Тянуще-задающее устройство для транспортирования сортового проката и проволоки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1620169
Авторы: Миславский, Следнев, Сыроватский, Шмуклер

Текст
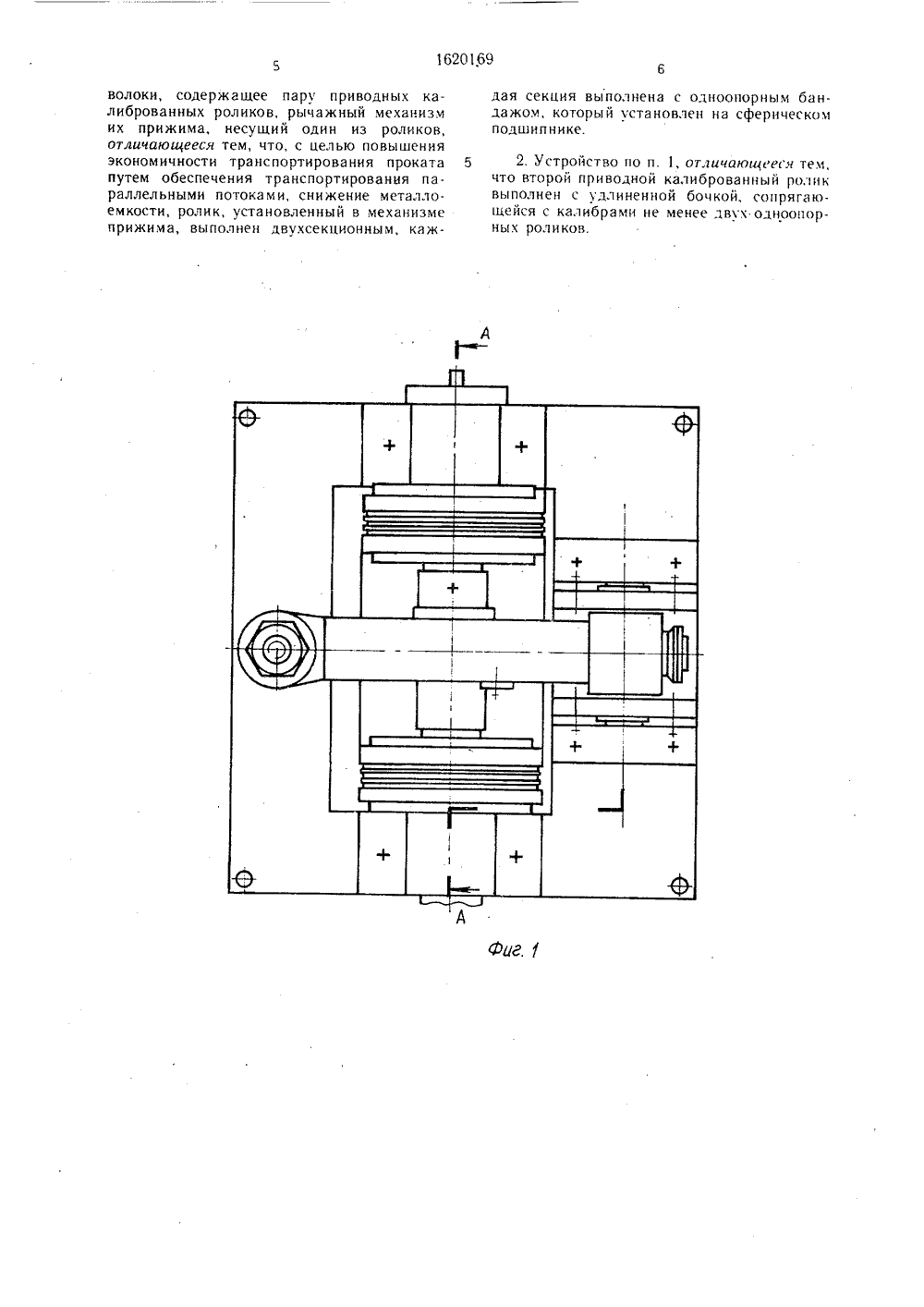
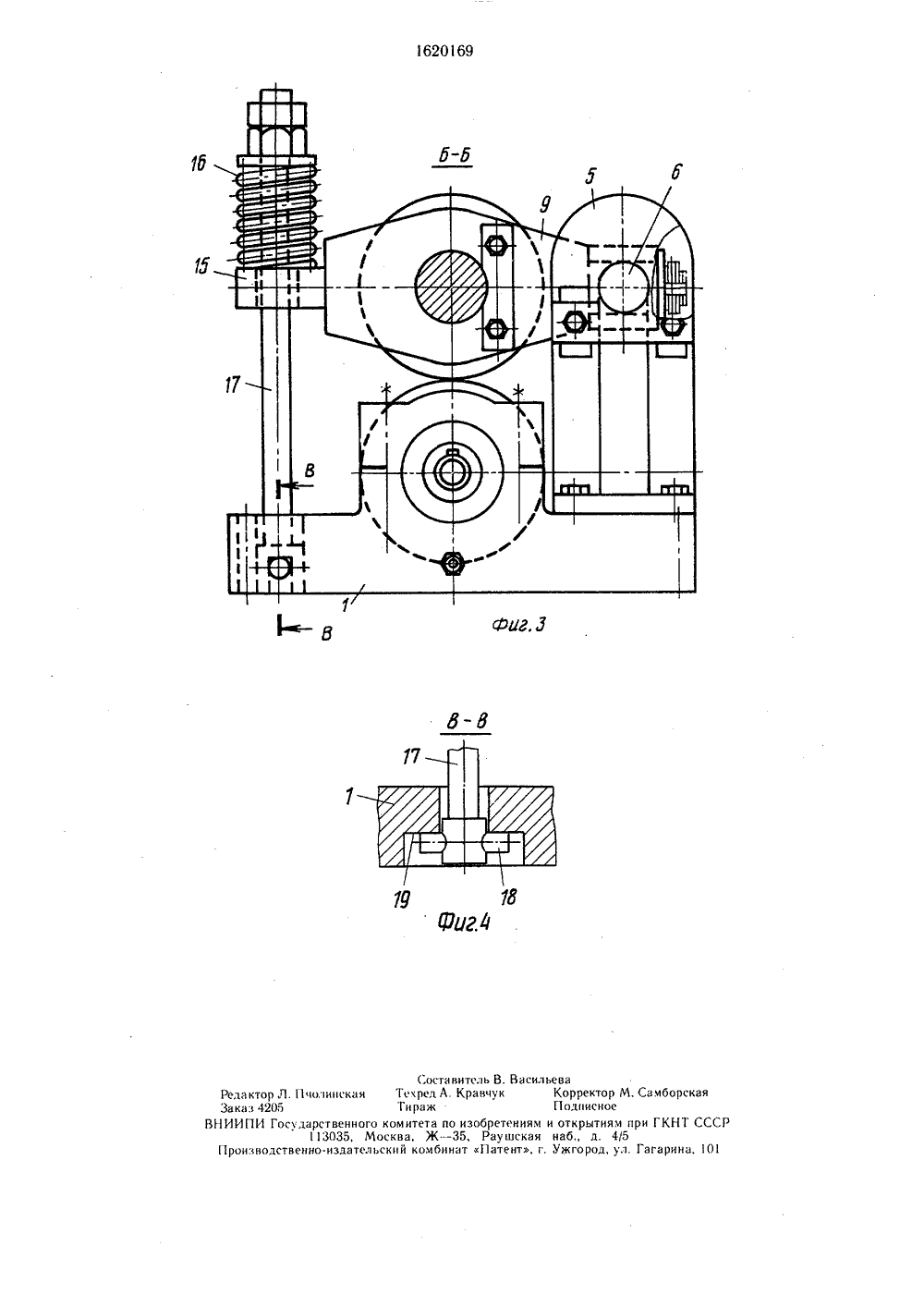
- А лс 8 рву бее Ж М 1 д" 7 -ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМРИ ГКНТ СССР А 8 ТОРСКОМУ СВИДЕТЕЛЬСТ(71) Государственный научно-исследовательский и проектный институт металлургической промышленности Гипросталь (72) В. П. Следнев, В. И. Сыроватский, И. С. Шмуклер и А, М. Миславский (53) 621.771.068 (088.8)(56) Финкельштейн Я. С. Справочник по прокатному и трубному производству. - М.: Металлургия, 1975, с. 123, 124.Когос А. М. Механическое оборудование волочильных и лентопрокатных цехов. - М.: Металлургия, 1957, с. 152, 153.(54) ТЯНУШЕ.ЗАДА ЮШ ЕЕ У СТРО ЯСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ СОРТОВОГО ПРОКАТА И ПРОВОЛОКИ ЯО 162016(57) Изобретение предназначено для исполь. зования в качестве тянуще-задающего устройства перемещения длинномерных металлических полос, проволоки, заготовок и др. технологических агрегатов металлургической, метизной, кабельной и других областей промышленности. Целью изобретения является повышение экономичности транспортирования проката путем обеспечения транспортирования параллельными потоками, снижения металлоемкости. Устройство содержит ролик 3, закрепленный на станине, и ролик 14, установленный на усгройстве прижима, ролики 14 выполнены одноопорными в виде бандажей 12, надетый на сферические подшипники 11. При этом ролик 3 выполнен с удлиненной бочкой. 1 з.п. ф-лц, 4 ил.50 55 Формула изобретения Изобретение предназначено для использования в качестве тянуще-задающего устройства перемещения длинномерных металлических полос-проволоки, заготовок и др. у технологических агрегатов металлургической, метизной, кабельной и других областей промышленности.Цель изобретения - повышение экономичности транспортирования проката путем обеспечения транспортирования параллельными потоками, снижение металлоемкости.На фиг. 1 показано предлагаемое устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2; на фиг. 4 - разрез В-В на фиг. 3.