Устройство для адаптивного программного управления станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1104469
Авторы: Ищенко, Шульгиненко
Текст
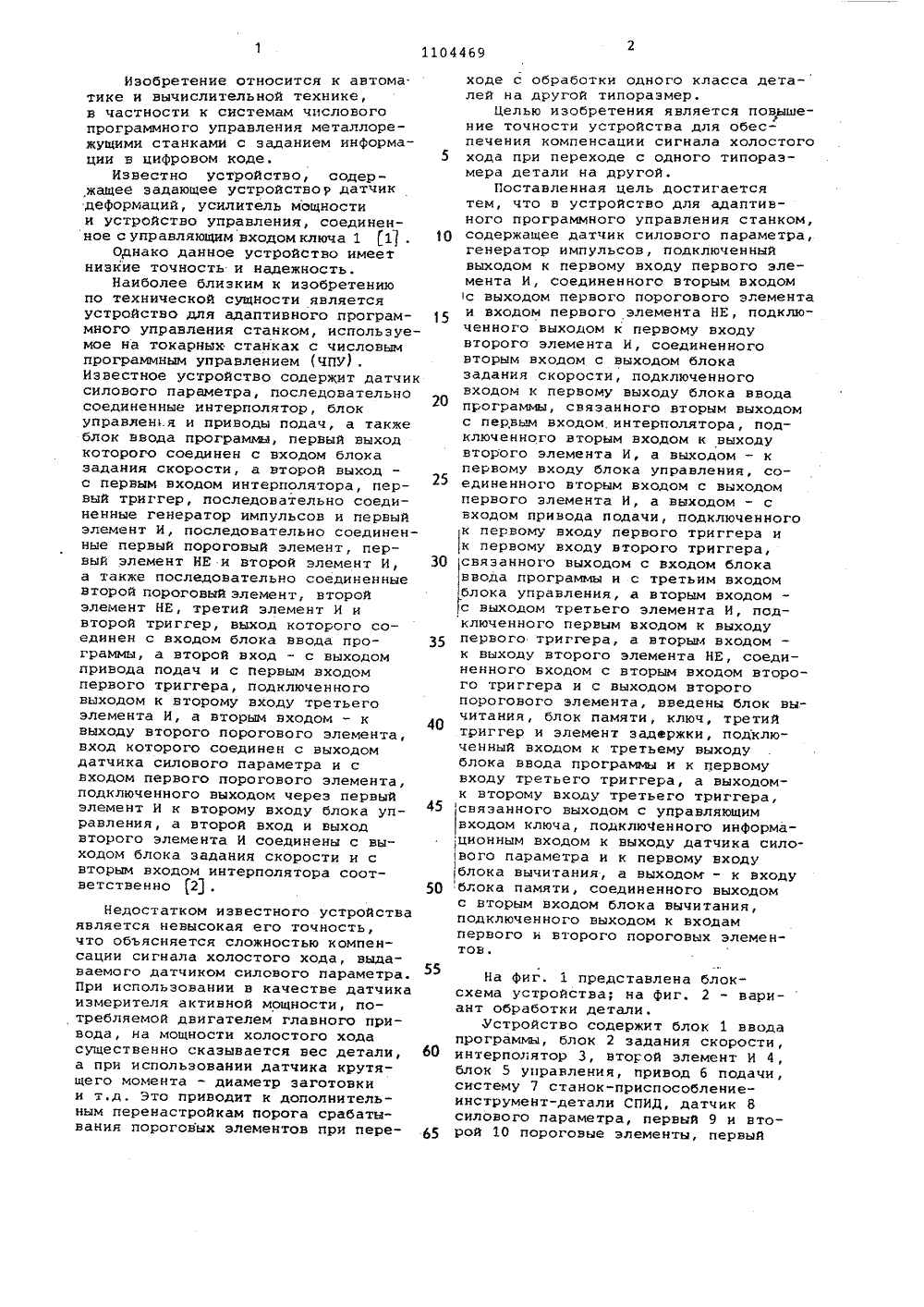
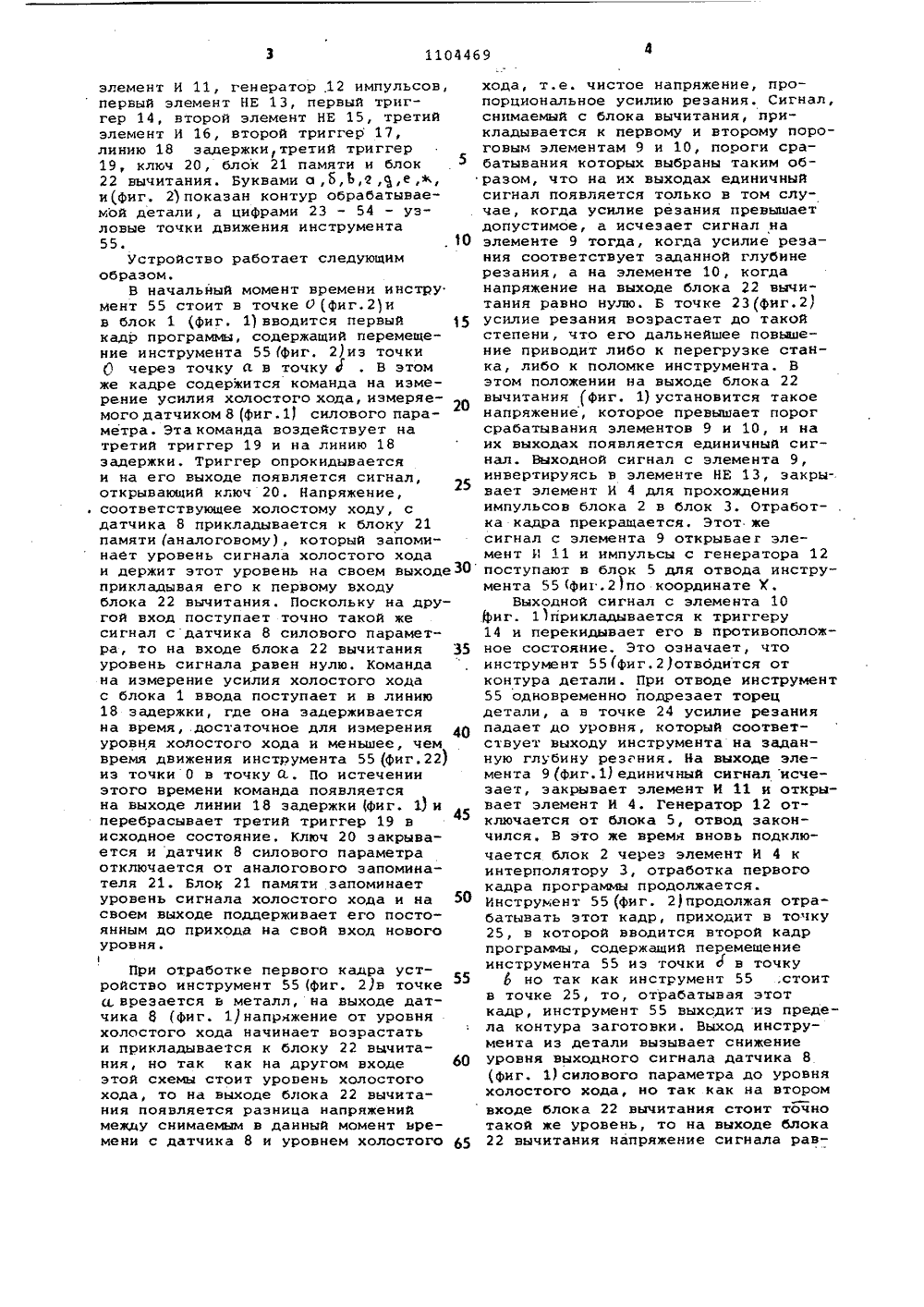
.8)видетельство ССВ 19/39, 1971.детельство СССРВ 19/39, 1978 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙОПИСАНИЕ ИЭО(54)(57) УСТРОЙСТВО ДЛЯ АДАПТИВНОГОПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ,.содержащее датчик силового параметра, генератор импульсов, подключенный выходом к первому входу первогоэлемента И, соединенного вторымвходом с выходом первого пороговогоэлемента и входом первого элементаНЕ, подключенного выходом к первомувходу второго элемента И, соединенного вторым входом с выходом блоказадания скорости, подключенного входом к первому выходу блока ввода прграммы, связанного вторым выходомс первым входом интерполятора, подключенного вторым входом к выходувторого элемента И, а выходом - кпервому входу блока управления,соединенноговторым входом с выходопервого элемента И, а выходом - с,ЯО 11 А входом привода подачи, подключенноговыходом к первому входу первоготриггера и к первому входу второготриггера, связанного выходом с входом блока ввода программы и с третьим входом блока управления, а вторым входом - с выходом третьегоэлемента И, подключенного первымвходом к выходу первого триггера,а вторым входом - к выходу второгоэлемента НЕ, соединенного входом свторым входом второго триггера ис выходом второго порогового элемента, о т л и ч а ю щ е е с я тем,что, с целью повышения точности устройства, в него введены блок вычитания, блок памяти, ключ, третийтриггер и элемент задержки, подключенный входом к третьему выходублока ввода программы и к первомувходу третьего триггера, а выходомк второму входу третьего триггера,связанного выходом с управляющимвходом ключа, подключенного информационным входом к выходу датчикасилового параметра и к первому входу блока вычитания, а выходомк входу блока памяти, соединенноговыходом с вторым входом блокавычитания, подключенного выходом квходам первого и второго пороговыхэлементов30 40 55 60 65 Изобретение относится к антома. тике и вычислительной технике, в частности к системам числового программного управления металлорежущими станками с заданием информации н цифровом коде.Известно устройство, содер,жащее задающее устройством датчик деформаций, усилитель мощности и устройство управления, соединенное с управляющим входом ключа 1 1,Оцнако данное устройство имеет низкие точность и надежность.