Способ сборки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
Союз СоветскикСоциалистицескикРеспублик ОП ИСАНИЕИЗОЬЕЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ,72 88 явки асударстаенкык канатеСавата Нкнкатраа ССаа далам нзабратаекя аткрыткя Н 01 Г 17/02 3) Приорите 25047 бюллетень И 1 УДК 62 1 757 .002.2 (088. убликова ата опубл анин описания.27,03.78 72) Авторы изобретеныА. Иоффе и Р, К, Калнинь(64) СПОСОБ СБО сопрягаемых поверхностей, птимизации режимов сборки нительного магнитного пол овмещения и этом ию яют преимущественно вправлению индукции под углом основного ь импульс начала до ду импульсодноврем мпульсов . об 9 ля, а ампли полей меняю цв процесса основного по уменьшением полей уду и длительност т во времени от причем амплит ля увеличиваютовконного ным длительности и На фиг, 1 изоор лей, имеющих сложну му по сопрягаемым детали с индуцировв взаимодействующими ным переменным маг цией В,; на фиг, 3 дополнительного пер поля с индукцией В сборки; на фиг. 4 - ций В, и В,импульс тельного магнитных зоне сборки,ститут физики АН Латвийской С Изобретение может быть отнесено к различным отраслям техники, в частности к приборостроению и другим отраслям, где решается задача бесконтактной сборки различных по форме и размерам деталей, в том числе несимметричных деталей по граням, шпицам и. другим подобным поверхностям сопряжения.Известен способ сборки немвгнитных токопроводящих деталей переменным магнит 10 ным полем, воздействующим на индуцированные в деталях токи, при котором проиоходит частичное наложение их контуров.Предлагаемый способ отличается от известного тем, что с целью повышения произво- ц дительности сборки деталей сложной формы переменное магнитное поле (основное) нерио-дически отключают, а на период отключения дополнительно накладывают переменное магнитное поле, направление индукции которого 20 отличается от направления индукции основного поля, причем величину индукции обоих полей и период их воздействия на детали вы:бирают из условия последовательных разво- . ,ротов деталей одна относительно другой до 25 ажено соединение детаю (шестигранник) форповерхностям; нв фиг. 2- ными в них токами,между собой и с основ- нитным полем с индук- детали с направлением менного магнитного по отношению к оси график амплитуд индукв основного и дополни- полей, действующих в3Для обеспечения соединения деталей .1 и 2, име.оших форму шестигранника по сопрягаемым поверхностям, недостаточно их только соосно установить и направить . по направлению одна к другой. В случае несовпадения сопрягаемых поверхностей,деталей по контуру их необходимо еше развернуть одна относительно другой.