Устройство для доводки желобчатых поверхностей колец шариковых подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1103999
Авторы: Ахмедов, Кожевников, Морозов

Текст
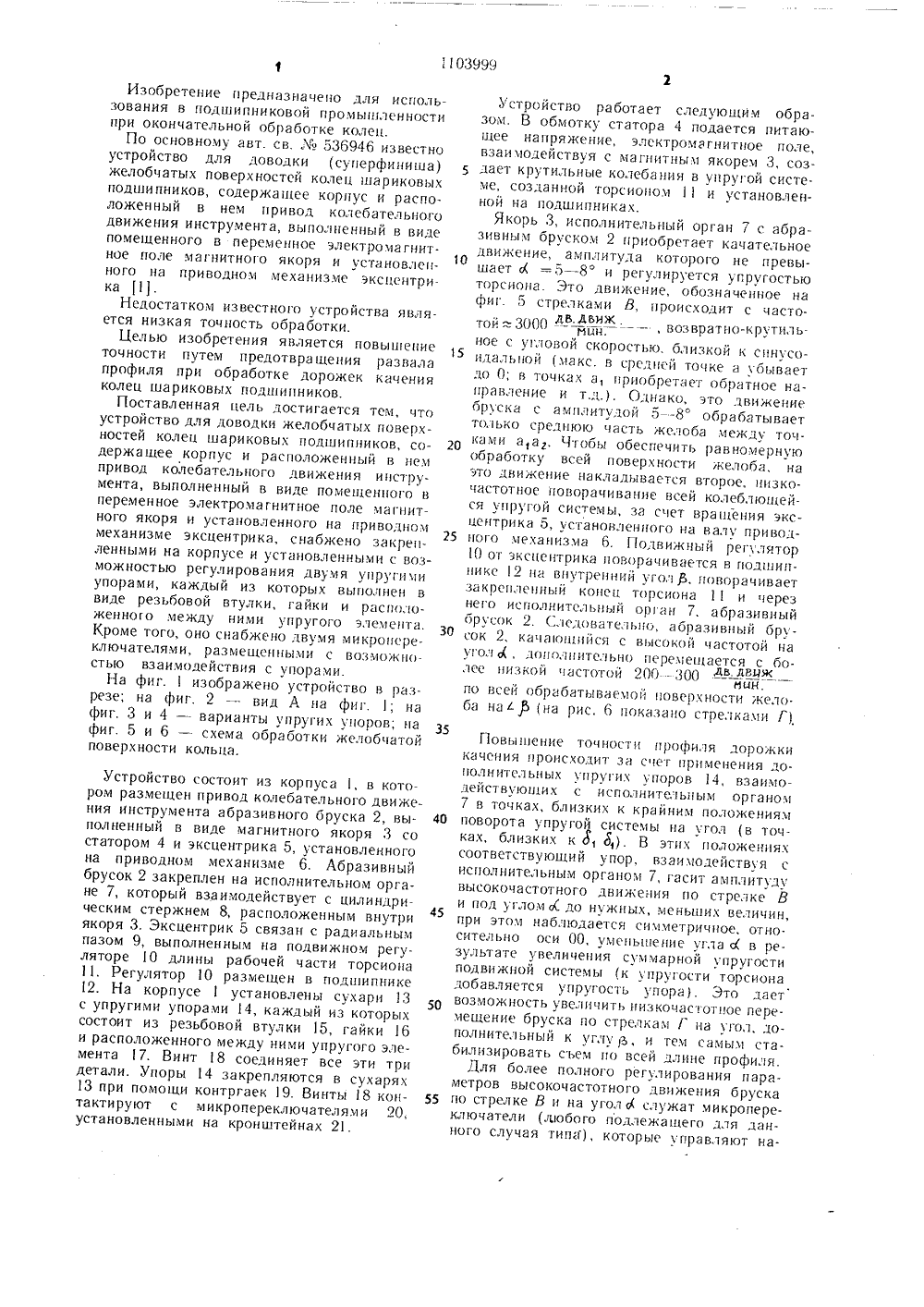
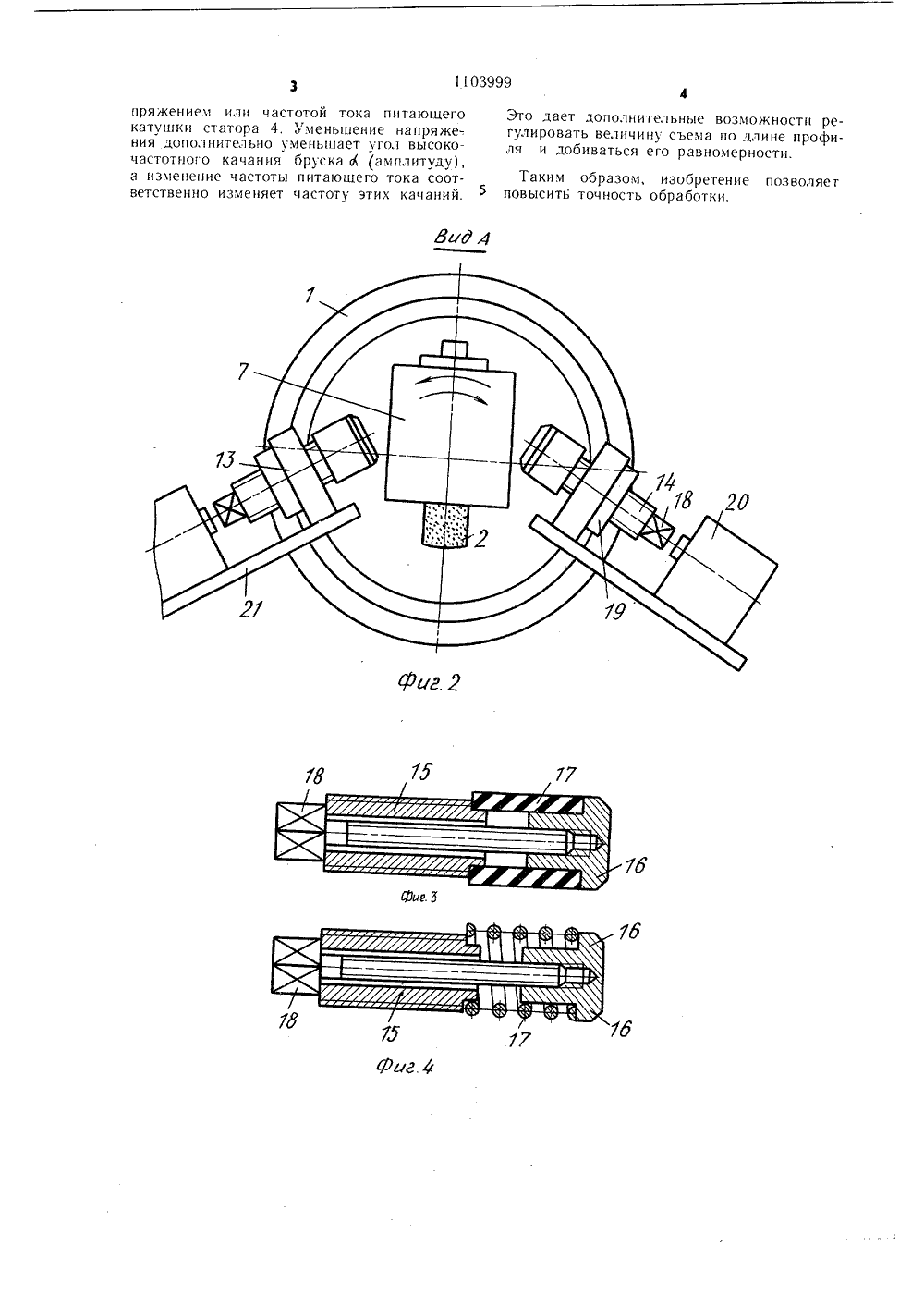
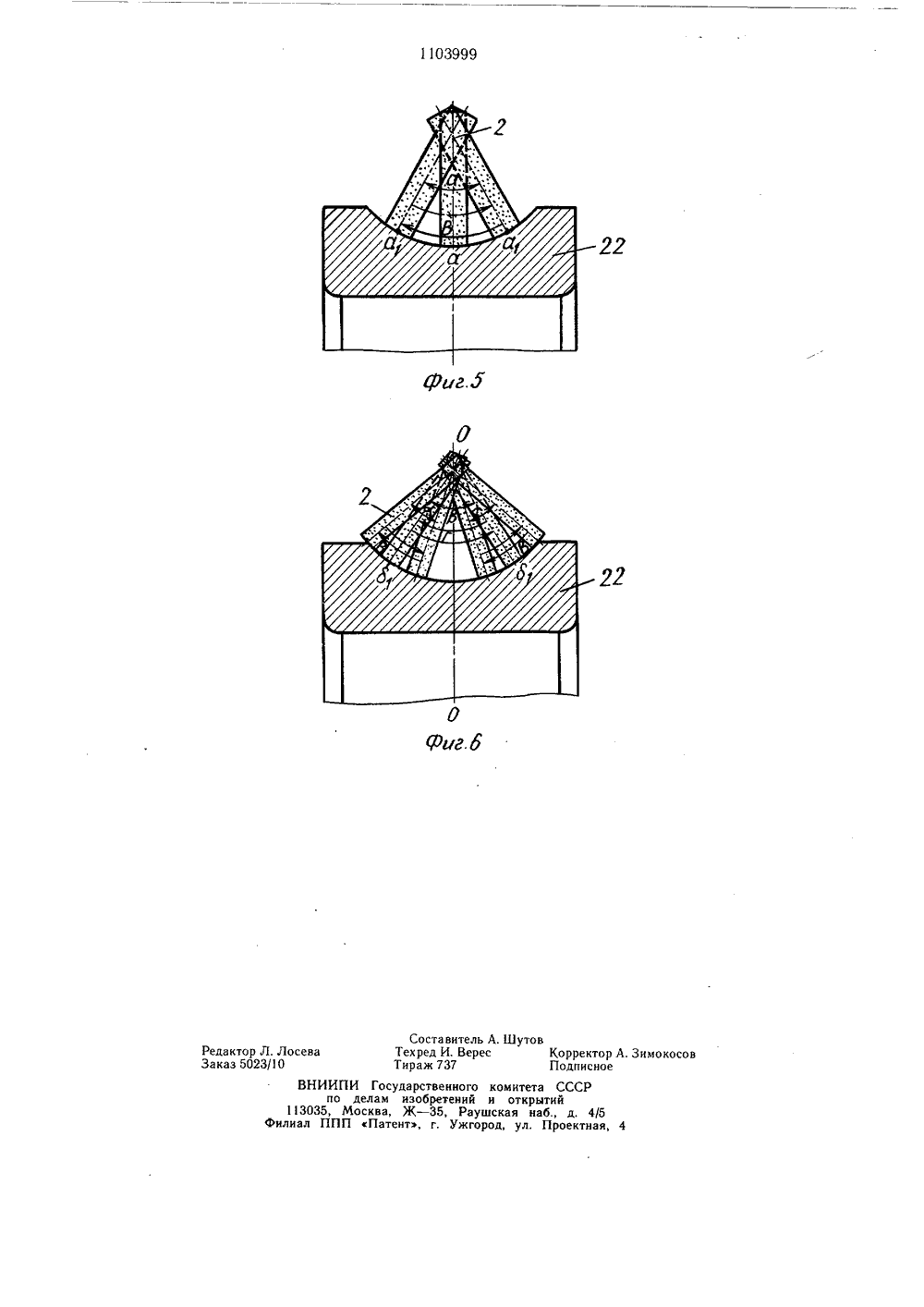
) а) 5/00 з(51) В 24 В 19/06, В РЕТЕН ОП ВУ27иков, Ю Морозов филиал Всесоюзного кого конструкторскоитута подшипниковой(56) 1. А536946 ип). ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИ К АВТОРСКОМУ СВИДЕТЕЛЬ(53) 621.923;4 (088.8 олеское свидетельство СССР л. В 24 В 35/00, 1975 (про(54) (57) 1. УСТРОИСТВО ДЛЯ ДОВОДКИ ЖЕЛОБЧАТЫХ ПОВЕРХНОСТЕИ КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ по авт. св.536946, отличающееся тем, что, с целью повышения точности обработки, оно снабжено закрепленными на корпусе и установленными с возможностью регулирования двумя упругими упорами, каждый из которых выполнен в виде резьбовой втулки, гайки и расположенного между ними упругого элемента.2. Устройство по п, 1, отличающееся тем, что оно снабжено двумя микропереключателями, размещенными с возможностью взаимодействия с упорами.Изобретение предназначено для использования в подшипниковой промьццлецности при окончательной обработке колец.По основному авт. св. Мо 536946 известно устройство для доводки (суперфиниша) желобчатых поверхностей колец шариковых подшипников, содержащее корпус и расположенный в нем привод колебательного движения инструмента, выполценный в виде помещенного в переменное электромагнитное поле магнитного якоря и установленного на приводном механизме эксцентрика 1.