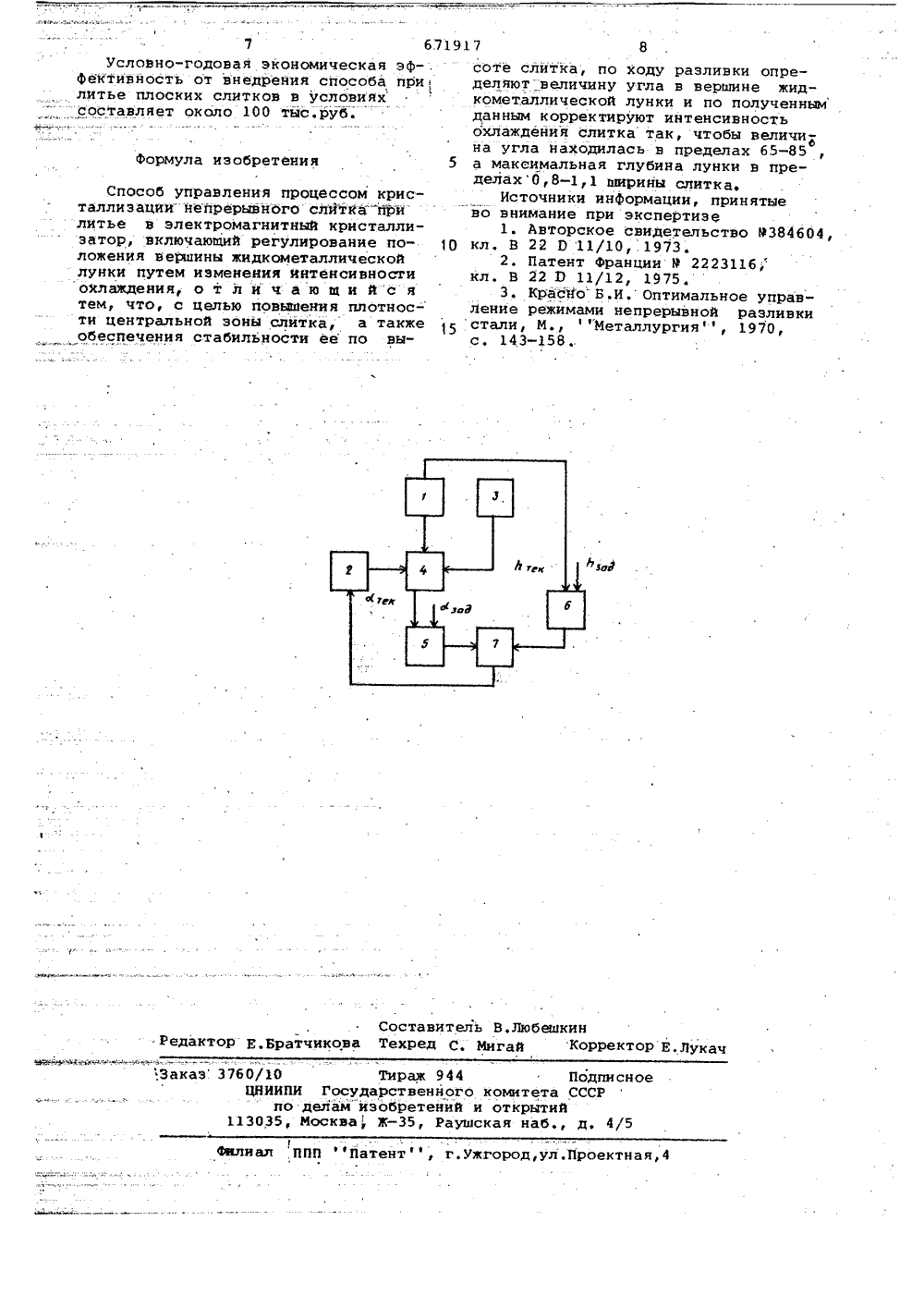
. ь И,с У.уЯЯ Союз Советских Сециалистических Респубпик(22) Заявлено 040876 (21) 2387047/22-02С ПрисбЕДИИЕИИЕМ ЗАЯВКИ Йо(23) Приоритет В 22 В 11/16 Государствен вы а оиатет СССР ао дедам зобретениа а. открытейДата опубликования оаисани 050779.(7) Зайитель куйбыаевский политехнический институт(54)"СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМКРИСТАЛЛИЗАЦИИИзобретение относится к металлургии, и частности к непрерывной разливке металлов в электромагнитныйкристаллизатор.Освоение способа непрерывной разливки слитков в электромагнитныйкристаллизатор позволило получатьслитки с высоким качеством поверхнос-.ти, отказаться от. механическойобработки поверхности перед прокаткойи за счет этого резко повысить выход годного,Однако применительно к непрерывной разливке плоских слитков использование электромагнитного кристаллизатора обусловило некоторое снижение качества центральной эоны слитка по сравнению со слитком, отлитым йсерийный кристаллизатор скольжения,Снижение плотности центральных зон, 20повышение осевой пористости особеннозаметно для крупногабаритных слнтков(шириной 300 мм и более) . Это ухудшает технологичность слитков придальнейшей обработке давлением и ска зывается на качестве полуфабрикатов.Причиной отмеченного явления служит резкое увеличение крутизны фрон-та кристаллизации при литье плоскихслитков в электромагнитный кристаллизатор. При этомухудшаются условия питания центральныхэон, образуются ,дейдритные мостикиф, соединяюцие фронты кристаллизации в центральной зоне, за счет чего формируется междендритная пористость. Увеличению крутизны фронтов кристаллизации спо,собствует также некоторое унелнчение глубины жидкойеталлической лунки.Подобная форма фронта кристаллизации оказывается очень чувствительной к нестабильности технологических параметровразливки. В частности, неконтролируемые колебания температуры и расхода охлаждающей воды вызывают заметную нестабильность форма. фронта кристаллизации и глубины лунки, что ведет к образованию разноструктур" ности по сечению, а также по высоте слитка,Задача уплотнения центральной зоны слитка решается путем введения колебаний через свободную поверхность жидкометаллической лунки, что способствует затягиванию в лунку окисных плен . и снижает качество слитка 13. Аналогичную задачу предлагается решать за счет сжатия слитка с противоположных сторон (2, Однако это может нарушить устойчивость слитка671917 3назатравке. Кроме того, этот способ-для слитков больших толщин весьманеэффективен.Известен способ управления процессом кристаллизации непрерывного слитка,заключающийсяв измерении глубиныжидкометаллической лунки и выработкенеобходимых Управляющих воздействий;- направленных на изменение режимов работы оборудования 131.Однако способ Управления:процессомкристаллизации не позволяет регулн Оровать плотность и пористость централь-ной зовы слитка, а обеспечивает только оптимальную глубину жидкометалли. ческойл"йки.