Вывод деталей на ось 2 сборки (см. фиг. 2) обеспечивается известным способом,ро основанным на том, что на предварительно поданные в зону сборки детали воздействуют магнитным полем, вектор индукции которого , направляют вдоль оси сборки, а детали ра полагают в этой зоне так, что после надо ч жения магнитного поля с индукцией ВоР контуры индуцированных токов , и 1 сосед них собираемых деталей хотя бы частично перекрывают один другой и в сечении, перпендикулярном к оси сборки, соответствуют 2 О их сопрягаемым поверхностям. При этом. возникают электродинамические силы, перемещающие детали в направлении общей оси Х сборки (ось сборки показана условно на одной детали 2 ), Кроме того, детали в та ком поле иод действием индуцированных токов взаимно сближаются. Это объясняетсятем, что контуры иидуцированных токов стремятся совместиться в одной, плоскости, в результате детали испытывают силовое 30 воздействие, обеспечивающее совмещение сопрягаемых поверхностей (выступа вала с отверстием втулки и т, и,).Детали в магнитном поле после соприкосновения между собой испытывают вибрируюшее и микровращательное движения, которые в конечном итоге приводят к тому, что сложные по конфигурации детали собираются,Однако это требует длительного времени (30-90 сек) и не удовлетворяет условиям, 40 предъявляемым к автоматической сборке, при которой цикл процесса исчисляется секундами и долями секунд.Поэтому основное магнитное поле отклк :чают,.и на детали воздействуют дополни тельным переменным магнитным полем с индукцией В, направленной предпочтительно под углоУ 90 к оси сборки (см, фиг, 3), При этом детали под действием индуцированных в них токов отталкиваются одна от другой.Время действия импульса дополнительнога магнитного поля (см, фиг. 4) определяют из такого расчета, что взаимное удаление деталей не превышает 1-2 мм, Затем на ф собираемые детали снова накладывают импульс основного магнитного поля, после чего его основа отключают и накладывают дополнительное магнитное поле и т. д, В результате детали свободно. разворачивают О 4ся одна относительно другой и смыкаются в,требуемом положении. При этом за счет,электродинамического воздействия деталивходят в сопряжение по наикратчайшейтраектории.Для большей эффективности целесообразно,"чтобы каждый последующий импульс основного магнитного поля возрастал ло величинеамплитуды индукции Во и уменьшался подлительности воздействия (см. фиг. 4),т,е, 1 р ) )1", и т. д. Соответственно) у " 0 А и о - рем дейс вия импульсов основного магнитного пОляа 1,4, И 1"- время действия импульсов дололниМельйого магнитного поля. Величинаамплйтуды индукции В дополнительногомагнитного поля при этбм может оставаться неизменной. Частота магнитного поляустанавливается, исходя из электропроводности материалов и их характерных размеров. Учитывая, что характерный размеродной и той же детали в направлении полейс индукцией Во и В отличается, то и частота основного и дополнительного магнйтныхполей может существенно отличаться. Однако для упрощения питания магнитной сиотемы целесообразносоздавать