На станине 1 в стационарных подшипниковых опорах 2 установлен приводной ролик 3, имеющий форму удлиненной бочки с двумя группами направляющих канавок 4, служагцих для подачи проволоки (не показана), расположенных вблизи краев бочки. Сбоку от ролика 3, на станине 1 закреплена стойка 5. На стойке 5 на высоте, практически равной диаметру бочки ролика 3, шарнирно на цапфах 6, ориентированных параллельно бочке ролика 3, установлена с возможностью вра щения траверса 7. В ориентированном горизонтально, перпендикулярном цапфам 6 отверстии в траверсе 7 также с возможностью вращения установлен шип 8 рычага 9. В рычаге 9, в его средней части, параллельно бочке ролика 3 и непосредственно над ним неподвижно закреплена двуплечая ось 1 О. На цилиндрических концах оси 10, расположенных над краями бочки ролика 3, установлены сферические подшипники 11, на которых надеты бандажи 12 с канавками 13 на внешней цилиндрической поверхности, причем канавки 13 сопряжены с канавками 4 на ролике 3, образующими совместно с ними калибры для захвата проволоки.Подшипники 11 и бандажи 12 являются основными элементами прижимных роликов 14.На стороне рычага 9, противоположной шипу 8, расположена проушина 15, на которую сверху оперта цилиндрическая пружина 16 сжатия, с пропущенной через пружину 6 стяжкой 17, нижний конец ко. торой с помощью имеющихся на нем цапф 18 закреплен в гнезде 19 станины 1. Устройство работает следуюгцим образом.При необходимости транспортировки устройством двух проволок каждую из них заправляют в зазор между роликом 3 и одним из роликов 14, в калибр, образованный средними из канавок 4 и 13 указанных роликов. В связи с тем, что ось средней из канавок 4 совпадает с осью сферического подшипника 11 ролика 14, а также в связи с тем, что образованный канавками 1 калибр удерживает проволоку от боковых смепсений, бандаж 12 ролика 14 удержи 5 10 15 20 25 30 35 40 45 вается силами прижима от перекоса в вертикальном положении,Прижим роликов 14 к ролику 3 создается пружиной 16. При этом указанный прижим обеспечивается возможностью вращения цапф 6 траверсы 7 в гнезде стойки 5, а также возможностью вращения шипа 8 рычага 9 в соответствующем отверстии траверсы 7, причем возможность поворота рычага 9 вдоль его продольной оси создает возможность покачивания двуплечей оси 10 и обеспечивает прижим пары роликов 14 к ролику 3 по принципу балансирного нагружения.