Это обусловлено тем, что извест 15ный способ не контролирубт геометриюФронта кристаллйэации. Регулированиеже положения вершины жидкометалпической лунки без учета величияй"угла,под которым пересекаются ваоси слит-Ока Фронты кристаллизации, идущие отПРОтИВОПОЛОжНЫХ ГраНЕй, ВЕ ОКЕЗЫВаЕТсколько-нибудь заметного воздействиянапоказатели плотности центральной: "- зоны. "25Целью изобретения является повышение плотности и свижевие пористостицентральной зоны непрерывного слитка,.а также обеспечение ссабиЛьности указанных характерйстик по всей длинеслитка.Поставленная цель достигается темчто по ходу разливки замеряют глубину жидкожталлическойлунки.одновременно в нескольких точкахпо сечениюслитка, по этим данным вычисляют веЛИЧИНУ уГЛа, ОбраЗОВаННОГО пЕРЕСЕКающимися Фронтами кристаллизаций ввершине жидкометаллической луйки ипо полученным данным путем изьййеяияйнтенсивности охлаждения слитка поддерживают велйчину угла в верйжнежидкометаллической лунки в пределах65-85 , а максимальную глубину лункив пределах 0,8-1,1 от ширины слитка.Уголпересечения Фройтоэ крйс- : 45таллизации в вершине ющкометаллической лунки вычисляют по эмпирической зависимости, полученной на основании статистической обработки боль-:( 8с - к - е ЕУ(1 д - ж) Э о)У 3 сгде Ц - расход охладителя, кг/мин;У - скоРость вытягивания слитка, м/минЬ) - глубина лукки, м;-точка измерения, 1 1,25,т.е. глубина лунки измеря "ется в пяти точках по сечению слитка 60Е - коэффициент, учитывающийтип сплава, град/кг.Как видно иэ (1), при постоянной скорости разливки "угол прямо -пропорционален интенсивности охлаждения 65слитка,. 4Поддержание величины угла пересе чевня фронтов кристаллизации в вершине лунки в пределах 65-85 позволяет уменьшить крутизну Фронтов в центральной зоне слитка н, следовательно, ликвидирует основную причину образования осевой пористости и низкой плотности в этой зоне,Глубину жидкометаллической лунки определяют экспериментально, например, с помощью датчика, снабженного несколькими измерительными головками.Начертеже показана блох-схема автоматической сиСтемы управления длЯ реализации пРедложенного способа СхЕма включает устройство 1 для регйстрации Формы Фронта кристаллиэации 1" устройство 2 для регулирования и регистрации расхода охладителя устройство 3 для регистрации скорости литья; Функциональный преобразователь 4, осуществляющий вычисление Углапо давным измерений; устройство 5 для сравнения значениями тек. и заданнОГО.Мдд,устройствО 6 сравнения фактической глубины лунки Ьес заданной Ь ,логический элемент7 ИЛИ. Способ реализуется .следующим образом.Измеритедьное устройство 1 одноврейенво .,измеряет глубину жидкоме "таллической лунки в нескольких точках, включая ось слитка. Данные измерений поступают на Функциональныйпреобразователь 4, а значение максимальйой глубины лунки ва оси слиткапоступает на устройство б сравнения.Функциональный прЕобразователь 4 с.учетом даннщх по расходу охладителя,вырабатываеМых устройством 2, И данных по скорости вытягивания слитка,поступающих от устройства 3, вычисляет Фактическое значение угла ввераияЕ жидкометаллической лунки (р,В устройствах 5 и б происходитсравнение текущих значений с,щ иЬ е с заданными. Если значение щк,и Ьтен, находятся в пределах 65 6 Ащ485 ф и 0,8 вЬтек. 