Наиболее близким к изобретению по технической сущности является устройство для адаптивного программного управления станком, используемое на токарных станках с числовым программным управлением (ЧПУ) . Известное устройство содержит датчик силового параметра, последовательно соединенные интерполятор, блок управлен.я и приводы подач, а также блок ввода програьви, первый выход которого соединен с входом блока задания скорости, а второй выход с первым входом интерполятора, первый триггер, последовательно соединенные генератор импульсов и первый элемент И, последовательно соединенные первый пороговый элемент, первый элемент ИЕ и второй элемент И, а также последовательно соединенные второй пороговый элемент, второй элемент НЕ, третий элемент И и второй триггер, выход которого соединен с входом блока ввода программы, а второй вход - с выходом привода подач и с первым входом первого триггера, подключенного выходом к второму входу третьего элемента И, а вторым входом - к выходу второго порогового элемента, вход которого соединен с выходом датчика силового параметра и с входом первого порогового элемента, подключенного выходом через первый элемент И к второму входу блока управления, а второй вход и выход второго элемента И соединены с выходом блока задания скорости и с вторым входом интерполятора соответственно 2). Недостатком известного устройства является невысокая его точность, что объясняется сложностью компенсации сигнала холостого хода, выдаваемого датчиком силового параметра. При использовании в качестве датчика измерителя актинной мощности, потребляемой двигателем главного привода, на мощности холостого хода существенно сказывается вес детали, а при использовании датчика крутящего момента - диаметр заготовки и т.д . Это приводит к дополнительным перенастройкам порога срабатывания пороговых элементов при пере 10 15 20 25 45 50 ходе с обработки одного класса деталей на другой типоразмер.Целью изобретения является повышение точности устройства для обеспечения компенсации сигнала холостого хода при переходе с одного типоразмера детали на другой.Поставленная цель достигается тем, что н устройство для адаптивного программного управления станком, содержащее датчик силового параметра, генератор импульсов, подключенный выходом к первому входу первого элемента И, соединенного вторым входом с выходом первого порогового элемента и входом первого элемента НЕ, подключенного выходом к первому входу второго элемента И, соединенного вторым входом с ныходом блока задания скорости, подключенного