Способ обработки ротационным резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
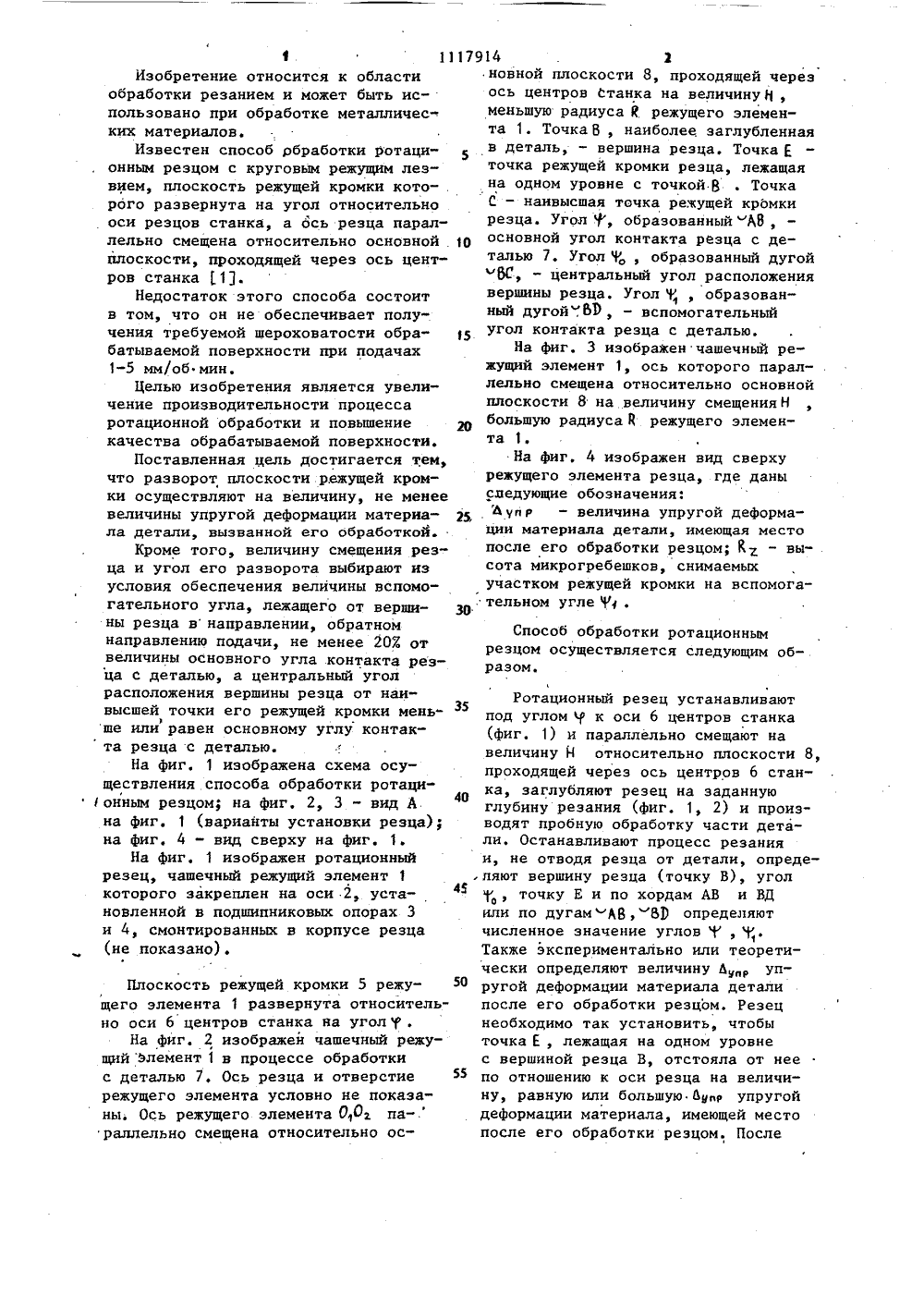
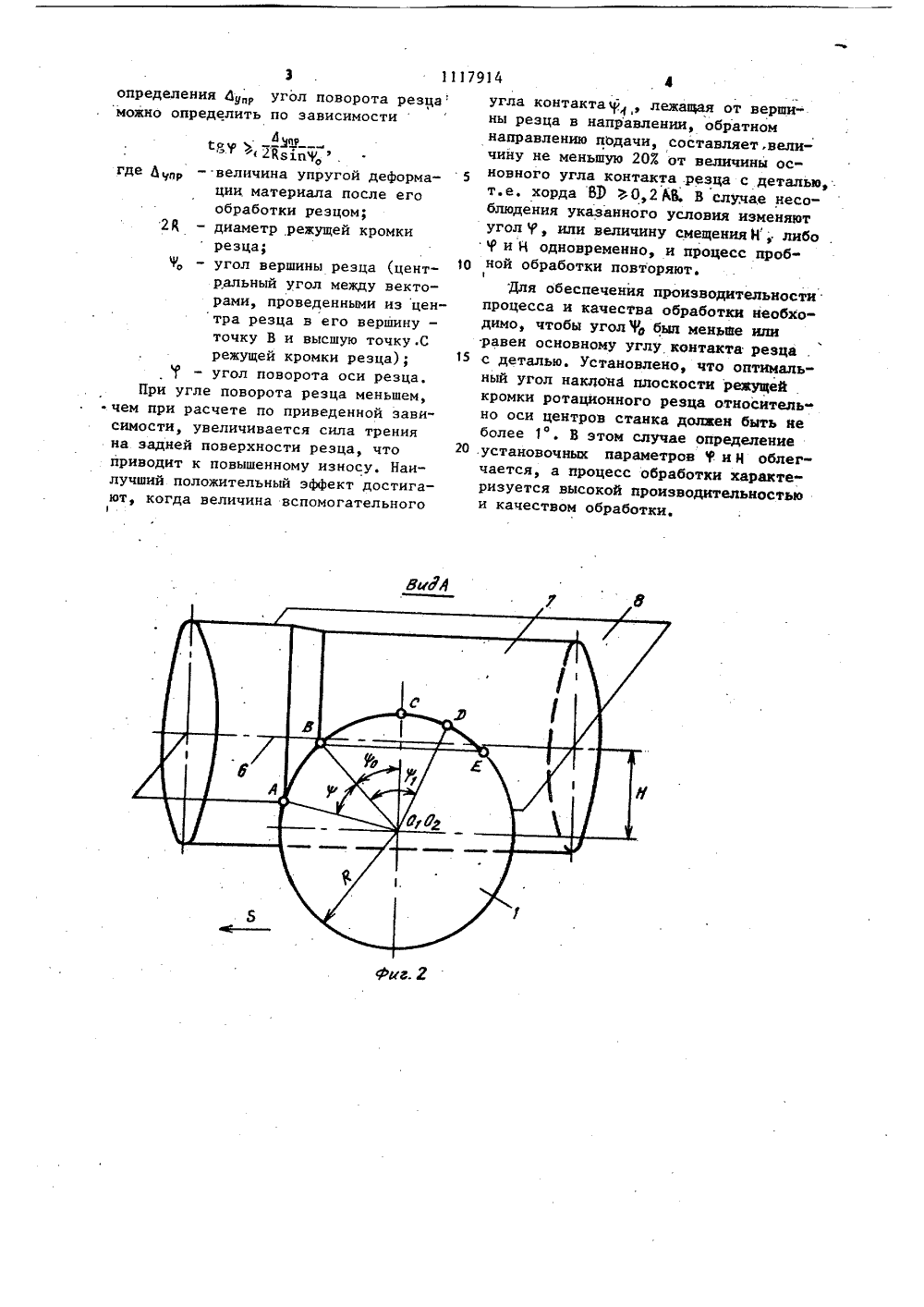
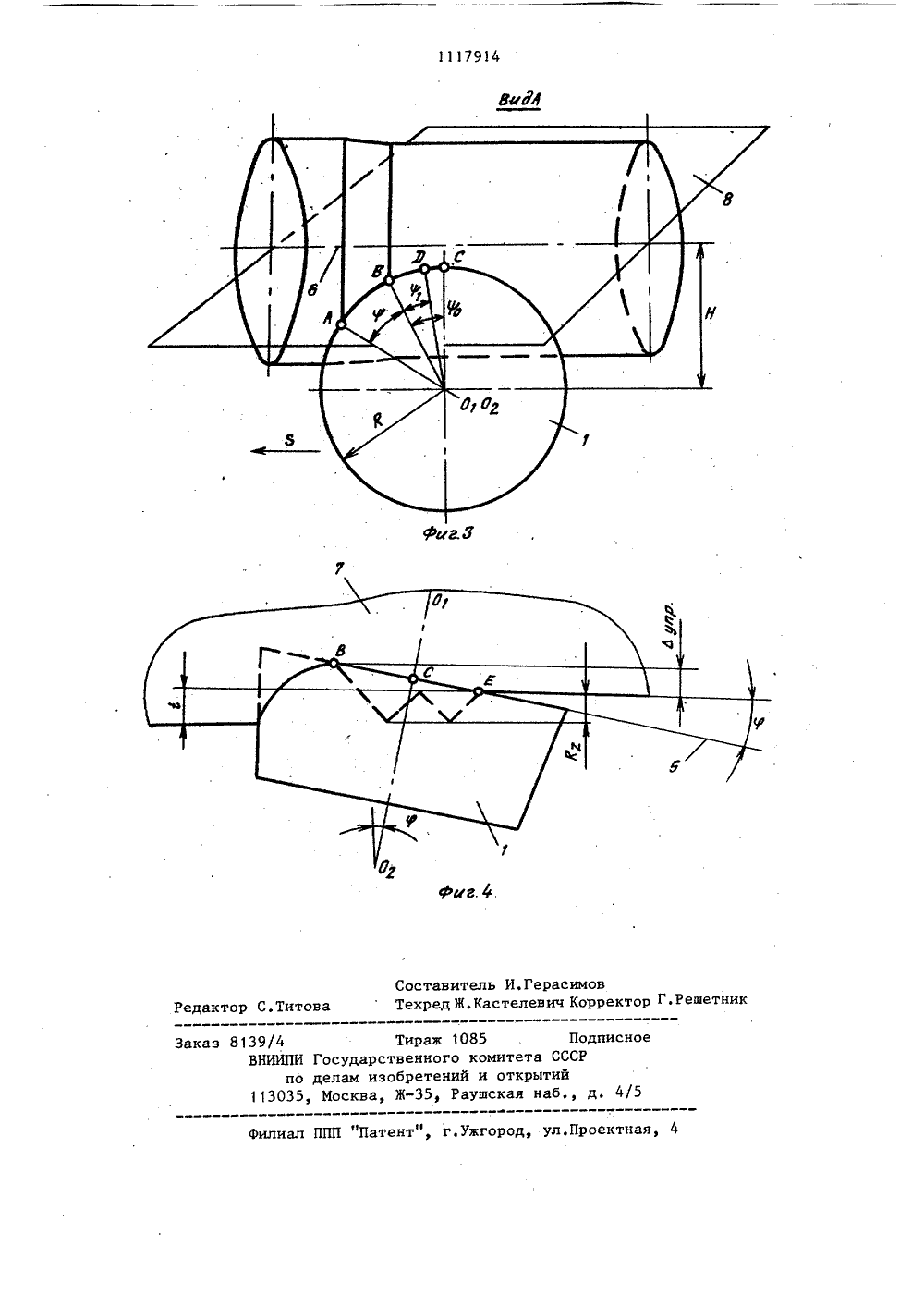
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 23 В 1/О ФизикоБССР ство ССС 1974,АЦИОННЫМ ю щ и и с щей кромк Ф Ф б 6. ННЫЙ КОМИТЕТ СССРОТКРЫТИЙ(71) Могилевское отделениетехнического института АН(54) СПОСОБ ОБРАБОТКИ РОТРЕЗЦОМ .(57) 1. Способрезцом с круговьплоскость режущразвернута на угол относительно обработки ротационнымы режущим лезвием,ей кромки которого центров станка, а ось резца парлельно смещена относительно основнойплоскости, проходящей через ось центров станка, о т л и ч а ю щ и й с ятем, что, с целью увеличения производительности процесса и повышениякачества обрабатываемой поверхности,разворот плоскости режущей кромкиосуществляют на величину, не менеевеличины упругой деформации материала, вызванной его обработкой,2, Способ по и, 1, о т л и ч а -я тем, что плоскость режуи ротационного резца разворачивают относительно обрабатываемойповерхности на угол не более 1914 2Изобретение относится к областиобработки резанием и может быть использовано при обработке металлических материалов.Известен способ рбработки ротационным резцом с круговым режущим лезвием, плоскость режущей кромки которого развернута на угол относительнооси резцов станка, а ось резца параллельно смещена относительно основной . 10плоскости, проходящей через ось центров станка 13.