Прижим роликов 14 к ролику 3 обеспечивает зажим между ними проволоки.Вращение ролика 3 приводом (не показан) обеспечивает благодаря зажиму роликами 14 и 3 проволоки преобразование вращения ролика 3 в поступательное движение без проскальзывания проволоки и вращение роликов 14.При необходимости транспортировки проволоки в три нитки одну из проволок задают под один из роликов 14 так же, как описано в предыдущем случае, в центральный калибр, а две другие проволоки - под другой ролик 14, а два крайних калибра, таким образом, чтобы обе проволоки располагались симметрично относительно подшипника 11, благодаря чему бандаж 12 при. жимает две проволоки, передавая на них усилие от сферического подшипника 11 также по принципу балансира. Таким образом, на балансирную установку оси 10 осевым вращением рычага 9 с шипом 8 вокруг траверсы 7 накладывается балансирная установка бандажа 12 с возможностью поворота его вокруг подшипника 11, т.е. применена двойная балансирная установка роликов 14.При необходимости транспортировки проволоки в четыре нитки под каждый из роликов 14 заводят по две проволоки в крайние калибры, осуществляя, таким образом, прижим каждой пары проволок по принципу двойного балансира.Благодаря принципу двойного балансира каждая из проволок оказывается прижатой соответствующим роликом 14 к ролику 3 с определенным рассчетным усилием, необходимым для создания при вращении ролика 3 определенного с учетом сопротивления перемещению транспортирующего усил и я трения.Таким образом, предлагаемое устройство обеспечивает компактность и снижение металлоемкости роликового транспортирующего устройства при транспортировке длин- номерных металлических полос параллельными потоками. 1. Тянуще-задающее устройство длятранспортирования сортового проката и про 1620169волоки, содержащее пару приводных калиброванных роликов, рычажный механизм их прижима, несущий один из роликов, отличающееся тем, что, с целью повышения экономичности транспортирования проката путем обеспечения транспортирования параллельными потоками, снижение металло- емкости, ролик, установленный в