магнитныеполя одной частоты, выбирая по величиненаибольшую из них,Формула изобретенияСпособ сборки немагннтных деталей переменным магнитным полем, воздействуюшим на индуцированные в деталях токи, прикотором происходит частичное наложение ихконтуров, о т л и ч а ю ш и й с я тем,что, с целью повышения производительностисборки деталей сложной формыпеременное магнитное поле (основное) периодичеоки отключают, а на период отключения дополнительно накладывают переменное магнитноеполе, направление которого отличается отнаправления индукции основного поля, причем величину индукции обоих полей и периодих воздействия на детали выбирают из условия последовательных разворотов деталейодна относительно другой до совмещения ихсопрягаемых поверхностей,2. Способ по п. 1, о т л и ч а ю щ и йс я тем, что, с целью оптимизации режимов сборки, индукцию дополнительного магнит ного поля. направляют преимущественно под углом 90 к направлению индукции основ ного магнитного поля,З,Способ поп, 1 отл и аюшийс я тем, что, с целью ускорения процесса сборки, амплитуду и длительность импуль 434699сов основного и дополнительного магнитныхпопей меняют во времени от началадо конца процесса, причем амплитуду импульсов основного поля увеличивают с одновременным уменьшением длительности импульсовобоих полей,7/1ПИ Государ Тираж 1263венного комитета Совелам изобретений и оосква, Ж, Раушск Подписное ета Министровкрытий ая набд, 4/5 1ССР 113035 ал ППП Патент", г, Ужгород, ул. Проектна оставитель С, НовикТехред М, Келемеш Корректор А. Власенко
СмотретьЗаявка
1788451, 29.05.1972
ИНСТИТУТ ФИЗИКИ АН ЛАТВИЙСКОЙ ССР
ИОФФЕ Б. А, КЕРН И. И, КАЛНИНЬ Р. К
МПК / Метки
МПК: B23P 19/10
Метки: сборки
Опубликовано: 25.04.1978
Код ссылки
<a href="https://patents.su/4-434699-sposob-sborki.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки</a>
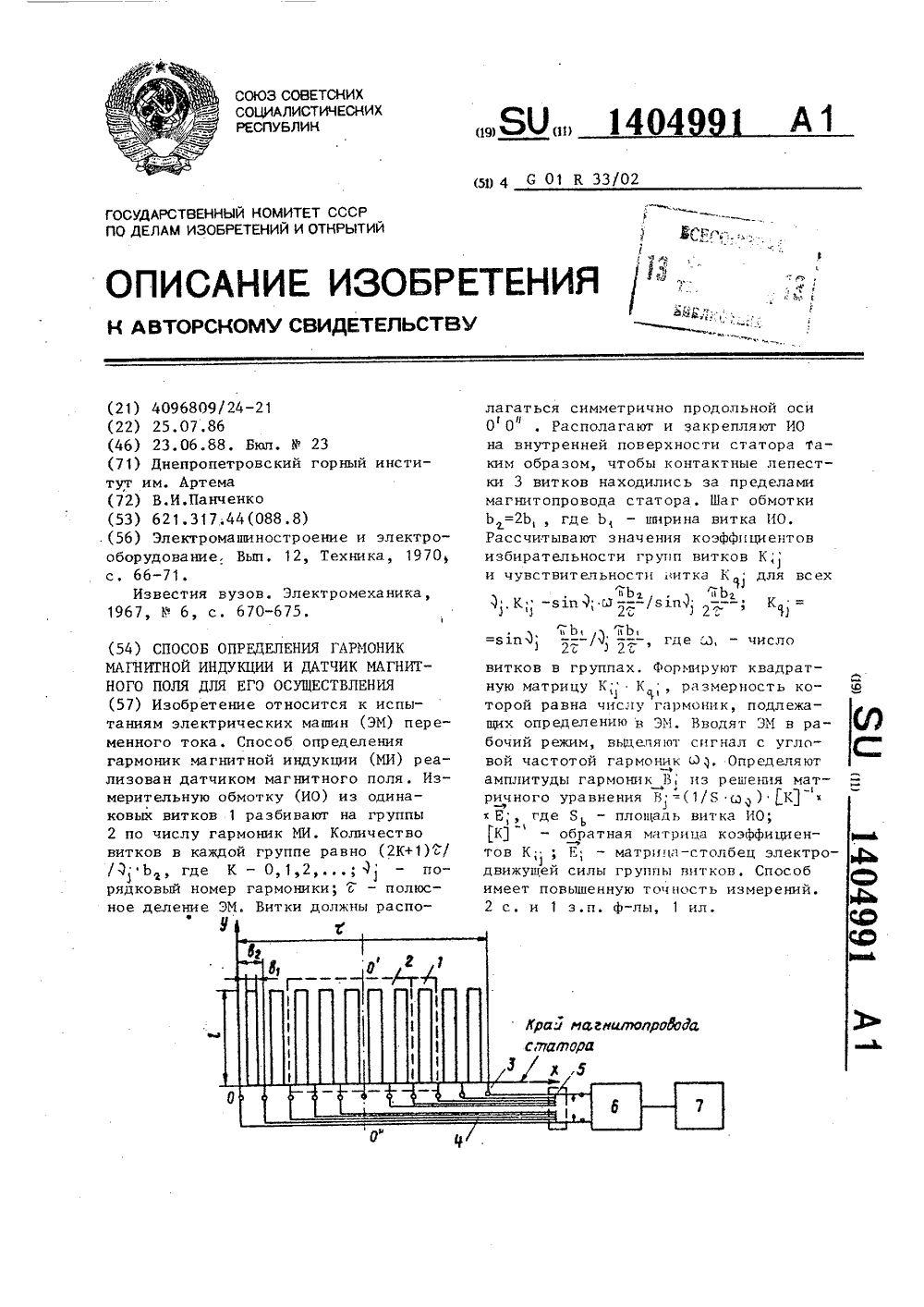
Способ определения гармоник магнитной индукции и датчик магнитного поля для его осуществления
Номер патента: 1404991
Опубликовано: 23.06.1988
Автор: Панченко
МПК: G01R 33/02
Метки: гармоник, датчик, индукции, магнитного, магнитной, поля
...на внутренней поверхности статора так, чтобы контактные лепестки 3 витков находились запределами магнитопровода статора.С помощью выводных проводников 4контактные лепестки соединяются склеммником 5,Рассчитывают значения коэффициен -1 тов избирательности групп витков К,1 и чувствительности витка К, обмотки для всех порядковых номеров 4 гармоник, подлежащих определению, соответственно по формуламЬ)зп 1 еы 2Кзп11 Ь,з 1 п27,К М , 11 Ь, е2 ь где Ь - шаг измерительной обмотки;Я, - число витков в группах;Ъ, - ширина витка.формируют квадратную матрицу К,1, элементы которой определяют по формулеК,=К ,К 1Размерность матрицы равна числугармойик, подлежащих определению вданной электрической машине.Вводят испытуемую машину в рабочий режим,...