Недостаток этого способа состоитв том, что он не обеспечивает получения требуемой шероховатости обрабатываемой поверхности при подачах1-5 мм/об мин,Целью изобретения является увеличение производительности процессаротационной обработки и повышение 20качества обрабатываемой поверхности.Поставленная цель достигается тем,что разворот плоскости режущей кромки осуществляют на величину, не менеевеличины упругой деформации материала детали, вызванной его обработкой.Кроме того, величину смещения резца и угол его разворота выбирают изусловия обеспечения величины вспомогательного угла, лежащего от вершины резца в направлении, обратномнаправлению подачи, не менее 20 Х отвеличины основного угла контакта резца с деталью, а центральный уголрасположения вершины резца от наивысшей точки его режущей кромки мень")ше или равен основному углу контакта резца с деталью.На фиг. 1 изображена схема осуществления способа обработки ротаци онным резцом; на фиг. 2, 3 - вид А.на фиг. 1 (варианты установки резца);на фиг, 4 - вид сверху на фиг. 1.На фиг. 1 изображен ротационныйрезец, чашечный режущий элементкоторого закреплен на оси 2, установленной в подшипниковых опорах 3и 4, смонтированных в корпусе резца(не показано). 1117 Плоскость режущей кромки 5 режу щего элемента 1 развернута относительно оси 6 центров станка на угол у,На фиг. 2 изображен чашечный режущий Элемент 1 в процессе обработки с деталью 7. Ось резца и отверстие режущего элемента условно не показаны. Ось режущего элемента 00 а па-раллельно смещена относительно оснонной плоскости 8, проходящей через ось центров Станка на величину 11 меньшую радиуса К режущего элемента 1. Точка 8, наиболее заглубленная