Система числового программного управления дыропробивным прессом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
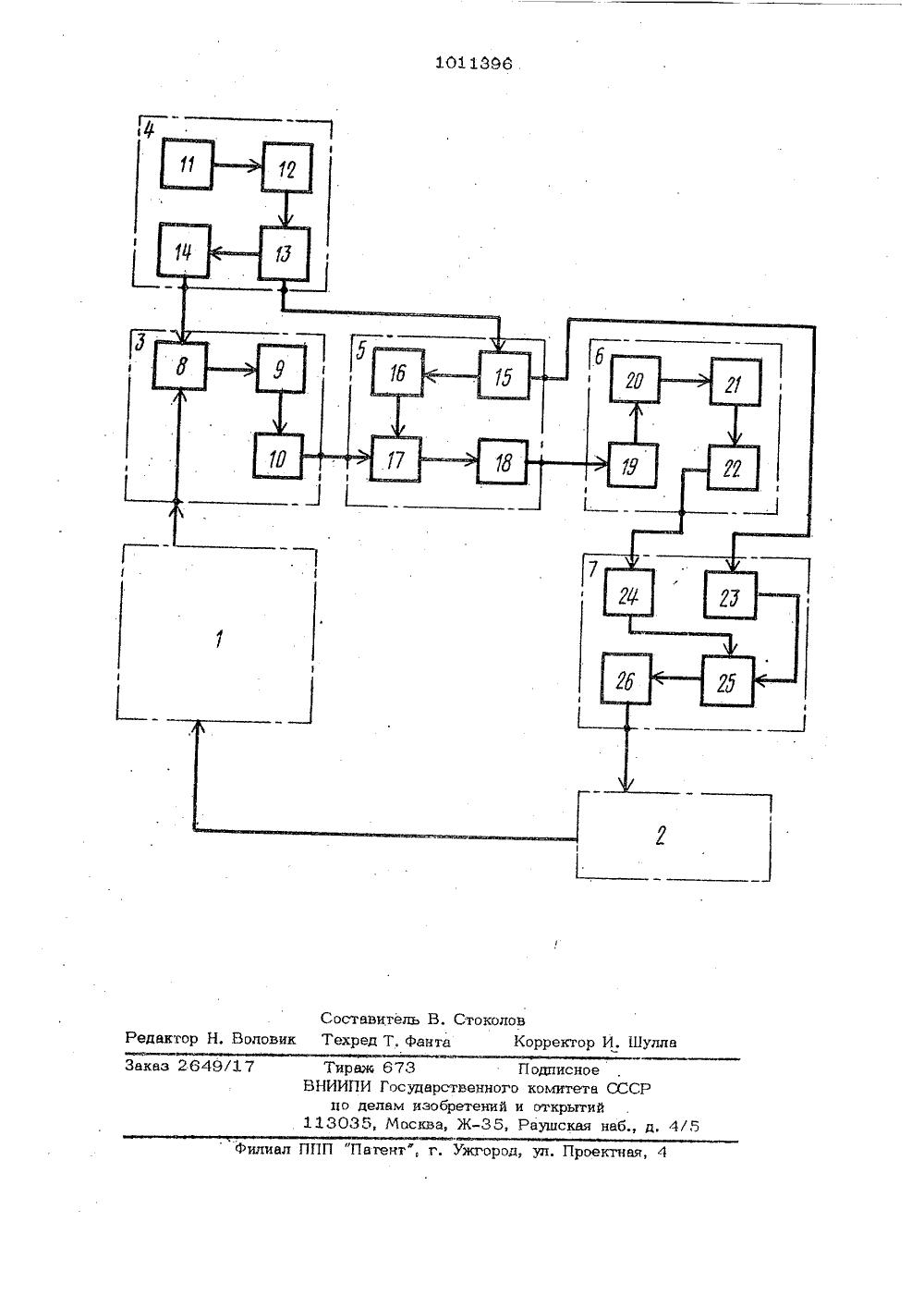
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН 396 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕВАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ(21) 2949455/25-27 датчик обратной связи и бпок определе 0 ния заданного остатка пути, вход кото 14 рого подключен к первому выходу бпокаП. А. ан, задания положения заготовки, о т л иЯ. Лур . И. Тро- ч а ю ш а я с я тем, что, с цепью повышения производительности, она снабкеательс ститут на блоком задания толппппа заготовкиуправления и производст-и подсоединенным к его выходу бпокомуправления приводом заготовки, при этом3 (088.8) выход блока определения заданного астмрское свидетельство СССР ка пути подкпючен к первому аоду бпо 441 . В 30 В 15/26, ка .задания толщины заготовки, к второ.02, ототип) . му входу которого подсоединен второйвыход блока задания положения заготов- (54) (57) СИСТЕМА ЧИСЛОВОГО ПРОГ- . ки, второй выход бпока задания толщины РАММНОГО УПРАВЛЕНИЯ ДЫРОПРО- заготовки подкпючен к блоку випочения ае БИВНЫМ ПРЕССОМ, содержащая блоки:ползуна пресса, выход которого соединен включения ползуна пресса и задания по- с вторым входом блока управления приложения заготовки, а также поспедова- водом заготовки, выход которого связан тельно соединенные привод заготовки, с приводом заготовки.Изобретение относится к машиностроению, в частности к конструкции устройствуправления оборудованием для обработки давлением.Известна система числового програмного управления дыропробивным г 1 рессом, содержащая блоки включения полэуна пресса и задания положения заготовки, а также последовательно соединенные привод заготовки, датчик обратнаф связи и блок определения заданного остатка пути, вход которого подключен к первому выходу блока задания положения заготовки 1.Известная система управления дыро- пробивным прессом с программным уйравлением не позволяет значительно повысить производительность за счет сокрашения времени при прямом ходе ползуна пресса из-за того, что имеют место потери времени, обусловленные тем, что не учитывается толщина заготовки, а величина заданного остатка пути рассчитывается из максимально допустимой толщины заготовки, т.е. при меньшей толщине заготовки ползун продолжает движение и после: остановки привода эаготов ки.