входом к первому выходу блока ввода программы, связанного вторым выходом с первым входом интерполятора, подключенного вторым входом к выходу второго элемента И, а выходом - к первому входу блока управления, соединенного вторым входом с выходом первого элемента И, а выходом - с входом привода подачи, подключенного к первому входу первого триггера и к первому входу второго триггера, связанного выходом с входом блока ввода программы и с третьим входом блока управления, а вторым входом с выходом третьего элемента И, подключенного первым входом к выходу первого триггера, а нторым входом к выходу второго элемента НЕ, соединенного входом с вторым входом второго триггера и с выходом второго порогового элемента, введены блок вычитания, блок памяти, ключ, третий триггер и элемент задержки, подключенный входом к третьему выходу блока ввода программы и к Первому входу третьего триггера, а выходомк второму входу третьего триггера, связанного выходом с управляющим входом ключа, подклюЧенного информационным входом к выходу датчика силового параметра и к первому входу блока вычитания, а выходом - к входу блока памяти, соединенного выходом с вторым входом блока вычитания, подключенного выходом к входам первого и второго пороговых элементов.На фиг, 1 представлена блоксхема устройства; на фиг. 2 - вариант обработки детали.Устройство содержит блок 1 ввода программы, блок 2 задания скорости, интерполятор 3, второй элемент И 4, блок 5 управления, привод б подачи, систему 7 станок-приспособление- инструмент-детали СПИД, датчик 8 силового параметра, первый 9 и второй 10 пороговые элементы, первыйэлемент И 11, генератор,12 импульсов,первый элемент НЕ 13, первый триггер 14, второй элемент НЕ 15, третийэлемент И 1 б, второй триггер 17,линию 18 задержки, третий триггер19, ключ 20, блок 21 памяти и блок522 вычитания. Буквами а,б,б,2е,:к,и(фиг. 2)показан контур обрабатываемой детали, а цифрами 23 - 54 - узловые точки движения инструмента55.устройство работает следующимобразом.В начальный момент времени инструмент 55 стоит в точке О (фиг.2 ив блок 1 (фиг, 11 вводится первый 15кадр программы, содержащий перемещение инструмента 55 1 фиг. 2)из точкиО через точку и. в точку. В этомже кадре содержится команда на измерение усилия холостого хода, измеряемого датчиком 8 фиг.1) силового параметра. Эта команда воздействует натретий триггер 19 и на линию 18задержки. Триггер опрокидываетсяи на его выходе появляется сигнал,открывающий ключ 20. Напряжение,, соответствующее холостому ходу, сдатчика 8 прикладывается