Автомат для изготовления мешков из термосклеивающегося материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 266644
Автор: Жидопис


Текст
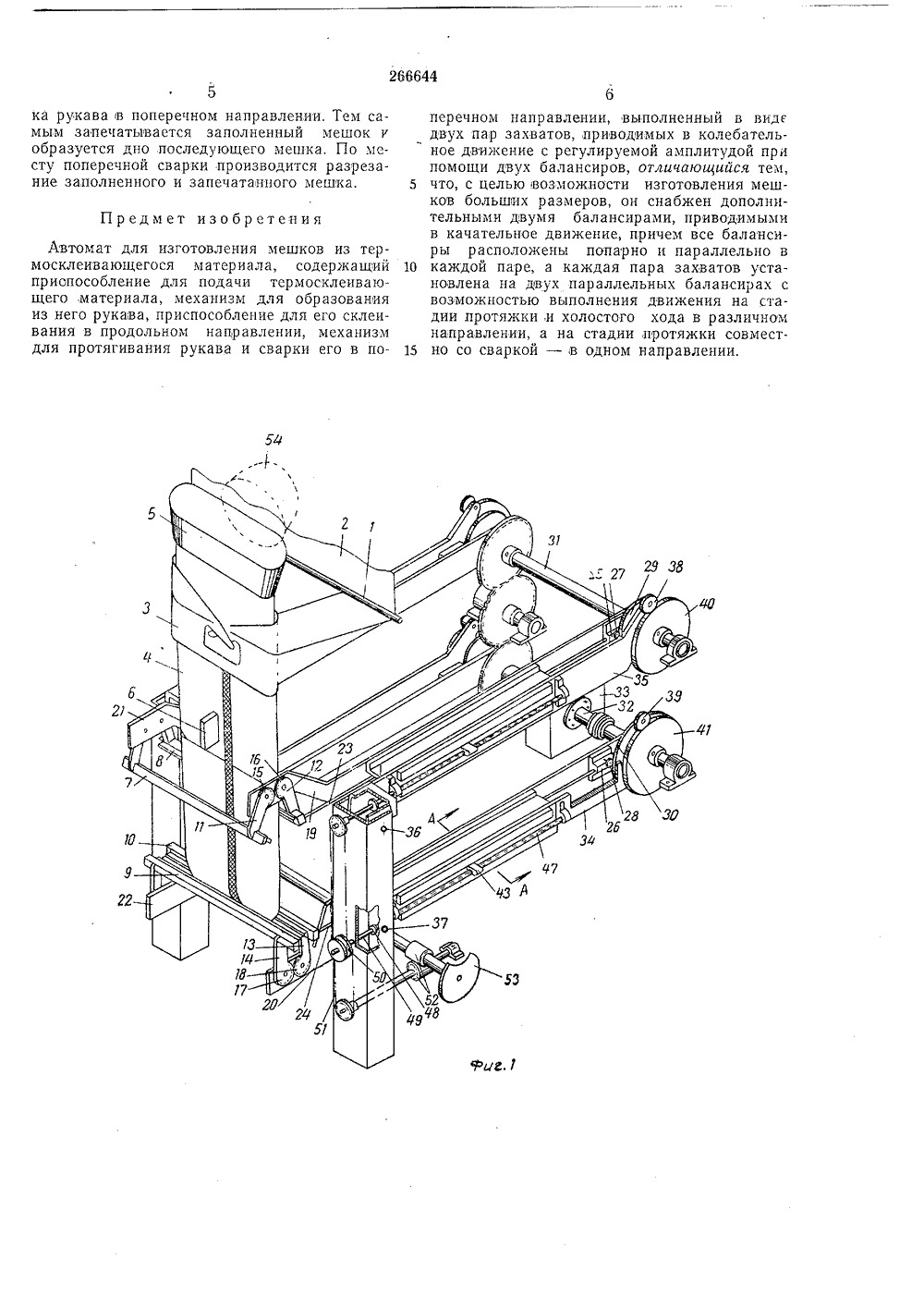
О П И С А Н И Е 266644ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республикприсоединением заявк МПК В 650 В б 5 Ь УДК 621.(98Комитет по цепам зобретений и открытий при Совете Министров СССРттет рио 088.8) О. Бюллетень11 исания 20.Л 1.1970 иковано 17.111.19 опубликования о п вторзобретени асск литехническии институ явит АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕ 1 ЦКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛ изготавпримерно ося матеИзобретение относится к расфасовочно-упаковочньтм машинам.Известен автомат для изготовления мешков из термосклеивающего материала, содержащий приспособление для подачи термосклеивающего материала, механизм для образования из него рукава, приспособление для его склеивания в продольном направлении, механизм для протягивания рукава и сварки его в поперечном направлении, выполненный в виде двух пар захватов, приводимых в колебательное движение с регулируемой амплитудой при помощи двух балансиров.Однако этот автомат предназначен для изготовления мешков небольшого размера из полиэтиленовой пленки толщиной не более 60 - 80 мкл.Предлагаемый автомат позволяетливать мешки больших размеров (800 Х 1 фО,и,я) из термосклеивающегриала толщиной 200 - 300 мкл. Для этои цели он снабжен двумя дополнительными балансирами, приводимыми в качательпое движение, причем все балансиры располокетты попарно и параллельно в каждой паре, а каждая пара захватов установлена на двух параллельных балансирах с возможностью выполнения движения на стадии протяжки и холостого хода в различном направленин, а на стадии протяжки совместно со сваркой - в одном направлении.На фиг. 1 изображен предлагаемый автомат, на фиг, 2 - сочленение балансира с дру.5 гими деталями автомата; на фиг. 3 - последовательность положений захватов и дозатора при заполнении мешков продуктом, их запечатывании и разрезании,Основные части автомата: направляющий О валик 1 для подачи ленты 2 термосклеивающегося материала, механизм 3 для формования ленты в виде рукава, труба 4 с воронкой 5, служащая для направления рукава, а при одновременной расфасовке и упаковке про дуктов - для ввода продукта;в рукав, нагревательный элемент б для образования продольного шва и два клещеобразных захвата для сваривания рукава в поперечном направлении и его протягивания. Оба клещеобраз- О ных захвата расположены один над другими приводятся в колебательное движение во взаимно-противоположных направлениях. В крайних положениях направление движения захватов совпадает для обеспечения не прерывного протягивания ленты.Каждый клещеобразный захват состоит изодной пары губок. Верхний захват состоит из губок 7 и 8, а нижний - из губок 9 и 10.Одни (правые) концы гу.бок 7 и 8 верхнего 0 захвата закреплены на рычагах 11 и 12, аконцы губок 9 и 10 нижнего захвата закреплены на рычагах 13 и 14. Продольной вертикальной плоскостью, проходящей по середине автомата, весь автомат мокво разделить на две аналогичные части (описывается одна половина автомата),Рычаги 11 - 14 заканчиваются находящимися в постоянном зацеплении секторами зубчатых колес 15 и 1 б, 17 и 18, которые с возмож постыл поворота смонтированы на концах ба. лансиров 19, 20, Аналогично смонтированы вторичные концы губок 7 - 10 на концах балансиров 21 и 22. Губки нижних захватов снабжены нагревательными элементами для образования поперечного шва на рукаве, Рычаги 12, 13 шарнирно соединены с подвижными толкателями 23 и 24, на противоположных концах которых находятся