Недостатком известного устройства является низкая точность обработки.Целью изобретения является повышецие точности путем предотвращения развала профиля при обработке дорожек качения колец шариковых подшипников.Поставленная цель достигается тем, что устройство для доводки желобчатых поверхностей колец шариковых поддипциков, содержащее корпус и расположенный в цем привод колебательного движения инструмента, выполненный в виде помещенного в переменное электромагнитное поле магнитного якоря и установленного на приводном механизме эксцентрика, снабжено закрепленными на корпусе и установленными с возможностью регулирования двумя упругими упорами, каждый из которых выполнен в виде резьбовой втулки, гайки и расположенного между ними упругого элемецта. Кроме того, оно снабжено двумя микропереключателями, размещенными с возможностью взаимодействия с упорами.На фиг. 1 изображено устройство в разрезе; на фиг. 2 - вид А ца фиг. 1; на фиг. 3 и 4 - варианты упругих уцоров; ца фиг. 5 и 6 - схема обработки желобчатой поверхности кольца. Устройство состоит из корпуса 1, в котором размещен привод колебательного движения инструмента абразивного бруска 2, выполненный в виде магнитного якоря 3 со статором 4 и эксцентрика 5, установленного на приводном механизме 6. Абразивный брусок 2 закреплен на исполнительном органе 7, который взаимодействует с цилиндрическим стержнем 8, расположенным внутри якоря 3, Эксцентрик 5 связан с радиальным пазом 9, выполненным на подвижном регуляторе 10 длины рабочей части торсиона 11. Регулятор 10 размещен в подшипнике 2. На корпусе 1 установлены сухари 13 с упругими упорами 14, каждый из которых