в деталь, - вершина резца. Точкаточка режущей кромки резца, лежащая на одном уровне с точкой б . Точка С - наивысшая точка режущей кромки резца. Угол Ч, образованный Ав, основной угол контакта резца с деталью 7. Угол Чф , образованный дугой ЬС, - центральный угол расположения вершины резца. Угол 3, образованный дугойЬР, - вспомогательный угол контакта резца с деталью.На фиг. 3 изображен чашечный режущий элемент 1, ось которого параллельно смещена относительно основной плоскости 8 на.величину смещения н большую радиуса 1 режущего элемента 1.На фиг, 4 изображен вид сверху режущего элемента резца, где даны следующие обозначения:А ул Р - величина упругой деформации материала детали, имеющая место после его обработки резцом; 1 - вы" сота микрогребешков, снимаемых участком режущей кромки на вспомогательном угле 9 Способ обработки ротационным резцом осуществляется следующим образом. Ротационный резец устанавливают под угломк оси 6 центров станка (фиг. 1) и параллельно смещают на величину Н относительно плоскости 8, проходящей через ось центров 6 станка, заглубляют резец на заданную глубину резания (фиг. 1, 2) и производят пробную обработку части детали. Останавливают процесс резанияи, не отводя резца от детали, опреде, ляют вершину резца (точку В), угол точку Е и по хордам АВ и ВД нлн по дугам "А 8, ЬР определяют численное значение углов 1, ;. Также экспериментально илн теоретически определяют величину Ь упругой деформации материала детали после его обработки резцом. Резец необходимо так установить, чтобы точка Г, лежащая на одном уровне с вершиной резца В, отстояла от нее по отношению к оси резца на величину, равную или большую.