Способ многорезцового точения канавок в деталях
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1467856
Авторы: Головин, Гординский, Корниенко, Пегов




Текст
(54) СПОСОБ ИНОГОКАНАВОК В ДЕТАЛЯХ Б)оп. Нф 29 8 Цель изобретения - увеличчение производительности обработки канавок, за счет одновременной обработки профиля канавки фасонными реэгцами, соответствукщей заточке резцов. Перемещение инструментов осу. , ществляют по ликии, еоединюацейсередину обрабатываемой кайавки с ИЯ " наиболее удаленной от нее в продольном сечении детали точкой профиля.При этом резцы виполнекы с одинаховыюм полоаятельяьвя передними узлами, а форма резцов .в плане соответствует профял)о канавки. 9 ил.. Корниенко88.8) обрнтании 23 В 21/00 ий,РЕЗЦОВОГО ТОЧЕН механозовано анавок Изобретение относится к механообработке и может быть использовано для многорезцового точения канавок.Цель изобретения - повышение производительности обработки канаок за счет одновременной обработки профиля канавки фасонными резф цами, соответствукщей заточке резцов.На фиг,1 изображена схема расположения резцов в продольном сечении детали; на фиг.2 - то же, в попереч" ном сечении детали (при точении тремя резцами); на фиг,З - профиль к навки в продольном сечении детали (АБ в . отрезок прямой, равныйаирине канавки на образующей. детали; В) середина ширины канавки. на.образующей детали; В - наиболее удаленная точка. профиля канавки от середины ширины канавки; Г и Д, - точки.равномерного деления ширикй АБ канавки на число, равное числу резцов ( в 11-89 в аГОСУДАРСТВЕННЫЙ НОМИПО ИЗОБРЕТЕНИЯМ И О 1 НРЫТИЯПРИ ГКНТ СССР АВТОРСКОМУ СВИДЕТ(57) Изобретение относитс обработке и может быть ис для многорезцового точени,. 2рассматриваемом случае число резцовравко нуле); ГГ 1 - ДД- линии, параллельные линии ВВ, АЕГ, 1 ВД 1 ЦЗБ, дучастки профиля канавки; АГ, ГД, ДБхорды, соедииякв 1 ие. участки профиляканавки Е, В, 3 - вершины участковпрофиля канавки относительно хордАГ ГД, ДВ) иа фиг.4 - первый резец,.план (ЕИ - линия, перкенднку".ларнвя хорде АГ и проходящая черазвершину Е участка профиля резца);. ка фиг.5 -.сечете первого резца,проходящее по линии ЕИ перпекдикулярфно его передней грани ( - переднийугол первого резца); кафнг.6 " вто"рой резец, иван (ВВ, - линия, перпендикулярная хорде ГД и щ)оходящая че- , гфрез вервищу В участка профиля резца);ана фиг.7 - сечение второго резца,гфпроходящее по линии ВВ, перпендику-,лярно его передней гранк ( - перед-,ний угол второго резца); на фиг,8 третий резец, план (ЛЗ - линия, пер,окружности вокруг продольной оси детали, синхронно перемещают в сторону детали,в направлении от серединыканавки до наиболее удаленной отнее точки профиля, создают предпосьпки для повьппения качества и производительности обработки за счет одноз14678пендикулярная хорде ДБ и проходящаячерез вершину 3 участка профиля резца); на фиг. 9 - сечение третьегорезца, проходящее о линии ЗЛ перпендикулярно его передней грани ( -передний угол третьего резца),Способ осуществляют следующим образом,Резцы 1-3 закрепляют в радиальньхсуппортах 4-6 и располагает на продольном суппорте 7 равномерно по окружности вокруг продольной оси детали 8. Перед обработкой определяютна образующей детали 8 середину Вканавки и положение точек Г и Д,которые равномерно распределяют ши 1рину АБ канавки на число три, равноечислу резцов, определяют наиболееудаленную от середины В канавки точ" 21)ку В профиля. Делят профиль канавкина участки АГ, ГД, ДБ линиями ГГ,ДД, которые проходят через точкиГ, и Д параллельно линии В,В, соединяющей середину канавки В с наиболее 25удаленной точкой профиля В, Определяют хорды АГ, ГД, ДВ вершины Е, В, 3укаэанных участков профиля Определяют положение плоскостей ЕИ, ВВ, ЗЛ,которые проходят через вершины Е, В,3 перпендикулярно хордам АГ, ГД, БД.