состоит из резьбовой втулки 15, гайки 16 и расположенного между ними упругого элемента 17. Винт 18 соединяет все эти три детали. Упоры 14 закрепляются в сухарях 13 при помощи контргаек 19. Винты 18 коцтактируют с микропереключателями 20, установленными на кронштейнах 21. 5 О )5 20 25 ЗО 35 40 45 50 55 Устройство работает следующим образом. В обмотку статора 4 подается питающее напряжение, электромагнитное поле, взаимодействуя с магнитным якорем 3, создает крутильные колебания в упругой системе, созданной торсиоцоми установленной на подшипниках.Якорь 3, исполнительный орган 7 с абразивным оруском 2 приобретает качательное движение, амплитуда которого не превышает Ы =5 - -8 и регулируется упругостью торсиоца. Это движение, обозначенное на фиг. 5 стрелками В, происходит с частотои:3000--- - , возвратцо-крутильдв.дьиж .мин.цое с угловой скоростькх близкой к сццусоцдальцой (макс. в средцей точке а убывает до О; в точках а, приобретает ооратное направление и т.д.) . Однако, это движение оруска с амплитудой 5- -8 оорабатывает только средцк)ю часть желоба между точками а,ад, Чтобы обеспечить равномерную обработку всей поверхности желоба, на это движение накладывается второе, цизкочастотное цоворачивание всей колеблющейся упругой системы, за счет вращения эксцентрика 5, установленного на валу приводцого механизма 6. Подвижный регулятор 10 от эксцентрика поворачивается в подшипнике 2 ца вцутрецций угол Д, поворачивает закреплецныи конец торсиона 1 и через него исполнительный оран 7, абразивный брусок 2. Следователы о, аоразивцый брусок 2, качающийся с высокой частотой на уголь, дополнительно перемеи 1 ается с более низкой частотой 200 300апцн.