йцр упругой деформации материала, имеющей местопосле его обработки резцом. После1117914 иг. 2 определения бр угол поворота резца можно определить по зависимостиьщгф" Лз У фгде ар - величина упругой деформа-5ции материала после егообработки резцом;2 В - диаметр режущей кромкирезца;9 - угол вершины резца (центральный угол между векторами, проведенными из центра резца в его вершину -точку В и высшую точку .Срежущей кромки резца);- угол поворота оси резца.При угле поворота резца меньшем,чем при расчете по приведенной зависимости, увеличивается сила трения на задней поверхности резца, что приводит к повышенному износу, Наилучший положительный эффект достигают, когда величина вспомогательного 1 угла контактар лежащая от вершины резца в направлении, обратном направлению пьдачи, составляет, величину не меньшую 203 от величины основного угла контакта .резца с деталью, те. хорда оЭ ) 0,2 АК В слуяае несоблюдения указанного условия изменяют угол 9, или величину смещения й, либо 9 и й одновременно, и процесс пробной обработки повторяют.1Дпя обеспечения производительности. процесса и качества обработки необходимо, чтобы уголЧ был меньше или .равен основному углу контакта резца . с деталью. установлено, что оптимальный угол наклона плоскости режущей кромки ротационного резца относитель но оси центров станка должен быть не более 1. В этом случае определение установочных параметров Ф и Н облегчается, а процесс обработки характеризуется высокой производительностью и качеством обработки.1117914 фи фи то 4 Тираж 1085 По И Государственного комитета СССР по делам изобретений и открытий 13035, Москва, Ж, Раушская наб., каз 8139/ВНИИП ное д, 4/5 Филиал ППП "Патент", г.