Установка для изготовления полированных листов стекла
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 485978
Авторы: Гликман, Гороховский, Повитков, Сапунар, Файнберг

Текст
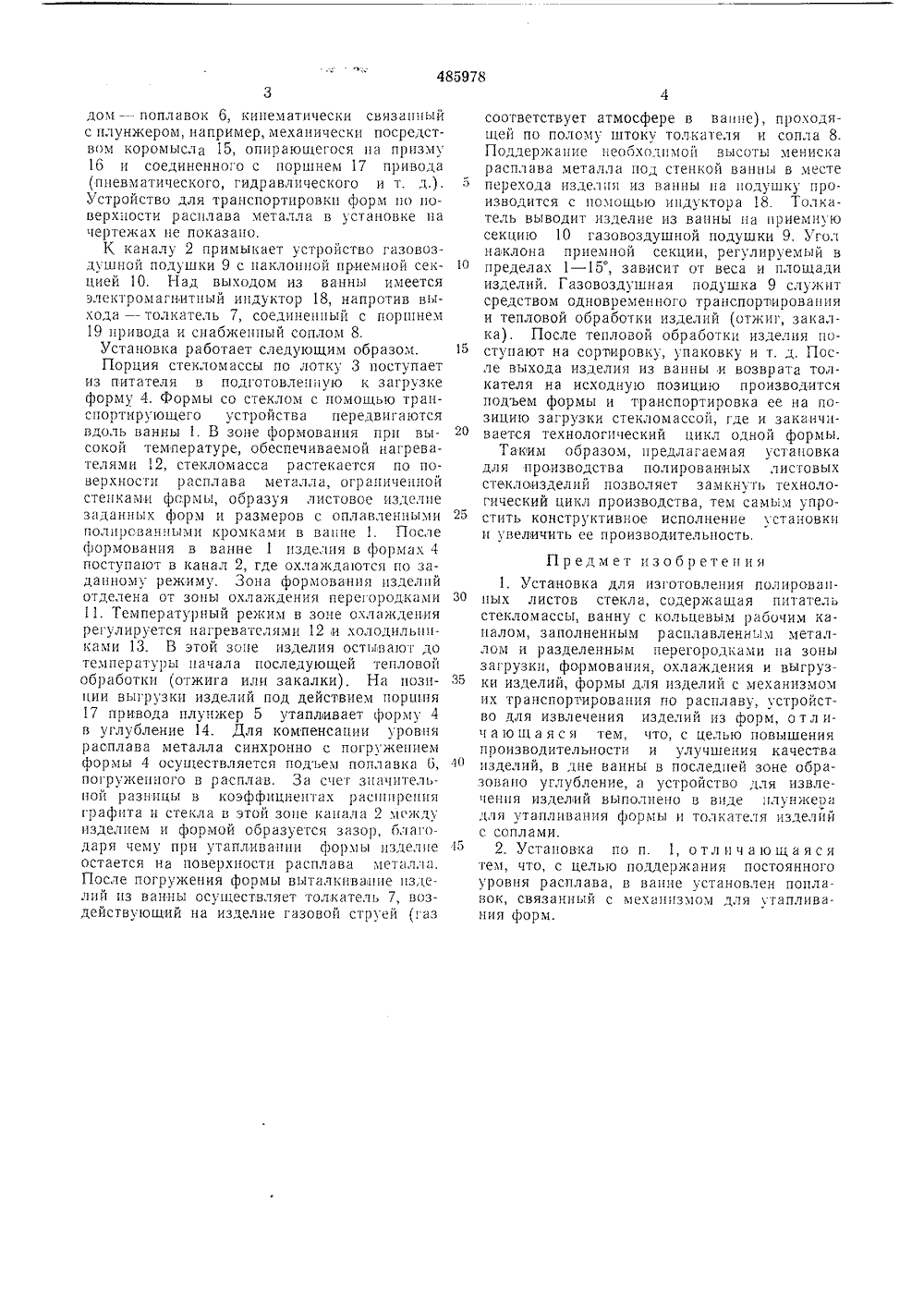
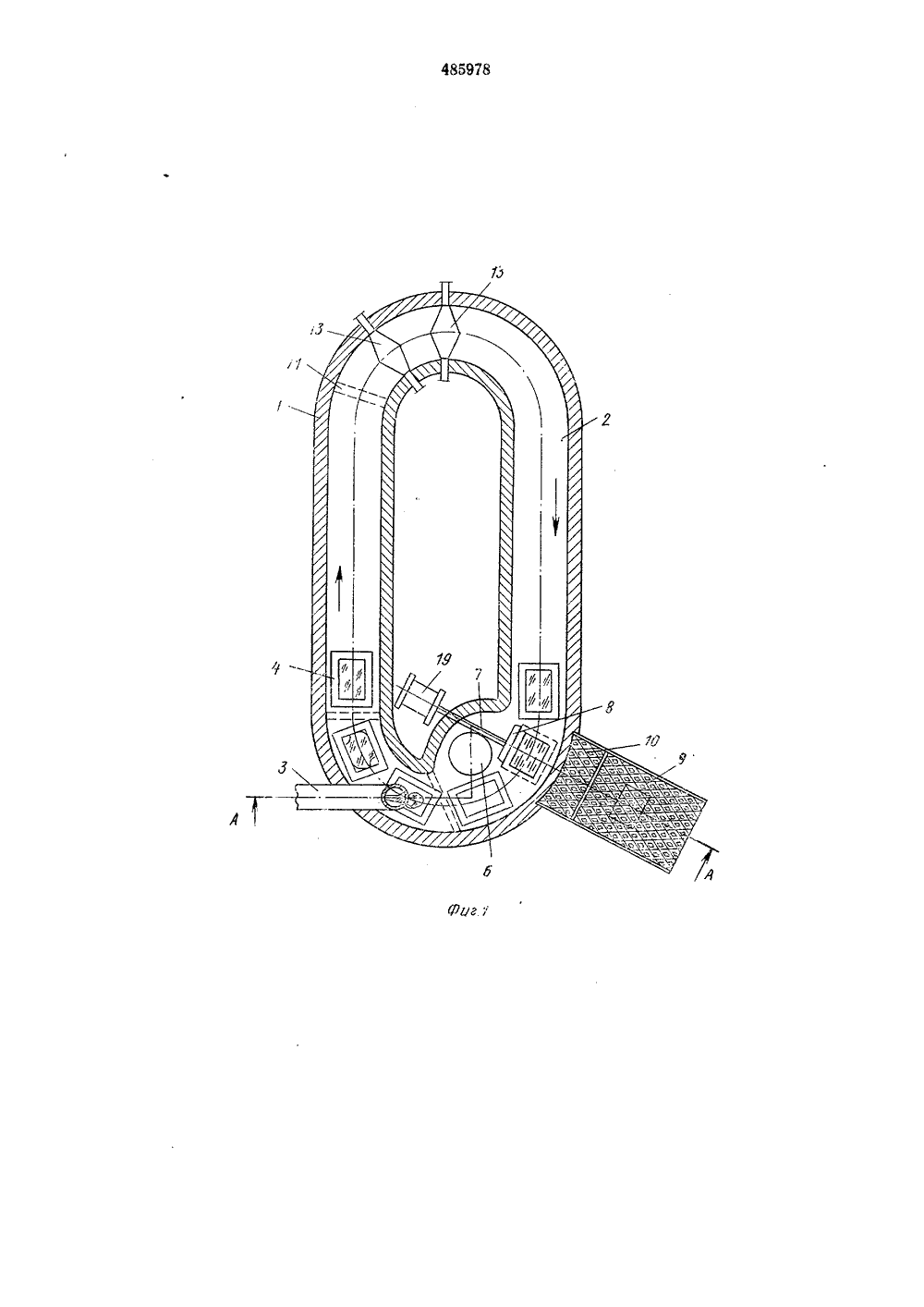
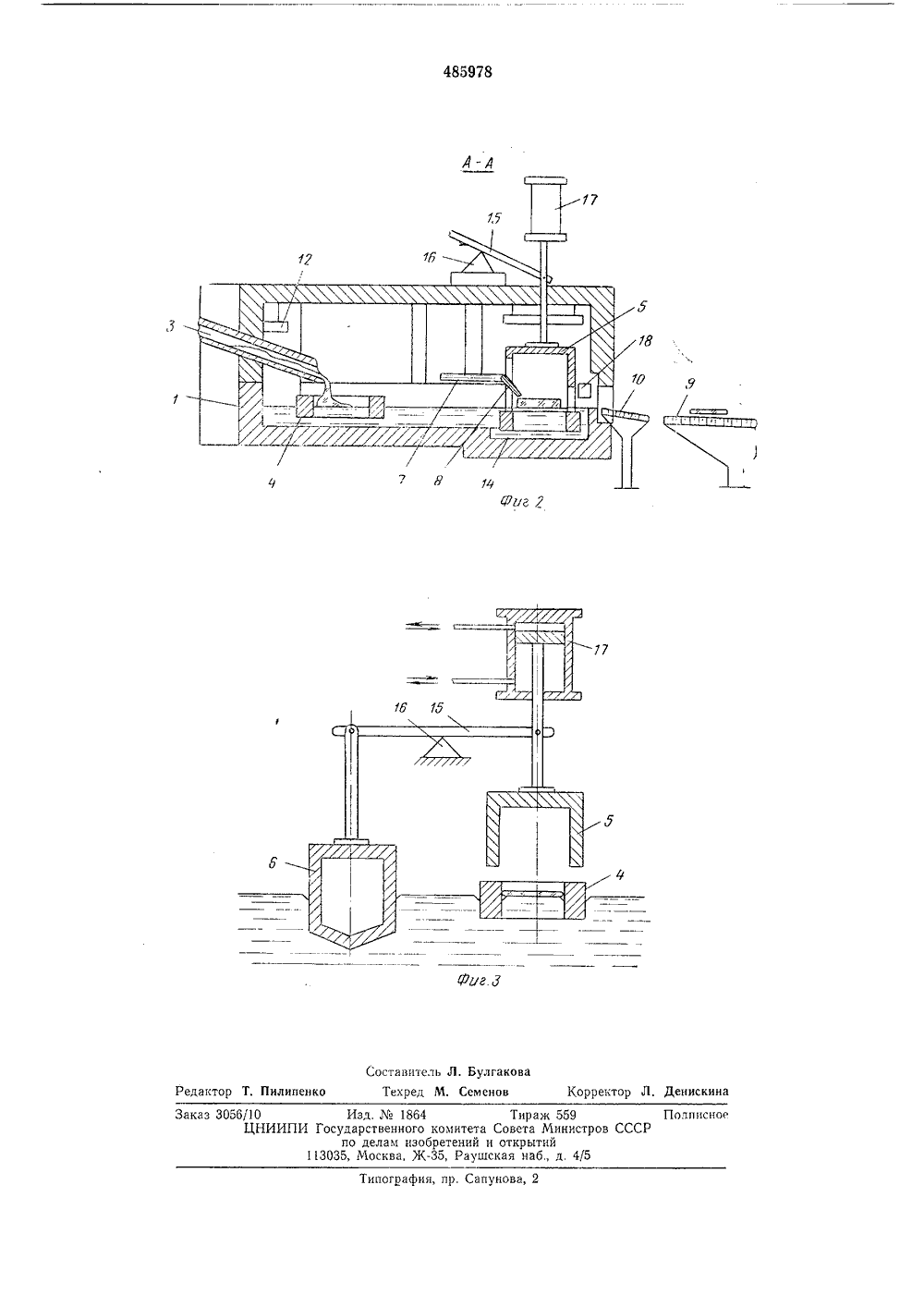
(ц 485978 ОПИСАН Е ИЗОБРЕТЕН Ия Союз Соеетскик Сациалистнческкк Республик) М. Кл. С ОЗЬ 18,0 2) Заявлен ем заявки Ло рисоедин осударстаенныи комите оаета Министров ССС 23) ПриоритетОпубликовано 30.09.75. ВО,летен(088.8) М 3( лам изобретенийи открытий та ОГуолцковднн 51 Оцисдцц 51 22.12.75 2) Авторы изобретения ф. Повитков, Вйнберг ороховскии апунар, и Е, Б,сударств институ(71) Заявитель нного научно-исследа стекла тельског ЛЯ ИЗГОТОВЛЕНИ 51 ПОЛИРОВАННЫ ЛИСТОВ СТЕКЛА) УСТАНО Изобре ецце относи ГС 5 и усроцствм ля изго Гоилеция пол Прова ц;ых листов стекл;1 определенных размеров и контуров на поверхности расплавленного металла.Известна установка для получения полированных листовых стеклоизделий путем отлцц - ки их в формы, размещенные нд поверхности рясплява мста 1,я, Включдощдя Гнтдтс:1 стекломассы, ванну с кольцевым рабочим к- налом, заполненным расплавленным металлом и рязделеннь 1 м церегородкзмц на зоць загрузки, формирования, охлаждения и выгрузки изделий, формы и Приспособления для транспортирования их по поверхности расплава металла, извлечения изделий цз форм и передачи форм на стадию заливки стекломассой, Однако выполнение операций извлечения форм из ванны с расплавом металла и передача их ца загрузку производится вне рабочего пространства ванны, кроме того, использование механических приспособлений для извлечения отформованных изделий из ванны усложняет конструкцию установки, снижает ее производительность, ведет к быстрому износу формы за счет термоуда- роВ и их Окисления, не сключае Возмо;кности деформации поверхности изделий прц цхВЫЕМКЕ.