ползуны 25 и 2 б с роликами 27 и 28, взаимодействующими с кулачками 29 и Ю. Аналогичные толкатели с роликами и кулачками имеются также и на другой стороне автомата. Кулачок 29 жестко посажен на валу 31, а кулачок Ю жестко закреплен на валу 32. Валы 31 и 32 кинематически связаны между собой и через редуктор 33 приводятся во вращательное движение с одинаковой скоростью от электродвигателя (на фиг. 1 не показан), Таким образом, кулачки 29, 30 и аналогичные им кулачки, расположенные на другой стороне автомата, через соответствующие ролики и толкатели управляют закрыванием и открыванием верхнего и нижнего захватов, Например, при перемещении толкателя 24 вправо рычаг 13 поворачивается по часовой стрелке, а рычаг 14 одновременно поворачивается против часовой стрелки, губки 9 и 10 расходятся. При перемещении толкателей влево, обе губки сходятся. Качательное движение захватов вверх и вниз осуществляется в результате поворота балансиров 19 - 22 вокруг осей валов 31 и 32. Поворотом балансиров 19 и 20 управляют толкатели 34 и 35, приводимые в кача- тельное движение относительно осей 3 б и 37 укрепленными на их концах роликами 38 и 39, которые перекатываются по кулачкам 40 и 41. Последние жестко смонтированы соответственно на валах 31 и 32. Взаимодействиетолкателя 34 с балансиром 20 изображено на фиг. 2. В продольном пазу толкателя 34 при помощи направляющих 42 смонтирован ползун 43. В ползуне 43 жестко закреплен один конец нальца 44. Второй его конец свободно входит в отверстие ползуна 45, который, в свою очередь, смонтирован в направляющих 4 б, жестко связаных с балансиром 20. Таким образом, при перемещении толкателя 34 вверх или вниз через ползун 43, палец 44, ползун 45, направляющие 4 б движение передается балансиру 20, и он перемещается в соответствующем направлении, Ввиду того что балансир 20 и толкатель 34 поворачиваются вокруг разных осей, при совместном перемещении относительное проскальзывание происходит между ползуном 45 и направляющими 5 и 15 го 25 30 35 40 45 50 55 60 65 4 б. Взаимодействие балансиров 21 и 22 со своими толкателями аналогичное, Для изменения длины мешков регулируют амплитуды колебания захватов. С этой целью ползуны 43 переставляют вдоль толкателя 34. Это перемещение осушествляется при помощи смон тированного на толкателе регулировочного винта 47, соединенного карданным шарниром 48 с валиком 49 со звездочкой 50 на конце, приводимой в движение цепной передачей 51 и парой винтовых зубчатых колес 52 от шкива 53, причем вращение от последнего передается одновременно на все регулировочные винты, так как они между собой кинематически связаны. В результате этого все балансиры качаются с одинаковыми амплитудами.Автомат работает следующим образом.Подаваемая с рулона лента огибает направляющий валик и формуется механизмом в рукав. Наложенные друг на друга края ленты, проходя зону нагревательного элемента б, свариваются в продольном направлении.Протягивание полученного рукава осуществляется с примерно постоянной скоростью поочередно, то верхней парой губок 7 и 8, то нижней парой губок 9 и 10. Причем губки нижнего захвата снабжены нагревательным элементом и сваривают рукав в поперечном направлении, образуя мешок, а губки верхнего захвата служат только для протякки рукава без его сварки в поперечном направлении,Предлагаемый автомат может также производить изготовление мешков из ленты термосклеивающегося материала с одновременным заполнением их продуктом и запечатыванием, В таком случае автомат снабжают дозатором 54, работающим согласованно с захватами,На фиг. 3 изображена последовательность работы верхнего и нижнего захватов и доза- тора. В положении Б показано протяжение рукава нижним захватом. Верхний захват в раскрытом состоянии перемещается в крайнее верхнее положение. Дозатор подал порцию продукта в рукав в тот момент, когда нижний захват пережал его в поперечном направлении, а верхний захват начал раскрываться.