ужгород, ул.Проектна Составитель И.Герасимоведактор С,Ти ваТехред Ж.Кастелевич Корректор Г.Решетни
СмотретьЗаявка
3441337, 07.06.1982
МОГИЛЕВСКОЕ ОТДЕЛЕНИЕ ФИЗИКО-ТЕХНИЧЕСКОГО ИНСТИТУТА АН БССР
ШАТУРОВ Г. Ф, МАЛЯВКО С. С, НАДВИКОВ А. М
МПК / Метки
МПК: B23B 1/00
Метки: резцом, ротационным
Опубликовано: 30.12.1985
Код ссылки
<a href="https://patents.su/4-1117914-sposob-obrabotki-rotacionnym-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки ротационным резцом</a>
Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой

Номер патента: 1491666
Опубликовано: 07.07.1989
Авторы: Буков, Садов, Ульянов, Фейман
МПК: B24B 3/34
Метки: алмазных, дугообразной, заточки, кромкой, окончательной, режущей, резцов
...1,2-1,5 раза меньшей, чемв предыдущем случае (частоту вращенияопределяют, например, по показаниямтахометра, соответственно ей определяют задержку ло времени),На первом переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная аДСЕ (фиг.6),На втором переходе окончательнойзаточки по передней поверхности удаляется часть инструментального материала, ограниченная Л ЕЕК,Далее производят обработку заднейповерхности резца 5. При этом резец5 (фиг,4) закрепляют в призматическойдержавке 6. Стол 1 станка настраивается таким образом, чтобы обеспечитьзадний угол, меньший на 30 - 1 заднего угла предварительно заточенногорезца. Включают электродвигатель ипроизводят чистку алмазного круга...