Цель изобретения - устранение перечисленных недостатков,Достцстс 5О тем, ч О в дцс ВНцы ццослс,нсц зонс Обр 1 зовдно ггублснс, 1устройство для извлечения издегН 1 выцолнсЦО В ВИДИ ПЛУ НЖЕР 1 ДЛ 5 УТЯЦЛНВДНЦ 51 фОРК5 и толкдтеля изделий с соплами. С целью подДСРЖГЦН 51 НОС 051 НЦОГО РОВН 51 РДСЦ,1 Н 1, ВВдннс у стднОВ,сн Н 011,1 вон, свя.Яицц т меХ 11 ЦЗ 0.11 1 Ц Цв 1 НЦЯ ФОРМ,11 фиГ. 1 Показан схстисскн планустднОВки; цд фцГ, 2 -- р 1 зрез НО А - -А ц;1фиг. 1; н фнг. 3 -- схекд кинем;1 нчсскойсвязи плуцжсра и цоплдвкд.УстацОВкд иссг Ванну 1, к 1 Н 151 2, сос,нН 51101 ЦЦЙ ХЕЖДГ СОООЙ ВХОДНОЙ Н ВЫХО:1,цой5 концы ванны 1, цнтатель стеклом;ссы с направляющим лотком 3, который входит вванцу 1 в зоне загрузки форм 4, устройстводля утдплцвацця форм, состоящее цз плуцжерд 5, поплдвкд (1, толкдтеля 7, снабженного газовым соплом 8, и гдзовозднно подушку 9 с наклонной приемной секцией 10.Рабочее пространство установки разделеноперегородками 11 на зоны загрузки, формования, охлаждения изделий и их выгрузки,Установка снабткенд нагревателями 12 и ВОдяцымц холодильниками 13. В рабочее пространство установки подается восстдцовцтельцо-нейтральная атмосфера. В зоне выгрузкиизделий кдцдл 2 имеет в д:е углубление 14,О над нцм - утацлцвгнощцй плункер 5, рядом - поплавок 6, кинематически связанный с плунжером, например, механически посредством коромысла 15, опирающегося на призму 16 и соединенного с поршнем 17 привода (пневматического, гидравлического и т. д.). Устройство для транспортировки форм по поверхности расплава металла в установке па чертежах пе показано,К каналу 2 примыкает устройство газовоздушной подушки 9 с наклонной приемной секцией 10. Над выходом из ванны имеется электромагнитный индуктор 18, напротив выхода - толкатель 7, соединенный с поршнем 19 привода и снабженный соплом 8.