6 1,1 в, где в -ширина слйтка, то на выходе 5 и бсигналы равны О,При невыполнении этих условий срабатывает логический элемент 7"ИЛИ", сигнал с выхода которого поступает на устройство 2 для регулирования расхода охладителя и вызывает соответствующее изменение расхода, т,е, управляет интенсивностью охлаждения, Процесс управления пррдоЛжается до выполнения условий 65 4 4 тек;Ж85 0,8 в 6 Ьтек, 61,1 в.П р и м е р. В литейном цехе производилась отливка плоских слитков 300 х 1300 мм из сплава Д 16 в электромагнитный кристаллизатор с использованием предложенного способа управления процессом кристаллизации5 .6 719В качестве устройства для регистрации формы фронта кристаллизации использовался датчик, снабженный пятью измерительными головками. Управление расходом охладителя осуществлялось с помощью модернизированного расходомера УВКс электрическим выхо.- 5 дом. Скорость вытягивания слитка регистрировалась с помощью программного регулятора. Для получения сравнительных данных параллельно проводилась отливка аналогичных слит .ков без применения предложенного сПособа по действующей на заводе технологии. периферкяпромеж. зонацентр с 794 , 790 ,785 2,79. 2, 7881.2,77132, 7531 перифер ом на 2,0 нтр периферияпромежзонацентр 2,7950 2,7951 2,7940 2,7892 2,7911 2,7700 4,0 периферияпромеж.зонацентр 2, 793 2, 7882,745 7953 7936 агаемого спос щие преимущес использба обеспечи5 а- повышзоны слитка 1- сохранение . стаплотности по сеченкюкж ованке предл вает след ение плотаа у слктковсредложенноговыше, чем уийной технол ости цен ной ого уровня доль оск с цы, плотностьотлитогоного СПО"бар Ю а 35%.тся н плот"периферийнойение плотности слитка станомеханически нно повысит в прн обработкачество шт в полу фабр виаение уровня что существ гкчность слиты енкем и улучши и других видосвойсттехнолке давлповоккатон,Температура расплава 710 С скоорость вытягивания 80 мм/мин,Началь-, ный расход охладителя 10,5 кг/сек. Заданные значения 4 рад,ж 70Вад,4= .320 ью. Вследствие неконтролируемых колебаний температуры расплава, скорости вытягивания, температуры.и дав- ления охладителя при литье без приМеханические свойствотлитых с применением испоооба, на 2-3 кг/мМслитков, отлитых по сергии еКак видно из таблнцентральной зоны слиткас применением предложенвиае, чем у серийного нОдновременно повиааеность в промежуточной нзонах, причем распределпо влечению и вдоль осивится более равномерным 17 6вменения предложенного способа факти.ческие значения максимальной глубины лункиколебались в пределах Ь290-350 мм, а Фактические значения тек 87-55,. При изменении интенсив" ности охлаждения в процессе разливки при применении предложенного способа управления-вдиапазоне 9-14 кос угол в вершине жиДкометаллкческой лунки поддержйвали ка уровне с75, а максимальную глубину лунки на уровне Ь = 320 мм.