к блоку 21памяти аналоговому), который запоминает уровень сигнала холостого ходаи держит этот уровень на своем выходеЗОприкладывая его к первому входублока 22 вычитания. Поскольку на другой вход поступает точно такой жесигнал сдатчика 8 силового параметра, то на входе блока 22 вычитания 35уровень сигнала равен нулю, Командана измерение усилия холостого ходас блока 1 ввода поступает и в линию18 задержки, где она задерживаетсяна время, достаточное для измерения 4 Оуровня холостого хода и меньшее, чемвремя движения инструмента 55 (фиг.22)из точки 0 в точку О По истеченииэтого времени команда появляетсяна выходе линии 18 задержки (фиг. 1)и 45перебрасывает третий триггер 19 висходное состояние. Ключ 20 закрывается и датчик 8 силового параметраотключается от аналогового запоминателя 21. Блок 21 памяти запоминаетуровень сигнала холостого хода и на 50своем выходе поддерживает его постоянным до прихода на свой вход новогоуровня.При отработке первого кадра устройство инструмент 55(фиг. 2)в точке о. врезается ь металл, на выходе датчика 8 фиг. 1)напряжение от уровня холостого хода начинает возрастать и прикладывается к блоку 22 вычитания, но так как на другом входе 60 этой схемы стоит уровень холостого хода, то на выходе блока 22 вычитания появляется разница напряжениЯ между снимаемым в данный момент времени с датчика 8 и уровнем холостого 65 хода, т.е. чистое напряжение, пропорциональное усилию резания. Сигнал, снимаемый с блока вычитания, прикладывается к первому и второму пороговым элементам 9 и 10, пороги срабатывания которых выбраны таким образом, что на их выходах единичный сигнал появляется только в том случае, когда усилие резания превышает допустимое, а исчезает сигнал на элементе 9 тогда, когда усилие резания соответствует заданной глубине резания, а на элементе 10, когда напряжение на выходе блока 22 вычитания равно нулю. Б точке 23(фиг.2) усилие резания возрастает до такой степени, что его дальнейшее повьааение приводит либо к перегрузке станка, либо к поломке инструмента. В этом положении на выходе блока 22 вычитания фиг. 1) установится такое напряжение, которое превышает порог срабатывания элементов 9 и 10, и на их выходах появляется единичный сигнал. Выходной сигнал с элемента 9, инвертируясь в элементе НЕ 13, закрывает элемент И 4 для прохождения импульсов блока 2 в блок 3. Отработка кадра прекращается, Этот же сигнал с элемента 9 открывает элемент И 11 и импульсы с генератора 12 поступают в блок 5 для отвода инструмента 55(фиг.2)по координате Х.