Установка работает следующим образом.Порция стекломассы по лотку 3 поступает из питателя в подготовленную к загрузке форму 4. Формы со стеклом с помощью транспортирующего устройства передвигаются вдоль ванны 1, В зоне формования прн высокой температуре, обеспечиваемой нагревателями 12, стекломасса растекается по поверхносги расплава металла, ограниченной стенками формы, образуя листовое изделие заданных форм и размеров с оплавленными полированными кромками в ванне 1. После формования в ванне 1 изделия в формах 4 поступают в канал 2, где охлаждаются по заданному режиму, Зона формования изделий отделена от зоны охлаждения перегородками 11. Температурный режим в зоне охлаждения регулируется нагревателями 12 и холодильниками 13. В этой зоне изделия остывают до температуры начала последующей тепловой обработки (отжига или закалки), На позиции выгрузки изделий под действием поршня 17 привода плунжер 5 утапливает форму 4 в углубление 14. Для компенсации уровня расплава металла синхронно с погружением формы 4 осуществляется подъем поплавка 6, погруженного в расплав. За счет значительной разницы в коэффициентах расншрения графита и стекла в этой зоне капала 2 между изделием и формой образуется зазор, благодаря чему при утапливании формы изделие остается на поверхности расплава металла. После погружения формы выталкивание изделий пз ванны осуществляет толкатель 7, воздействующий на изделие газовой струей (газ соответствует атмосфере в ванне), проходящей по полому штоку толкагеля и сопла 8.