Способ измерения магнитной индукции в жидких магнитных средах

Номер патента: 917148
Опубликовано: 30.03.1982
МПК: G01R 33/02
Метки: жидких, индукции, магнитной, магнитных, средах
...питания преобразователя. На выходе первого синхронного детектора 7 образуется сигнал нулевой частоты (постоянное напряжение), пропорциональный постоянной составляющей индукции поля в преобразователе, и сигнал с частотой модуляции Я , пропорциональный переменной составляющей индукции этого поля. Выделение этих сигналов осуществляется первым и вторым усилителями 8 и 9,и вторым синхронным детектором 10. Твердый усилитель 8 постоянного тока усиливает сигнал нулевой частоты и не пропускает сигнал частоты модуляции за счет узкой полосы пропускания. Второй усилитель 9 низкой частоты усиливает сигнал с частотой Р и не пропускает постоянную составляющую. Второй синхронный детектор 10, управляющий напряжением с частотой модуляции, преобразует...
Способ измерения магнитной индукции или напряженности магнитного поля

Номер патента: 113117
Опубликовано: 01.01.1958
Автор: Иванов
МПК: G01R 33/02
Метки: индукции, магнитного, магнитной, напряженности, поля
...колебаний, возбуждаемых в теле из ферромагнитного материала.На чертеже изображена принципиальная схема измерения парамстров магнитного поля по предлагаемому способу.В измеряемое магнитное поле 1 помещают твердое тело 2 из ферромагнитного материала и возбуждают в нем ультразвуковые колебания с помощью излучателя 3. Затем приемниксм 4, выполненным по типу обычного ультразвукового дефектоскопа, измеряют степень поглощения возбужденных колебаний в материале тела 2.Степень поглощения ультразвуковых колебаний твердым телом 2 зависит от индукции и напряженности магнитного поля 1, в котором оно помещено. Следовательно, измеряя интенсивность ультразвуковых волн, поступающих в приемник 4, можно судить о параметрах исследуемого магнитного...
Устройство для воспроизведения за-данных значений магнитной индукции

Номер патента: 811187
Опубликовано: 07.03.1981
Авторы: Мирошников, Студенцов, Хорев, Шилов, Шифрин
МПК: G01V 3/40
Метки: воспроизведения, за-данных, значений, индукции, магнитной
...12 и синтезатора частот 13.Требуемое значение тока устанавливается грубо на источнике тока 6, а точно - на 65 синтезаторе 13. Благодаря идентичности и 50 го подключен к управляющему входу первого источника тока.На чертеже представлена структурнаясхема устройства.Устройство содержит эталонную катушку1 магнитной индукции, намотанную накварцевом каркасе и помещенную внутрьпервой катушки 2 компенсации магнитногополя Земли (МПЗ). Две дополнительныеидентичные встречно-последовательновключенные токозадающие катушки 3 и 4магнитной индукции намотаны на общемкаркасе из кварца, ориентированы по направлению эталонной катушки и размещены внутри второй катушки 5 компенсацииМПЗ, эквивалентной катушке 2 и удаленной от нее на расстояние,...
Способ определения компонент вектора магнитной индукции
Номер патента: 854155
Опубликовано: 27.09.1996
Автор: Бледнов
МПК: G01R 33/02
Метки: вектора, индукции, компонент, магнитной
Способ определения компонент вектора магнитной индукции, включающий линейное преобразование измеряемого поля по трем взаимно перпендикулярным направлениям с заданными коэффициентами преобразования, из которых хотя бы один по величине не равен двум другим, ориентацию преобразователя до совмещения одного из направлений преобразования с направлением определяемой компоненты вектора магнитной индукции, а другого направления преобразованияс плоскостью, в которой находятся первое направление преобразования и вектор магнитной индукции, определение величин модулей векторов магнитной индукции преобразованного и измеряемого полей с последующим определением компонент вектора магнитной индукции, отличающийся тем, что, с целью повышения точности,...
Предыдущий патент: Устройство аварийного закрытия напрвляющего аппарата гидротурбины
Следующий патент: Способ распределения потока немагнитных токопроводящих деталей
Случайный патент: Адсорбент фтора из газов