Выходной сигнал с элемента 10 фиг. 11 прикладывается к триггеру 14 и перекидывает его в противоположное состояние. Это означает, что инструмент 551 фиг.2)отводится от контура детали. При отводе инструмент 55 одновременно подрезает торец детали, а в точке 24 усилие резания падает до уровня, который соответствует выходу инструмента на заданную глубину рез"ния. На выходе элемента 9 фиг.1) единичный сигнал исчезает, закрывает элемент И 11 и открывает элемент И 4. Генератор 12 отключается от блока 5, отвод закончился, В это же время вновь подключается блок 2 через элемент И 4 к интерполятору 3, отработка первого кадра программы продолжается.Инструмент 55 фиг. 2) продолжая отра" батывать этот кадр, приходит в точку 25, в которой вводится второй кадр программы, содержащий перемещение инструмента 55 из точкив точку6 но так как инструмент 55 ,стоит в точке 25, то, отрабатывая этот кадр, инструмент 55 выходит из предела контура заготовки. Выход инструмента из детали вызывает снижение уровня выходного сигнала датчика 8 (фиг. 1)силового параметра до уровня холостого хода, но так как на втором входе блока 22 вычитания стоит точно такой же уровень, то на выходе блока 22 вычитания напряжение сигнала рав1104469 ЗЗ Фиг Составитель Н .ГорбуноваРедактор Л.Гратилло Техред А,Бабинец Корректор А.Дзятко Тираж 84 Государственн ам изббретени Москва, Ж09/33 ВНИИП по д 11303Зака ПодписноеСССРб., д.4/5 о комите и открытРаушская лиал ППП "Патент", г. Ужгород, ул. Проектная,4 но нулю. Это вызывает возвращение порогового элемента 10 в исходное состояние и на его выходе единичный сигнал исчезает. Нулевой потенциал с элемента 10, инвертируясь элементами НЕ 15, вызывает появление единичного сигнала на выходе элемента И 16, так как на его другом входе стоит единичный потенциал от триггера 14. Единичный потенциал с выхода элемента И 16 вызывает опрокидывание триггера 17 и на его выходном плече появляется сигнал, который дает команду на установку в блоке 1 ввода первого кадра программы и в блок 5 - на установку приводов в исходное состояние.Установка приводов б в исходное состояние- происходит на ускоренной подаче, причем сначала по координате 2, а затем по координате 1 по точкам 26- 0 -о. Как только приводы б установятся в исходное состояние по обеим координатам, те в свою очередь сбрасывают триггеры 14 и 17 в исходное состояние. В это время в блоке 1 уже установился первый .