Поддержание необходимой высоты мениска расплава металла под стенкой ванны в месте д перехода изделия из ванны на подушку производится с помощью индуктора 18. Толка- тель выводит изделие из ванны на приемную секцию 10 газовоздушной подушки 9, Угол наклона приемной секции, регулируемый в пределах 1 - 15, зависит от веса и площади изделий. Газовоздушная подушка 9 служит средством одновременного транспор пирования и тепловой обраоотки изделий (отжиг, закалка). После тепловой обработки изделия по ступают на сортировку, упаковку и т. д. После выхода изделия из ванны и возврата толкателя на исходную позицию производится подъем формы и транспортировка ее на позицию загрузки стекломассой, где и заканчивается технологический цикл одной формы.Таким образом, предлагаемая установкадля производства полированных листовых стеклоизделий позволяет замкнуть технологический цикл производства, тем самым упростить конструктивное исполнение х становки и увеличить ее производительность,Предмет изобретен и я1, Установка для изготовления полировапзо ных листов стекла, содержащая питательстекломассы, ванну с кольцевым рабочим каналом, заполненным расплавленным металлом и разделенным перегородками на зоны загрузки, формования, охлаждения и выгрузки изделий, формы для изделий с механизмом их транспортирования по расплаву, устройство для извлечения изделий из форм, отл ич а ю щ а я с я тем, что, с целью повышения производительности и улучшения качества изделий, в дне ванны в последней зоне образовано углубление, а устройство для извлечения изделий выполнено в виде плунжера для утапливапия формы и толкателя изделйй с соплами.5 2. Установка по п. 1, отл ич а юща я с ятем, что, с целью поддержания постоянного уровня расплава, в ванне установлен поплавок, связанный с механизмом для утапливания форм.Пилипенко нискина ектор дакт Подписное Тираж 559тета Совета Министров ССий и открытийаушская наб., д. 4/5 Типография апунова,Заказ 3055/10 Изд.1864 ЦНИИПИ Государственного коми по делам изобретен 113035, Москва, Ж, Р