механизме прижима, выполнен двухсекционным, каждая секция выполнена с одноопорным бандажом, который установлен на сферическом подшипнике.5 2. Устройство по и. 1, отличающееся тем,что второй приводной калиброванный ролик выполнен с удлиненной бочкой, сопрягающейся с калибрами не менее двух одноопорных роликов.620169 1 б Релактор Л. ПчолинскаяЗаказ 4205ВНИИПИ Госуларственного ко113035, МосПроизволственно издательск Составитель В. ВасильеваТскред А. Кравчук Корректор М. СамборскаяТираж Подписноемитета по изобретениям и открытиям при ГКНТ СССва, Ж - 35, Раушская набд. 4/5пй комбинат Патент, г. Ужгород, ул. Гагарина, 10
СмотретьЗаявка
4638756, 16.01.1989
ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ "ГИПРОСТАЛЬ"
СЛЕДНЕВ ВЛАДИМИР ПЕТРОВИЧ, СЫРОВАТСКИЙ ВИКТОР ИВАНОВИЧ, ШМУКЛЕР ИОСИФ СРУЛЬЕВИЧ, МИСЛАВСКИЙ АЛЕКСАНДР МИХАЙЛОВИЧ
МПК / Метки
МПК: B21B 39/00
Метки: проволоки, проката, сортового, транспортирования, тянуще-задающее
Опубликовано: 15.01.1991
Код ссылки
<a href="https://patents.su/4-1620169-tyanushhe-zadayushhee-ustrojjstvo-dlya-transportirovaniya-sortovogo-prokata-i-provoloki.html" target="_blank" rel="follow" title="База патентов СССР">Тянуще-задающее устройство для транспортирования сортового проката и проволоки</a>
Устройство для транспортирования длинномерного проката к укладчику

Номер патента: 1364385
Опубликовано: 07.01.1988
Авторы: Адамович, Кузьмин, Чиж
МПК: B21B 39/00
Метки: длинномерного, проката, транспортирования, укладчику
...рольгангом 8, Попадая в зону действия магнитного поля роликов 2, прокат вступает с ним во взаимодействие, прижимается к роликам и транспортируется ими с помощью привода 3 в сторону укладчика 9.Пока сила тяжести ряда проката Р в точке ее приложения находится 64385 2слева от шарнира 4, рама с роликамипродолжает сохранять горизонтальноеположение. Но как только сила тяжести ряда проката в точке ее приложения проходит ось шарнира, возникаетмомент опрокидывания М от веса проката с постоянно возрастающим плечом 1 и составляетМ=Р 1Когда возникает состояние нарушенного равновесия и М становится больше М рама с роликами и прокатомповорачивается вокруг шарнира 4 и 1. прокат своим передним концом упирается в укладчик 9 (или ранее уложенный...