В полокении В показано перемещение захватов в противополокных направлениях. В положении Г нижний захват продолжает перемещаться вниз, а верхний захват, перемещаясь вниз с такой же скоростью, пережал рукав выше верхней точки порции продукта на величину, достаточную для размещения губок нижнего захвата. В положении Д, Е, Ж показано сближение закрытого верхнего и раскрытого нижнего захватов. В положении 3 показан момент, когда оба захвата находятся в закрытом состоянии и перемещаются вниз.Причем нижний захват пережал рукав в пространстве между верхней точкой продукта, находящегося в рукаве и нижней кромкой губок верхнего захвата, При дальнейшем перемещении нижнего захвата вниз производится сварка рукава в поперечном направлении. Тем самым запечатывается заполненный мешок и образуется дно последующего мешка. По месту поперечной сварки производится разрезание заполненного и запечатанного мешка. Предмет изобретенияАвтомат для изготовления мешков из термосклеивающегося материала, содержащий приспособление для подачи термосклеивающего материала, механизм для образованиия из него рукава, приспособление для его склеивания в продольном направлении, механизм для протягивания рукава и сварки его в поперечном направлении, выполненный в виде двух пар захватовприводимых в колебательное движение с регулируемой амплитудой при помощи двух балансиров, отличающийся тем, 5 что, с целью возможности изготовления мешков больших размеров, он снабжен дополнительными двумя балансирами, приводимыми в качательное движение, причем все балансиры расположены попарно и параллельно в 10 каждой паре, а каждая пара захватов установлена на двух параллельных балансирах с возможностью выполнения движения на стадии протяжки,и холостого хода в различном направлении, а на стадии, протяжки совмест но со сваркой - в одном направлении.пография, пр, Сапунова, 2 Заказ 1706ЦНИИПИ Тираж 480 митета по делам изобретений и открь Москва К, Раушская иПодписное й при Совете Министров СССР д. 4/5
СмотретьЗаявка
1255416
В. Ю. Жидопис Каунасский политехнический институт
МПК / Метки
МПК: B65B 5/02, B65B 51/04
Метки: автомат, мешков, термосклеивающегося
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/4-266644-avtomat-dlya-izgotovleniya-meshkov-iz-termoskleivayushhegosya-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Автомат для изготовления мешков из термосклеивающегося материала</a>
Устройство для контроля направления и управления движением проходческого щита

Номер патента: 514052
Опубликовано: 15.05.1976
Авторы: Кацов, Левитин, Менакер, Самойлов
МПК: E21D 9/06, E21F 17/00
Метки: движением, направления, проходческого, щита
...5, монтированное на якоре 6 электромагнита 7, выходное зеркало 8, монтированное па якоре 9 электромагнита 10, развертку луча 11 и блок 12 поочередного переключения питания.Работает устройство следующим образом.Луч лазерного генератора фокусируется 5 коллпмпрующей насадкой 2 и пересекаетсямодулирующпм диском 3, насаженным на ось привода 4, Затем луч падает на входное зеркало 5. Отразившись от зеркала 5, луч падает на выходное зеркало 8. Электромагниты 7 и 0 10 снабжены блоком 12 поочередного переключения питания их обмоток таким образом, что якорь 6 с зеркалом 5 сканирует в горизонтальной плоскости, а якорь 9 с зеркалом 8 - в вертикальной плоскости, зеркало 5 веерооб разно разворачивает луч лазера в горизонтальной плоскости, а зеркало...