Датчик частоты относительных колебаний резца и заготовки

Номер патента: 684330
Опубликовано: 05.09.1979
МПК: G01H 1/04
Метки: датчик, заготовки, колебаний, относительных, резца, частоты
...колебаний резца и заготовки,На чертеже изображена цепь измеревия температуры резания и частоты относительных колебаний резца и загс товки по термо-ЭДС естественной тервюпары резец-заготовка при токарной обработке. Цепь включает в себя резец 1, заготовку 2, станок 3, токосъемник 4, провода 5 и устройство б, регистрирующее частоту переменной составляющей термо-ЭДС.Для измерения частоты относительных колебаний резца и заготовки собирают цепь резец-заготовка-станоктокосъемник-провода-регистрирующее устройство, включают движение заготовки 2, подводят резец 1 и начинают процесс резанияПри этом эона резания нагревается, возникает естественная термопара контактирующих металлов резца 1 и заготовки 2, При возникновении относительных...
Приспособление для заточки резцов с радиусной режущей кромкой

Номер патента: 1691075
Опубликовано: 15.11.1991
Автор: Чурзин
МПК: B24B 3/34
Метки: заточки, кромкой, радиусной, режущей, резцов
...для крепления резцедержателя 9. Резцедержатель 9 может наклоняться в вертикальной плоскости, что обеспечивает требуемый задний угол а резца 10. Резцедержатель 9 имеет откидной установочный упор 11 и дополнительный упор 12, установленный перпендикулярно плоскости симметрии резцедержателя 9, Резец 10 зажимается планкой 13 и гайками 14, Установочный упор 11 размещен на ролике 15. Рабочая часть упора 11 выполнена криволинейной, а центры радиусов кривых, образованных пересечением рабочей части установочного упора 11 с плоскостями, параллельными опорной поверхности 16 резцедержателя 9, расположены на оси поворота 0-0 приспособления. Совмещение указанных центров радиусов кривых с осью 0-0 поворота приспособления производится лимбами 6 и...
Приспособление на центре токарного станка для установки резца

Номер патента: 25273
Опубликовано: 29.02.1932
Автор: Буданков
МПК: B23Q 15/24
Метки: резца, станка, токарного, установки, центре
...надетой на центре головки, выполненной в виде ступенчатой спирали с указанием на ступенях величины расстояний каждой из них от линии центров, каковые расстояния отвечают расстояниям от линии центров дв режущей кромки резца.2, В приспособлении по п. 1 применение разъемного кольца б для укрепления головки на центре, снабженном соответствующим бортиком б. Т. авторскому свидетельству А, В 1931 года (спр. о О выдаче авторского свидетельстваДля установки резца на необходимый размер при работе на токарном станке предлагается надевать на центр станка головку, выполненную в виде ступенчатой спирали.На означенной спирали наносятся обозначения, указывающие расстояния от линии центров, С, целью укрепления приспособления на заднем центре применено...
Станок для обработки сферы на деталях из мягких и вязких материалов

Номер патента: 272773
Опубликовано: 01.01.1970
Автор: Воронов
МПК: B23B 5/36
Метки: вязких, деталях, мягких, станок, сферы
...относительно ползуна производится винтом 37 по отсчетным шкалам. На стойке 26 имеется металлический полированный шарик 38, вложенный во фторопластовый стакан 39 (см. фиг. 1), который расположен в гильзе 40, закрытой регулировочным винтом 41. Гильза 40 вставлена в эксцентричную втулку 42, жестко связанную со стойкой 26, Втулка 42 обеспечивает вывод центра шарика 38 на ось шпинделя. Гильза 40 поджата к бурту втулки 42 с заданным усилием обкатки шариком с помощью пружины 43, удерживаемой регулировочным винтом 44.На стойке 26 предусмотрены установочно- поворотный упор 45 для полуавтоматической установки электрода в патроне с заданным припуском по торцу, рукоятка 46 упора со шкалой, поворотный кронштейн 47 с индексом, цанговая гайка 48 для...
Предыдущий патент: @ перфторалкоксипропансульфонаты как промежуточные продукты для синтеза олеофобныхпенообразователей и способ их получения
Следующий патент: Оптико-волоконный измеритель скорости
Случайный патент: Устройство для управления вентилями инвертора