Устройство для транспортирования ферромагнитного проката

Номер патента: 1477494
Опубликовано: 07.05.1989
Автор: Кузьменко
МПК: B21B 39/10
Метки: проката, транспортирования, ферромагнитного
...- бочка ролика обеспечивает увеличение нормальных контактных сил и коэффициента трения, что обеспечивает интенсификацию усипия транспортирования и ускорений при разгоне и торможении проката. Регулирование усилия транспортирования и ускорения при транспортировании достигается дистанционным изменением ампервитков катушек 5 возбуждения нли изменением рабочего зазора У между прокатом 7 и полюсами За и Зб.Использование предлагаемого устройства позволит интенсифицировать процесс транспортирования проката за счет сокращения времени на операции разгона и торможения, следовательно, увеличить пропускную способность (производительность) рольгангов. Реализация предложенного, устройства, например, в линии отводящих рольгангов непрерывных...
Приспособление для транспортирования роликов, шариков, гаек и тому подобных изделий от одного обрабатывающего их станка к другому

Номер патента: 107784
Опубликовано: 01.01.1957
Автор: Савичев
МПК: B23Q 7/08
Метки: гаек, другому, обрабатывающего, одного, подобных, роликов, станка, тому, транспортирования, шариков
...приспособле между трубой, принимающей ролики от одног портирующей их к другому станку, эжектора энергией жидкости, нагнетаемой трубопровод водом охлаждающей жидкости, подаваемой в приспособления делает его работу независим станков, в результате чего ликвидируется изно дается возможность извлечения ролика из ста остановки приспособления. Предлагаемое приспособление показано на чертеже в продольн разрезе. Обработанные на одном станке изделия (ролики, ша т. п,) поступают в трубу 1, проходящую через камеру 2,трубопроводу 3 нагнетается жидкость, На конце трубы садка 4, образующая с патрубком 5, сидящим на конце тр портирующей изделия к другому станку, эжектор Жидко мая трубопроводом 3, проходит через эжектор, т. е, через насадкой 4 и...
Ролик для транспортирования ткани при жидкостной обработке

Номер патента: 926119
Опубликовано: 07.05.1982
Авторы: Бурков, Глазунов, Пруднов, Тарарыкин
МПК: D06B 23/04
Метки: жидкостной, обработке, ролик, ткани, транспортирования
...фиг. 2 -,разрез А-А на фиг.1.3Ролик содержит рубашку 1, установленную на валу 2 в подшипниках 3 и 4. Ролик имеет лопасти 5 и 6 (см, фиг. 2), радиально закрепленные на внутренней поверхности рубашки 1 и 1 о на валу 2. На .торцах рубашки имеются отверстия 7 для подвода жидкости в полость ролика. Вал 2 установлен в подшипниках 8 и приводится во вращение от приводного механизма 9. 1Ролик работает следующим образом.При вращении вала 1 от приводного механизма 9 через лопасти 5 и 6 с помощью жидкости, которая поступает во внутреннюю полость ролика через отверстия 7, передается движение рубашке 1 ролика. При этом с увеличением скорости транспортирования ткани рас-. тет частота вращения приводного механизма 9 и частота вращения валика 2 с жестко...
Печной ролик для транспортирования металла

Номер патента: 1716290
Опубликовано: 28.02.1992
Авторы: Рогов, Солодков, Стрельцов, Терминасова
МПК: F27D 3/02
Метки: металла, печной, ролик, транспортирования
...в нижней части кожуха, Шейки ролика в камере охлаждения выполнены в виде кольцевого овального выступа 10, Между подшипниковым узлом 3 и камерой охлаждения закреплен вентилятор 11, воздушный поток которого направлен в сторону камеры охлаждения,Печной ролик работает следующим образом.Нагретый металл перемещается по поверхности бочки ролика, которая разогревается до высокой температуры, при этом часть тепла передается к шейке ролика. На пути продвижения тепла расположена камера охлаждения, которая в зависимости от необходимого количества отводимого тепла может работать в следующих режимах:режим минимального отвода тепла; кожух (верхняя 5 и нижняя 6 части) снят, охлаждение овального выступа 9 шейки ролика происходит путем обдува щеток 5...
Предыдущий патент: Способ регулирования толщины проката и устройство для его осуществления
Следующий патент: Устройство для направления проката
Случайный патент: Приспособление для проводки через ролик стрелы жесткого соединения натянутого троса