Резцам 1-3 придают Форму в плана,.соответствующую форме канавки в про"дольном сечении детали 8. Резец 1затачивают по его передней грани, которая проходит через вершину Е участка АЕГ и создают положительный передний угол в плоскости ЕИ и перпендикулярно хорде АГ. Резец 2 затачиваютпо его передней грани, которая проходит через вершину В участка ГВД исоздают положительный передний уголв плоскости ВВ перпендикулярнохорде ГД,. Резец 3 затачиваке,по егопередней грани, которая проходит через вершину 3 участка ДЗБ, и создают положительньй передний уголвплоскости ЗЛ, которая проходит черезвершину 3 и перпендикулярна хорде ДБ.В процессе точения деталь 8 вращают с помощью шпинделя станка, а50резцы 1-3 с помощью радиальных суппортов 4-6 и продольного суппорта 7,синхронно перемещают в направлениилинии ВВ до получения канавки на 55детали 8), То обстоятельство, .чторезцы сложного профиля профиль ко;торых в плане соответствует формеканавки, располагают равномерно по временной обработки канавки несколькими резцами по наиболее короткомупути формообразования в условии вэаимной компенсации сил резания приотсутствии прогиба детали, То обстоя-тельство,что профиль канавки равномерно распределяот на участки, чис"ло которых равно числу резцов, ли" ииями, которые проходят через точки,равнораспределяющие ширину канавкив направлении подачи резцов, и приэтом, каждый резец эатачивают по передней грани, которая проходит черезвершину каждого из участка, и создают положительный переднйй угол в плоскости, перпендикулярной хорде,которая соединяет границы соответст-.вусцего участка, обеспечивает резание с малыми сйлами, свободный сходстружки и более равномерное распределение сил резающ .между резцами,что, в свою. очередь, повышает качество и производительность обработки канавок,В качестве примера реализации рассмотрена обработка стружчатой канавки в заготовке круглой протяжки, материал Р 18, количество канавок 38. Диаметр протяжки (по калибрукщимзубьям) 9 мм,.ширина канавки АВ 3 мм,глубина канавки 1,5 мм.4Определяют середину канавки В 3 ммАВ =ВБ=- - -=,15 мм2 . Определяют положение точек Ги Д3 ммАГ, = ГД= Д Б =- = 1 мм.3 Определяют наиболее удаленную от точ.ки В, точку В профиля ВВ = 2,4 мм и положение линииВВ 7 БВВ = 45раФически определяют хорды АГ, ГД,ДВ и вершины Е, В, 3 участков профи"ля, положение плоскости ЕИ, котораяпроходит через вершину Е перпендикулярнЬ хорде АГ, положение плоскостиВВ которая проходит через вершйнуВ перпендикулярно хорде ГДположение5 14 плоскости ЗЛ,. которая проходит через вершину 3 перпендикулярно хорде ЛВ.