СмотретьЗаявка
1960583, 02.10.1973
САРАТОВСКИЙ ФИЛИАЛ ГОСУДАРСТВЕННОГО НАУЧНО ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА СТЕКЛА
ГЛИКМАН МАРК ЛЕОНОВИЧ, САПУНАР ЗАХАР ИСАЕВИЧ, ПОВИТКОВ ГЕННАДИЙ ФЕДОРОВИЧ, ГОРОХОВСКИЙ ВЛАДИЛЕН АЛЕКСАНДРОВИЧ, ФАЙНБЕРГ ЕВГЕНИЙ БОРИСОВИЧ
МПК / Метки
МПК: C03B 18/02
Метки: листов, полированных, стекла
Опубликовано: 30.09.1975
Код ссылки
<a href="https://patents.su/4-485978-ustanovka-dlya-izgotovleniya-polirovannykh-listov-stekla.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления полированных листов стекла</a>
Ванна для солевых расплавов для модификации свойств изделий из стекла

Номер патента: 735580
Опубликовано: 25.05.1980
Авторы: Вольфганг, Йоханнес, Карл, Курт, Хайнц
МПК: C03C 21/00
Метки: ванна, модификации, расплавов, свойств, солевых, стекла
...1 состоит из верхней части 5, имеющей полукруглое поперечноесечение, и нижней части б, имеющейтреугольное или параболическоепоперечное сечение. В части б каскадноуотановлейы перегородки 7 с отверстиями-,-а также проходящие через внешнюю емкость 2 патрубки - патрубок 8для загрузки твердой соли, вентиляционный патрубок 9 для отвода газовиз расплавов соли, переливной патрубок 10 для расплава и патрубок 11" -" дляспуска всего содержимого внутренней емкости 1.- В системе трубопроводов под емкостью 1 имеется патрубок 12 дляконтроля и отвода соли,Патрубки 11, 12 и 10 выполненыобогреваемыми, 25На внешней стороне емкости 1 дляулучшения передачи тепла от нагревательной среды к емкости 1 наваренынаправляющие и теплопередающие ребра13, из...