гю всей обрабатываемой поверхности желоба цаб (на рис. 6 показано стрелками Г) Повышение точности профиля дорожки качения происходит за счет применения дополнительных упругих упоров 14, взаимодействующих с исполнительным органом 7 в точках, близких к крайним положениям поворота упругой системы ца угол (в точках, близких к 8, 8,). В этих положениях соответствующий упор, взаимодействуя с исполнительным органом 7, гасит амплитуду высокочастотного движения по стрелке В и под углом оС до нужных, меньших величин, при этом наблюдается симметричное, относительно оси 00, умецьшецие угла сК в результате увеличения суммарной упрутости подвижной системы (к упругости торсиона добавляется упругость упора) . Это дает возможность увеличить низкочастотное перемещениебруска по стрелкам Г на угол, дополнительный к углу)ь, и тем самым стабилизировать сьем цо всей длине профиля.Для более полного регулирования параметров высокочастотного движения бруска по стрелке В и на угол о( служат микропереключатели (любого подлежащего для данного случая типа ), которые управлякп напряжением или частотой тока питающего катушки статора 4. Уменьшение напряжения дополнительно уменьшает угол высокочастотного качания бруска Ы (амплитуду), а изменение частоты питающего тока соответственно изменяет частоту этих качаний,Это дает дополнительные возможности регулировать величину съема по длине профиля и добиваться его равномерности.Таким образом, изобретение позволяетповысить точность обработки.1103999 гг Составитель Ахред И. Вересраж 737 ут сов Редактор Л. Лосев Заказ 5023/10Государстве лам изобрет ква, Ж - 35 Патент, г. ного к ений и Раушс Уж горо Корректор А. ЗнмПодписное митета СССРоткрытийая наб., д, 4/5ул. Проектная, 4