Резцам 1"3 придают путем заточкина профилешлифовальном станке форму в плане, соответствуецую Форме стру-, жечной канавки в продольном сечении протяжки. Резец 1 затачивают по его передней грани, которая проходит через вершину Е, и создают передний угол , равный 10 ф, который контролируют в плоскости ЕИ, Резец 2 эатачивают по передней грани, которая проходит через вершину В и создают передний угол , равный 10 ф, который контролируют в плоскости ВВ, Резец 3 затачивают по передней грани, которая проходит через вершину 3 и создают передний угол ", равный 10 , который контролируют в плоскости ЗЛ.При точении шпинделю сообщают 1000 об/мин, резцы 1-3 с помощью радиальных суппортов 4-6 и продольного суппорта 7 синхронно по программе перемещают в направлении В,В на глубину 2,4 мм с подачей 300 ьй/мин. Машинное время обработки одной стружечной канавки при указанных режимах с учетом подвода и отвода резца составляет 0,04 мин, полное время обработкр всех стружечных канавок протяжки с учетом перемещений продольного суппора 7 от канавки к канавке сос 67856 6тавляет 5 мин (, = 5 мин) . Причемповерхность канавки не имеет следоввибраций и задиров.Б формула изобретения Способ многорезцового точения канавок в деталях, при которпм Фасон-ные резцы располагают равномерно по окружности в плоскости, перпендикулярной продольной оси детали и осуществляют их одновременное перемещение, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности и повышения .качества, перемещение резцов осуществляют в направлении, определяемом ФоРмой канавкипри этом на образующей детали определяют середину канавки и положение точек, раг" номерно распределяюцих ширину канав". ки по образующей детали на число,.равное количеству резцов после чего профиль канавки делят на участки ли ниями, проходящими через указанныеточки параплельно линки, соединяницей середину канавки с наиболее удаленной от нее в продольном сечении детали точкой профиля, а резцы перемещают З 0 в направлении указанных линий, приэтом берут резцы с одинаковыми по величине положительными передними углами, Форма которых в плане соответствует профилю канавки.34 б 7856 Т.Курков Корректор М Тираж 717ета по изобретенияма, Ж-ЗЗ, Рауасиая на Произво комбинат "Патент", г,Заказ ВВИИПИ дарственного ка 133035 .Ио евно-издатеяйск остави ехред ъ Д.Кутепидык Подписвооткрытиям ,д.4 И и ГКНТ СССР агарина,101
СмотретьЗаявка
4074305, 03.06.1986
ПРЕДПРИЯТИЕ ПЯ Ж-1287
ПЕГОВ В. Б, ГОРДИНСКИЙ Г. В, ГОЛОВИН С. В, КОРНИЕНКО А. Ф
МПК / Метки
МПК: B23B 1/00
Метки: деталях, канавок, многорезцового, точения
Опубликовано: 07.08.1990
Код ссылки
<a href="https://patents.su/4-1467856-sposob-mnogorezcovogo-tocheniya-kanavok-v-detalyakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ многорезцового точения канавок в деталях</a>
Резец

Номер патента: 1122435
Опубликовано: 23.03.1986
МПК: B23B 27/22
Метки: резец
...и сходит в виде спирали бесконечной длины. Такаяформа стружки обеспечивает безопас- дность работы, а также механизированную уборку стружки от станка. Крометого, при завивании в вертикальнойплоскости стружка может встречатьна своем нути уже обработанную поверхность, что приводит к ухудшениюее качества.Цель изобретения - улучшение процесса стружкоотвода из зоны резанияпри работе как с продольной, так и35с поперечной подачей.Цель достигается тем, что в резце, например, для токарной обработки, с углом при вершине до 90 ,снабженном на передней поверхности стружкозавивательным элементом в виде качавки, на передней поверхности выпол 35 3иены прямолинейные, не входящие на режущие кромки резца канавки, одна из которых совпадает с биссектрисой...