кадр программы; а инструмент 55 стоит в точке 0 и устройство начинает работу сначала. В блок 1 ввода вводится первый кадр программы, содержащий перемещение инструмента 55 фиг. 2) из точки 0 в точку В . Опять приходит командана измерение уровня холЬстого хода,который измеряется и запоминаетсяблоком 21 памяти, и на выходе блока22 вычитания при холостом ходе всегда поддерживается напряжение, равноенулю. Таким образом в начале каждого прохода измеряется уровень холостого хода и до момента врезанияинструмента в металл на выходе блока 0 22 вычитания напряжение равно нулюнезависимо от типоразмера деталей,т.е. ее веса или диаметра. Дальнейшая обработка детали осуществляетсяаналогично описанному. При обработ ке по последнему проходу, когдаинструмент двигается по точкам 0 --а-В-г-д-Е-х-ии не отводится отконтура детали, в блок 1 от программы вводится команда либо на смену 20 инструмента и на дальнейшую обработ 11 11ку, либо команда "Конец программы Предлагаемое устройство позволяет исключить перенастройку пороговых элементов при переходе с обработки одного типоразмера деталей на другой, что дает воэможность повысить точность устройства и уменьшить время на переналадку станка на 3-,58.Экономический эффект составит 16,9 тыс.руб.
СмотретьЗаявка
3561536, 21.12.1982
ПРЕДПРИЯТИЕ ПЯ А-1575
ШУЛЬГИНЕНКО ВАСИЛИЙ КОНСТАНТИНОВИЧ, ИЩЕНКО ГЕННАДИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: G05B 19/39
Метки: адаптивного, программного, станком
Опубликовано: 23.07.1984
Код ссылки
<a href="https://patents.su/4-1104469-ustrojjstvo-dlya-adaptivnogo-programmnogo-upravleniya-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для адаптивного программного управления станком</a>
Устройство для диагностирования взаимосвязанных электронных блоков и элементов блоков

Номер патента: 1441356
Опубликовано: 30.11.1988
Авторы: Зюбан, Парамонов, Трубицын
МПК: G05B 23/02
Метки: блоков, взаимосвязанных, диагностирования, электронных, элементов
...входывторого дешифратора 14, кроме того,1 через группу элементов ИЛИ-НЕ 16,116,2 на второй и третий входы элемента ИЛИ 17.С выходов 42-45 первого дешифратора 9 сигналы поступают на соответствующие индикаторы 10.1-10.4 блока 10индикаторов.С выходов 56-59 второго дешифрато"ра 14 сигналы поступают соответствен- ЗБно через первую и вторую группы клю"чей 18, 19 на соответствующие индика"торы 20.1-20,4 и 21.1-21.4 блоков 20и 21 индикаторов.С выхода элемента ИЛИ 17 сигналыпоступают на управляющие входы ключейпервой 18 и второй 19 группы, причемна управляющие входы первой группы18 непосредственно, а на управляющиевходы второй группы ключей 19 черезэлемент НЕ 22,Индикаторы включаются при поступлении на их входы сигналов "1"...