СмотретьЗаявка
3535650, 10.01.1983
КУЙБЫШЕВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО ИНСТИТУТА ПОДШИПНИКОВОЙ ПРОМЫШЛЕННОСТИ
КОЖЕВНИКОВ АЛЕКСЕЙ ЕФИМОВИЧ, МОРОЗОВ ЮРИЙ АЛЕКСЕЕВИЧ, АХМЕДОВ ЯКУБ
МПК / Метки
МПК: B24B 19/06
Метки: доводки, желобчатых, колец, поверхностей, подшипников, шариковых
Опубликовано: 23.07.1984
Код ссылки
<a href="https://patents.su/4-1103999-ustrojjstvo-dlya-dovodki-zhelobchatykh-poverkhnostejj-kolec-sharikovykh-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для доводки желобчатых поверхностей колец шариковых подшипников</a>
Устройство для регистрации ростовых движений

Номер патента: 365976
Опубликовано: 01.01.1973
МПК: A01G 7/00
Метки: движений, регистрации, ростовых
...полуцили цдра, охватывается бумажной лентой 2, намотанной ца бобину 3 и другим концом закрепленной ца барабане 4, имеющем привод от часового механизма. В непосредственной близости от ленты 2, в направляющей 5, размещена вторая токопроводящая пластина 6 (выполненная в форме пластинки). Пластины 1 и 6 посредством проводников 7 и 8 подключены через реле времени 9 к повышающему трансформатору или к другому источнику высокого напряжения 10. Расстояние между пластинами 1 ц 6 выбрано таким, чтобы исключить пробой промежутка между пластинами с помещенной в нем бумажной лентой искровым разрядом, В направляющей 6 свободно подвешен на гибкой нити 11, выполненной из изоляционного материала, металлический шарик 12. Другой конец нити 11 закреплен на...