Устройство для измерения размеров канавки детали

Номер патента: 1747858
Опубликовано: 15.07.1992
Авторы: Агафонов, Бредихин, Пермитин
МПК: G01B 5/02
Метки: детали, канавки, размеров
...узел с имеющими возмокность вращения опорными роликами 39, 40, установленными с возможностью перемещения вдоль корпуса 1, расположенными на стойках 41 и 42, размещенных во втулках 43 на кронштейнах 44,45, закрепленных на корпусе 1, на котором установлена ручка 46, снабженная демпфирующим элементом 47, винтовые зажимы 48 на кронштейнах 23, 29, винтовые зажимы 49 на втулках 43, винтовые зажимы 50 на кронштейнах 25, измерительные стержни 51 индикаторов 24 и 33, контролируемая деталь,например, ротор турбины 52 с канавкой 53, боковые стенки 54 и 55, дно 56 канавки 53, выступы 57 канавки 53, направляющие стержни 58 на стойках 41 и 42.,Рабочий наконечник 31 предназначен для взаимодействия с дном 56 канавки 53, измерительные наконечники 12 и...
Способ настройки положения вершины резца
Номер патента: 1324769
Опубликовано: 23.07.1987
Авторы: Агаджанян, Адгамов, Кайшев, Лазарев, Низамутдинов
МПК: B23B 25/06
Метки: вершины, настройки, положения, резца
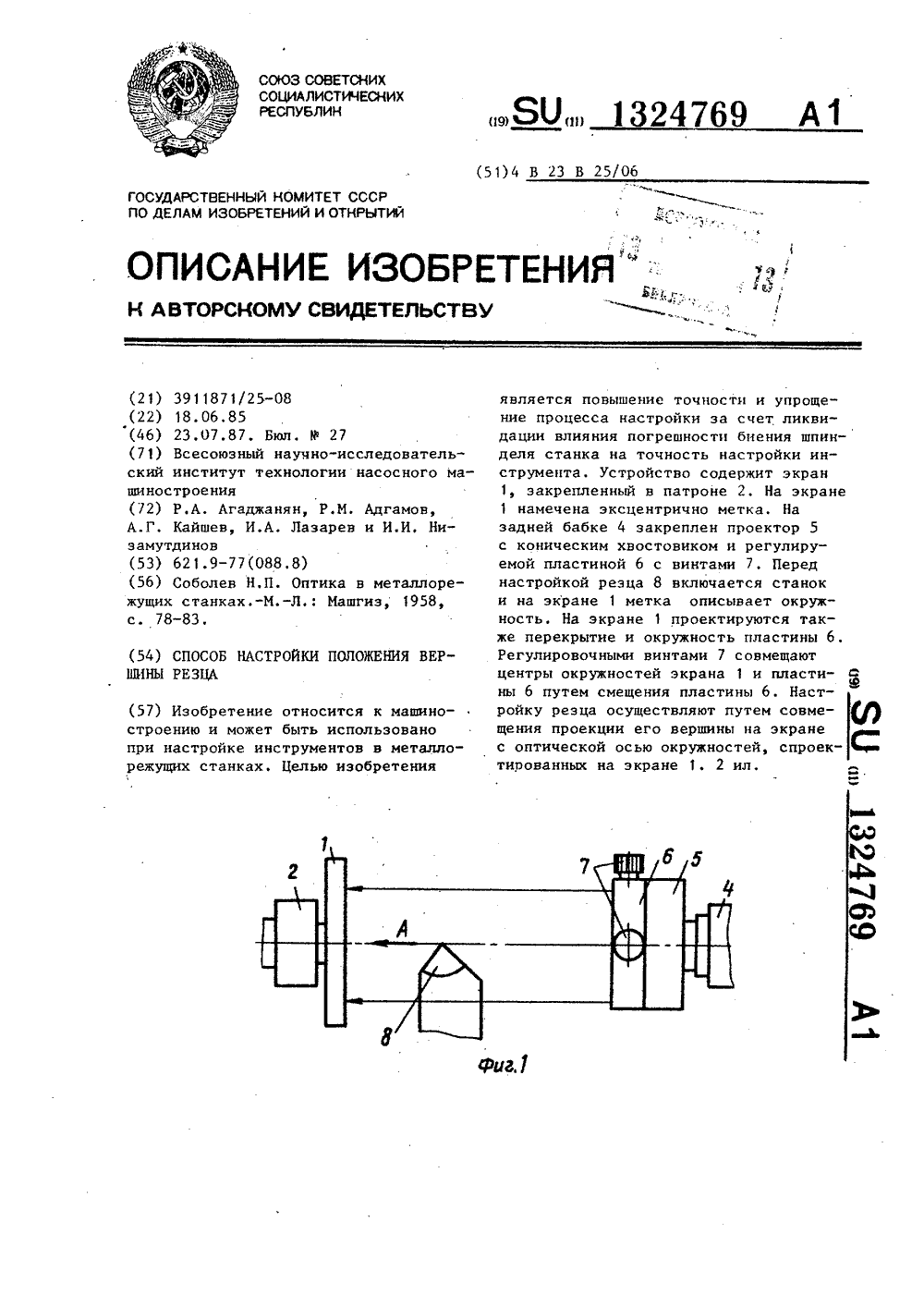
...Составитель В, ЖигановТехред И,Попович Корректо Редактор Н. Бобков ороль каа 2999/ Тираж 974 Подписударственного комитета СССРизобретений и открытийва, Ж"35, Раушская наб., д, 4/5 ВНИИПИ по дел13035, Мо роизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Изобретение относится к машиностроению и может быть использовано принастройке инструментов в металлорежущих станках,Цель изобретения - повышение точности и упрощение процесса настройкиза счет ликвидации влияния погрешности биения шпинделя станка на точностьнастройки инструмента.На фиг. 1 показано устройство дляосуществления .способа настройки положения вершины резца, общий вид; нафиг. 2. - вид А на фиг. 1.Устройство состоит из экрана 1,закрепленного в патроне...
Способ определения оптимального припуска по проходам при нарезании резьбы резцом

Номер патента: 1815031