Устройство поиска неисправных блоков и элементов

Номер патента: 1709351
Опубликовано: 30.01.1992
Авторы: Буинов, Ламбаева, Мухопад, Скибинский
МПК: G06F 11/14
Метки: блоков, неисправных, поиска, элементов
...и выход блока управления со входами первого блока элементов ИЛИ, а также соединения выхода первого блока элементов ИЛИ с входом регистра оценки и выхода регистраоценки с входами второгоблока элементов И и блока оценки кода исправности, соединения выхода регистра результата с входом блока контроля результата и выхода блока контроля с входами первого блока элементов И и блока управления, а также выхода блока управления с входом блока контроля результата, выхода второго счетчика с входом блока контроля результата. Все новые связи вместе с вновь введенными блоками обеспечивают расширение области применения устройства путем одновременного контроля разнородных типовых блоков вичислительной техники.На фиг.1 представлена структурная схема...
Способ экспресс-диагностики выпрямительных элементов блоков питания

Номер патента: 1718159
Опубликовано: 07.03.1992
Авторы: Просянников, Сукиязов
МПК: G01R 31/28
Метки: блоков, выпрямительных, питания, экспресс-диагностики, элементов
...существенно упрощается процесс диагностирования выпрямительных полупроводниковых элементов блоков питания за счет исключения необходимости демонтажа защитных панелей блока, выпаивания или иного исключения проверяемых полупроводниковых элементов из общей схемы устройства, повышается надежность работы контролируемого выпрямительного блока питания за счет сокращения количества коммутационных элементов и операций диагностирования, а также исключения электрических связей, прокладываемых в блоках питания для подключения диагностических схем, повышается достоверность контроля качества выходного напряжения трансформаторновыпрямительного блока питания за счет раннего выявления неисправности в схеме выпрямления (обрыв плеча моста), появление...
Струйный пьезокерамический элемент с электрическим входом

Номер патента: 387154
Опубликовано: 01.01.1973
Авторы: Вайсман, Джагупов, Кенгерлинский, Химии
МПК: F15C 5/00
Метки: входом, пьезокерамический, струйный, электрическим, элемент
...между этими электродами, поляризованы,Это позвол укцию и повысить над методОМ напыления или металлйзацйи нанят сится на стенки питающего канала, перпендикулярные плоскости пластины. Электрод 4 электрически соединен с серебряной пленкой.5 Области п 1 и п 2 соответственно между электродом 2 и серебряной пленкой и электродом 3 и серебряной пленкой неполяризованы и обладают пьезоэффектом.Управление потоком воздуха с помощью 10 внешнего электрического сигнала в описаннойконструкции струйного элемента осуществляется следующим образом, Электрический сигнал подается на электроды 2, 3 и 4, в результате чего между серебряной пленкой и элект родами 2 и 3 в областях, обладающих пьезоэффектом, возникает электрическое поле. За счет...
Устройство для регистрации времени входа и выхода

Номер патента: 898478
Опубликовано: 15.01.1982
МПК: G07C 9/00
Метки: времени, входа, выхода, регистрации
...17 отображения, блок 18 печати.Блок б управления, блок 8 регистрации, программный блок 12 реализованы на базе микропроцессоров иу 5 перепрограммируемых постоянных запоминающих устройств.При наличии заявки с любого блока 2 считывания, коммутатор 3 последовательно опрашивает и отыскивает блок считывания, в котором содержится код жетона-пропуска. Датчики 1 направления дополняют этот код кодом направления движения (приход на предприятие или уход иэ предприятия). Полученный код через коммута/ тор 3 поступает в приемный регистр 4 и через него в блок 5 контроля кода. Код жетона-пропуска определяет адреса ячеек программного блока 12 и блока 8 регистрации. Если код жетона-пропуска считан верно, то блок б управления считывает код...
Предыдущий патент: Устройство для программного управления осью поворотного стенда
Следующий патент: Копировальное следящее устройство для управления станком
Случайный патент: Способ окраски полиэтиленовой электроизоляции