Дождевальная машина

Номер патента: 528912
Опубликовано: 25.09.1976
Автор: Зевакин
МПК: A01G 25/09
Метки: дождевальная
...двухкотми опорами 3 с электроприводом на каждом колесе и устройства автоматического управления 4, установленного в середине фермы, где она выполнена из немагнитного материала, например из дюралюминия, Само устройство заключено в коробку 5 с трубчатой стойкой 6 и крышкой 7, выполненных из немагнитного материала, и состочт из магнитной стрелки 8, посаженной на ось 9 и соедютенной нарезьбе с контактной, немагнитной стрелкой 10, стопорнътх винтов 11, контактов 12, между которыми находится контактный наконечник 13 стрелки 10, к которому присоединен очень гибкий изолированный провод 14, составляющий в совокупности с контактами привода 15 фазы электрических сетей пусковых устройств электроприводов, разомкнутых в устройстве в то время,...
Устройство для загрузки подвесного конвейера кольцевыми изделиями

Номер патента: 688395
Опубликовано: 30.09.1979
МПК: B65G 47/36
Метки: загрузки, изделиями, кольцевыми, конвейера, подвесного
...в виде укрепленной ца штоке пцсвмоцилццдра пяты,На фцг. 1 изображено описываемое устройство, вцд спсрсдц; ца фцг. 2 сечение А - Л на фиг. 1,Устройство состоит цз наклонного направляющсго лотка 1, соединенного с угловыми направляющими рольгацгами 2, досылочной пяты 3 ц пнсвмоцплцндра 4 привода досылочной пяты, соединенного с направляющим лотком 1 п угловыми рольгангами 2. Досылочная пята 3 закреплена на свободном конце штока пневмоцилиндра 4. Угол между угловыми направляющими рольгангами 2 принимается конструктивно в зависимости от габаритов груза (шин) 53и должен обеспечить заклинивание груза 5между рольгангами 2,Устройство работает следующим образом.Кольцевые изделия, например автомобильные шины, подаются по наклонномунаправляющему...
Электромеханическая игрушка «штангист»

Номер патента: 184673
Опубликовано: 01.01.1966
Автор: Ольцвель
МПК: A63H 13/04, A63H 29/22
Метки: «штангист», игрушка, электромеханическая
...движение штоку 8,шарнирно закрепленному верхним концом нафигурке, через штырь 9.Для уменьшения размеров подставки можно уменьшить диски 5, что компенсируетсярычажным усилителем, состоящим из поводка 10 и параллелограмма 11,Для управления работои плечевогопредусмотрена электрическая схема,чающая ключ 12, реверсивную контасистему из двух пар контактов И и истельный электродвигатель 14, приводядвижение плечевой пояс фигурки черезтор 15. Плечевой пояс фигурки состодвух валов 1 б и 17, коленчатого вала 1чевого сустава 19, сустава предплечьлоктевого параллелограмма 21,Для управления движениями плечевого пояса в корпусе редуктора 15 можно применить червячную передачу.Принцип действия фигурки следующий. При замыкании ключа 12...
Ю. н. липоезогооюзня j

Номер патента: 293834
Опубликовано: 01.01.1971
МПК: E21C 49/00
Метки: липоезогооюзня
...шнеки 1, имеющие одинаковое направление витков и одинаковое направление вращения, для чего кинематически шнеки связаны между собой цилиндрическими шестернями 2 через промежуточные шестерни 3. Продольный рез осуществляется батареей дисковых ножей 4.Для обеспечения необходимой ширины захвата с сохранением оптимального диаметра шнека (установка одного шнека привела бы к293834 фиг 7 непомерному увеличению его диаметра), устройство состоит из нескольких шнеков, смещенных один относительно другого в поперечном направлении на величину радиуса шнека, а в продольном направлении - на двойную величину шага шнека, В пространстве между шнеками установлены опорные подшипники шнеков и цилиндрические шестерни привода шнеков.Вращение механизм...
Предыдущий патент: Устройство для шлифования пазов детали
Следующий патент: Барабан для вибрационной обработки деталей в заполненном несущей средой контейнере
Случайный патент: Электрическая машина вертикального типа и способ ревизии ее подшипникового узла