Опубликовано: 15.05.1993
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B23G 1/00
Метки: нарезании, оптимального, припуска, проходам, резцом, резьбы
...проход при нарезании 30 б - меньший диаметр заготовки;. резьбы на конической заготовке резцом, ус- Ь- высота нарезаемого профиля резьбытановленным перпендикулярно образую- . для данного шага,щей заготовки, сообщая инструментуНеобходимо"отметить, что для опреде-поступательное движение, параллельное ления оптимального закона распределенияоси заготовки, при этом измеряют длину 35 припуска по проходам по предлагаемому .пути вдоль образующей заготовки, при ко- способу резец не следует доводить до раз.торой произошлаполомка вершинной части рушения на каждом проходе, как это предрезца .лагается в прототипе, при этом будетНа чертеже представлена схема реали- затрачено значительно меньше времени,зации предлагаемого способа, "0 даже при...
Резец

Номер патента: 1563847
Опубликовано: 15.05.1990
Авторы: Борисенко, Готиашвили, Кузьмичев, Мамулашвили
МПК: B23B 27/16, C03B 33/10
Метки: резец
...призмы, боковые ,поверх,ности которой выполнены цилиндрическими по радиусам. На ребрах выполненыленточки, расширяющиеся от вершинырезца, Резец работает следующим образом. Вершину резца устанавливают наповерхность заготовки и проводят резцом по линии реза. Вследствие того,что боковые поверхности выполненыцилиндрическими по .радиусам, сохраняется остроконечная форма реза, авследствие выполнения пластины трехгранной обеспечивается наиболее острая форма вершины. Вследствие того,что на ребрах выполнены ленточки,расширяющиеся от вершины резца, силырезания на вершине резца, т.е. в области дна реза, меньше, чем в областикраев канавки. Этим обеспечиваетсяустойчивое положение резца в прорезаемой канавке. 3 ил.Составитель В. Кузовлев Техред...
Предыдущий патент: Способ получения производных 3(2н)-пиридазинона
Следующий патент: Способ обработки материалов резанием
Случайный патент: Устройство для автоматического центрирования полосы при прокатке