для сравнения качества слитков, отлитых по серийной технологии и с :применением предлагаемого способа управления,определяли плотность в центральной; промежуточной к периферийной зонах в различных сечениях по высоте слитка методом гйдростаткчесыого взвешивания образцов 15 хЗОхбО ммр а также предел прочностй к предел ;текучести по стандартным методикам. Данные сведены в таблицу.17 формула изобретения Составитель В,Люиова Техред С. Мига ешкин Корректор Е.Лук Редактор Е.Бр :Заказ 3760/10ЦЯИ аж 944 енного ко тений и оРаушска Подпи сн оетета СССРрытийнаб., д, 4/5 ИПИпо д5 р И ГосудаРс елам изобква, Ж; ППП ф ф Патент ф , г. Ужгород, ул. П Фил ная,4 7 6.71 9условно-годовая экономическая эф- .фективйость от внедрейия способа прилитье плоских слитков в условияхсоставляет около 100 тйс.руб. 5Способ управления процессом кристаллизации"йепрерывного слиткайри литье в электромагнитный кристаллизатор, включающий регулирование по ложения вершины жидкометаллической лунки путем изменения интенсивности охлаждения, о т л и" ч а ю щ и й с я тем, что, с целью повъыения плотнос- ти центральной зоны слитка, а также обеспечения стабильности ее по высоте слйтка, по ходу разливки определяют"величину угла в вершине жидкометаллической лунки и по полученнымданным корректируют интенсивностьохлаждения слитка так, чтобы величина угла находилась в пределах 65-85а макеимальная глубина лунки в пределах 0,8-1,1 ширины слитка.Источники информации, принятыево внимание при экспертизе1Авторское свидетельство 9384604,кл. В 22 0 11/10, 1973.2. Патент Франции Р 2223116,кл. В 22 П 11/12, 1975,3. Красио Б.И. Оптимальное управЛение режимами непрерывной разливкистали, М., Металлургия, 1970,с. 143-158
СмотретьЗаявка
2387047, 04.08.1976
КУЙБЫШЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. В. В. КУЙБЫШЕВА
ЯКУБОВИЧ ЕФИМ АБРАМОВИЧ, БАБУРИН ИВАН НИКОЛАЕВИЧ, ТРАХТЕНБЕРГ БОРИС ФРИДРИХОВИЧ, КЕНИС МИХАИЛ СЕМЕНОВИЧ, ГЕЦЕЛЕВ ЗИНОВИЙ НАУМОВИЧ, ЧЕРЕПОК ГЕННАДИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22D 11/16
Метки: кристаллизации, процессом
Опубликовано: 05.07.1979
Код ссылки
<a href="https://patents.su/4-671917-sposob-upravleniya-processom-kristallizacii.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом кристаллизации</a>
Способ получения плоских слитков направленной кристаллизацией

Номер патента: 1825323
Опубликовано: 30.06.1993
Авторы: Васильев, Козлов, Лискин, Матвеев, Соболев, Хлямков, Хомяков
МПК: B22D 7/00
Метки: кристаллизацией, направленной, плоских, слитков
...зависит от высоты изложницы, в которую отливают слиток, чем больше высота изложницы, тем больше высота металлопровода, Количество и оид отверстий подбирается экспериментально.В предлагаемом решении сборку литейной оснастки перед плавкой может осуществить один человек, Все технологические операции по установке достаточно прои ы.При отливке слиткОв сифоном необходимо не только тщательно производить сборку литниковых каналов и замазку мест стыков огнеупорной глиной или мертелем, но также требуется сборка и установка центровой в звездочку. При малейших перекосах или низком качестве огнеупорных материалов существует вероятность ухода металла, что приводит к непроизводительным потерям времени. Кроме того, при сифонной отливке...
Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления

Номер патента: 1052318
Опубликовано: 07.11.1983
Авторы: Вотинов, Жаворонков, Казначеев, Кузьминов, Лунев, Нечаев, Сорокин, Шестаков, Шичков, Шутин, Щеголев
МПК: B22D 11/16
Метки: кристаллизации, непрерывного, процессом, слитка
...замерять температуру поверхности слиткав зоне вторичного охлаждения, способне позволяет обеспечить заданную скорость кристаллизации.20Известен способ автоматическогоуправления процессом кристаллизациинепрерывного слитка, включающий измерение уровня металла в кристаллизаторе Я .25Однако данный способ не предусматривает регулирование расхода водыв зоне вторичного охлаждения,Известно устройство для автоматического управления процессом кристаллизации непрерывного слитка,содер- З 0жащее последовательно соединенныеизмеритель уровня, преобразователь,сумматор, элемент сравнения, усилитель и исполнительный механизм, атакже следящий привод и блок компенсации разьыва стопорной пары, причемвторой вход сумматора соединен с датчиком уровня, а...
Устройство для изготовления слитков направленной кристаллизацией

Номер патента: 560698
Опубликовано: 05.06.1977
Авторы: Бакрин, Ваньков, Вершинин, Голубев, Скворцов
МПК: B22D 27/04
Метки: кристаллизацией, направленной, слитков
...расположеннагреватель 3, на нижнем торце которого закрепленпоплавок 4, В нижней части емкости 2 имеютсявпускной 5 и выпускной 6 вентили для охлаждающего агента.В качестве нагревательного элемента служитвысокотемпературная спираль 7, изготовленная, на.пример, из нихрома, для подогрева или в крайнемслучае для термостатнрования жидкой фазы 8, приэтом нижний виток спирали 7 расположен околоверхней границы затвердевшей фаэы 9, кристал.лизующейся от днища 10 изложницы 1,Поплавок 4 скреплен с нагревателем 3ством подставок 11, сваренных с кожухогревателя 3.Высота опор 13 определяет зазор между дни.щем 10 изложницы 1 и днищем емкости 2,Устройство работает следующим образом.Предварительно включают на заданную мощность нагреватель 3, прогревают...
Устройство для изготовления слитков направленной кристаллизацией

Номер патента: 770654
Опубликовано: 15.10.1980
Авторы: Бакрин, Вершинин, Крюков, Фирсин
МПК: B22D 27/04
Метки: кристаллизацией, направленной, слитков
...нагреватель 10, установленный на поплавке 11 и скрепленный с ним. В нижней части бака 9 имеются патрубки 12 и 13 соответственно для впуска и выпуска воды с вентилями 14 и 15,Устройство работает следующим образом.Поворотом крышки 4 на некоторый угол захваты 7 с некоторым предварительным усилием натяга входят в зацепление с удлиненными брусками 8 по наклонной плоскости с углом наклона, меньшим .угла трения, для предотвращения саморазъединения от подъемной силы, действующей на крышку от внутреннего газового давления. На основании сказанного угол наклона торцовой поверхности удлиненных брусков 8 и внутренней поверхности захватов 7 выбирают из условия выполнения неравенства д Ы ( Г, где Г - коэффициент трения материала захватов о материал...
Способ определения окислительной активности углей и устройство для его осуществления

Номер патента: 1060991
Опубликовано: 15.12.1983
Авторы: Захаров, Качурин, Кузнецов, Левкин, Панферова, Соколов, Шкловер
МПК: G01N 7/14
Метки: активности, окислительной, углей
...из двух измерений скорости сорбции кислорода при двух значениях температуры в пределах начальной стадии окисления (до +60 ОС). Причем измерения производят в изотермических условиях, Константу скорости окисления К о и энергию рассчитывают по двум полученным значениям скорости сорбцни 0 и У 2, соответствующим абсолютным температурам Т 1 и Т. При этом решают систему двух уравнений Аррениуса.2 о, ЯТ 2 / и получают расчетные зависимости ТТЕ- "Я - -ф- Е . (3)где У - плотность угляЯ - универсальная газоваяпостоянная,На чертеже изображена принципиальная схема устройства.устройство содержит реакционную,цилиндрическую трубку 1, расположенную вертикально в замкнутом,воздушном канале, включающем побудительрасхода воздуха (воздуходувку) 2,который...
Предыдущий патент: Способ непрерывной разливки стали
Следующий патент: Устройство для регулирования теплоотвода от кристаллизующегося непрерывного слитка
Случайный патент: Механизм для зарядки гвоздями магазинов пневматических гвоздезабивных нистолетов