Захват к элеватору-подъемнику для мешков

Номер патента: 31257
Опубликовано: 31.07.1933
Автор: Окулов
МПК: B65G 17/32
Метки: захват, мешков, элеватору-подъемнику
...13 - 12. Между щеками кронштейна 10, несущего ось 7 двуплечего рычага 2 - 9, помещается ролик 8, цапфы которого свободно установлены в прорезе 23 плеча 9, закрепляемого в вертикальном положении крючком 11 - Б - 12. Плечо 2 шарниром б связано с планкой 1, снабженной несколькими вырезами для пальца 15 пластины 21, Устье мешка 20 закладывается между роликом 8 и пластиной 21 и ими зажимается при подъеме двуплечего рычага 2 - 9; в виду различной толщины ткани мешка палец 15 может закладываться в различные вырезы планки 1.При подъеме мешка 20 элеватором 1 б - 17 пластина 22 скользит по установленным рядом с цепью элеватора брускам. Раскрывание захвата производится при помощи упора, выполненного в виде зубчатой рейки 3, шарнирно соединенной с...
Захват для мешков

Номер патента: 206828
Опубликовано: 01.01.1968
МПК: B66C 1/59
...пальцы 11, приваренные к планкам 12 с резиновыми накладками 1 З.Планки 12 также выполнены с отверстиями, в которые свободно проходят иглы 1 О. На 10 пальцах 11 сидят пружины 14, отжимающиепланки 12 от зажимных губок, Зазор между губками и планкой регулируется с помощью гаек 15. Упор 1 б служит для фиксирования рычага 5 в крайнем вогнутом положении, 15 т. е, при открытом состоянии захвата.Захват работает следующим образом,Захват в раскрытом положении вается на сшивку мешка (не показ 20 чего усилием рабочего сводятся ве цы клещевин 1, Предварительно н повернуть рычаг 5 к соответствую вине. Сведение клещевин производит 25 пор, пока защелку б можно будет и зацепить за наружную кромку кле Придерживая защелку б в повер 90 положении,...
Захват для мешков

Номер патента: 1393763
Опубликовано: 07.05.1988
...зажимной губки 5 вположении, когда его рабочая поверх:ность 7 параллельна рабочей поверхности 7 губки 6 осуществляется пружинным Фиксатором выполненным в виде пространственно изогнутой скобы11, зафиксированной относительное 1 еклещевины осью 12,Захват работает следующим образом.Клещевины 1 и 2 (фиг.1) посредством гибкой связи крепятся к грузоподъемному устройству е,не показано)Зажнмные губки 5 и 6 раскрываютсяпосредством прижатия рукоятки 4 кклещевине 2 и между их рабочими поверхностями 7 вводится горловина мецг"ка. Отпускается рукоятка 4 и горловина мешка зажимается вспомогательной пружиной 8, создающей начальноенажатие. Затем захват поднимается имешок езажимается под собственным весом. При возникновении складок или...
Вакуумный захват для сыпучих грузов в воздухопроницаемых тканевых мешках

Номер патента: 1274988
Опубликовано: 07.12.1986
Автор: Крыжановский
МПК: B66C 1/02
Метки: вакуумный, воздухопроницаемых, грузов, захват, мешках, сыпучих, тканьевых
...из полости корпуса 1. При достижении в ней необходимого разрежения тканьмешка притягивается к полосе контакта 2 и кразделительному элементу 10. Притягиваетсяи часть груза.После этого осуществляется подъем захвата с мешком. После подъема мешок деформируется и повисает так, что часть 14сыпучего груза притягивается изнутри к воздухопроницаемой ткани 11 по площади захвата, например по кольцу. Остальная частьгруза остается внизу мешка, Между верхней частью 14 груза и нижней возникаетпространство, зависящее от степени наполнения груза в мешке. Притянутый к тканиизнутри груз 14 располагается слоем определенной толщины. Воздух, который просасывается через захват, проходит ткань 11, воздушное пространство между притянутым грузом 14 и...
Предыдущий патент: Тара многооборотная
Следующий патент: 266645
Случайный патент: Температурный датчик