Способ обработки поверхности изделий из стекла

Номер патента: 887500
Опубликовано: 07.12.1981
Авторы: Грибов, Гриненко, Иванов, Исаев, Мазин, Родионов, Федорова
МПК: C03C 23/00
Метки: поверхности, стекла
...встушпь с обрабатываемой поверхностью в контакт, удаляется из зоны обработки новой порцией растворителя.11 аправление паровой струи под углом к обрабатываемой поверхности менее 10 снижает степень мехаического воздействия и болсс 80 приводит к разбрызгиваншо конденсированного растворителя п образованию иа поверхности застойных зон, что ухудшает равномерность экстракции щелочных ионов из приповерхностного слоя стекла.Примср 1. Стеклянные пластины из известковосиликатного стекла размером 127 р,127 Х 2,1 мм после операции механи ческой обработки и отмывки подвергают воздействшо паров изопропилового спирта,5 10 15 20 25 З 0 05 40 45 50 55 60 65 сС этой целью . в ванне с размерами 500500 мм и глубиной 700 мм создают определенное...
Способ контроля формы и размеров литой зоны точечных сварных соединений

Номер патента: 396609
Опубликовано: 01.01.1973
МПК: G01N 25/72
Метки: зоны, литой, размеров, сварных, соединений, точечных, формы
...ЬТ должна оставаться постоянной для всех однотипных изделий). Величину этой разности ц момент времени регистрации выбирают исходя из толщины и материала изделия. При сохранении разности ХТ и момента времени регистрации постоянными имеется однозначная зависимость между регистрируемыми размерами цзотермы и размерами литой зоны точечного сварного соединения, Форма изотермы также соответствует форме литой зоны. Установив на основе эталонпрования зависимость между размерами изотермы ц размерами литой зоны, можно по зарегистрированным размерам цзотермы определять с помощью этой зависимости размеры литой зоны.В случае контроля нагретых поверхностей (например, сразу после сварки) изделие интенсивно охлаждают в области сварной точки ц в...
Станок для обработки поверхностей изделий, имеющих форму тел вращения

Номер патента: 458456
Опубликовано: 30.01.1975
Автор: Буторов
МПК: B29C 17/12
Метки: вращения, имеющих, поверхностей, станок, тел, форму
...закреплены направляющие с подпружиненным абразивным инструментом и прижимными роликами, снабжена копиром, взаимодействующим с подвижным резцом.На фиг. 1 изображен предложенный станок в плане; на фиг. 2 - то же, общий вид.Станок содержит смонтированный на раме 1 электропривод 2 для передачи вращательного движения шпинделю 3 с фрикционной муфтой и оправкой 4, суппорт 5 с подвижным резцом 6, редуктор 7 с эксцентриком (кулачком) 8, В опорах 9 рамы 1 установлена задняя бабка 10 с толкателем 11 и возвратной пружиной 12. На пинолн 13 задней бабки 10 расположена крестовина 14, на которой закреплены прижимные ролики 15 и подпружиненный абразивный инструмент 16. Крестови на снабжена копиром 17, взаимодействующимс подвижным резцом 6. Для...
Устройство для съема изделий с форм в машинах для отделки чулочно-носочных изделий

Номер патента: 1763539
Опубликовано: 23.09.1992
МПК: D06C 5/00
Метки: машинах, отделки, съема, форм, чулочно-носочных
...сжатого воздуха или атмосферой ются камеры 19. Каждая камера с помощью канала 20 сообщается с воздухопроводом 14. Обращенные друг к другу поверхности камер герметично закрыты эластичными мембранами 21. Между эластичными мембранами расположена жестко закрепленная в пневмоэахвате опорная пластина 22, Пластина снаружи имеет жесткую перфорированную обечайку 23, а внутри вставку 24, выполненные из материала, аналогичного материалу эластичных мембран 21. Вставка 24 имеет выступы 25, входящие в перфорацию обечайки заподлицо с внутренней поверхностью обечайки.Устройство для съема в отделочной машине взаимодействует с отделочными формами 26, на которые надеты изделия 27. Формы попарно установлены на державках 28, которые могут циклично...
Предыдущий патент: Способ получения блоков из кварцевого стекла
Следующий патент: Устройство для прогрева частично прозрачных материалов
Случайный патент: Устройство к пульсатору для испытания на усталость кольцевых пружин