ФКроме того, в известной системе при обратном ходе ползуна не,предусмотрено включение привода заготовки непосредственно после выхода ползуна из заготовки. Привод заготовки включается только после прихода полэуна в верхнюю мертвую точку, что вызывает потери времени с момента выхода ползуна из заготовки до момента включения блока привода заготовки.Бель изобретения - повышение производи тельнос ги.Поставленная цель достигается тем, что система числового программного управления дыропробивным прессом, содержащая блоки включения ползуна пресса и задания положения заготовки, а также последовательно соединенные привод заготовки, датчик обратной связи и блок определения заданного остатка пути, вход которого подключен к первому выходу блока задания положения заготовки, снабжена блоком задания толщины загоговкии подсоединенным к еговыходу бпоком управления привода заготовки, при этом выход блока определения заданного остатка пути подключен к первому входу блока задания толщины загон;овки, к второму входу которого подсоединен второй выход блока задания положения заготовки, второй выход блока задания толщины заготовки подключен к блоку включенияползуна пресса, выход которого соединенс вторым входом блока управления приводом эаго"говки, выход которого связанс приводом заготовки.На чертеже представлена структурнаясхема системы числового программногоуправления дыропробивным прессом,Система числового программного уп0 равления дыропробивным прессом содержит датчик 1 обратной связи, соединенный с приводом 2 заготовки, Выходдатчика 1 обратной связи соединен с первым входом блок.а 3 определения задан ного остатка пути, второй вход которогосоединен с первым выходом блока 4 задания положения заготовки, а выход -с бпоком 5 задания толщины заготовки.Второй выход блока 4 задания положе ния заготовки подключен к второму входу блока 5 задания толщины заготовки,второй выход которого соединен с блоком 6 включения ползуна пресса, а первый выход с перяым входом блока 7 25 управления приводом заготовки. Выходблока 6 включения ползуна пресса связан с вторым входом блока 7 управления приводом эаготовкй, выход которогосоединен с приводом 2 заготовки, 30 Привод 2 заготовки может содержать,например, цифро-аналоговый преобразователь, тиристорный преобразователь иэлектродвигатель.Блок 3 определения заданного остатка З 5 пути включает сумматор 8, первым входом которого является выход блока задания толщины заготовки 4, а вторым входом - выход бпока датчика обратной связи 1, Выход сумматора 8 соединен с вхо дом регистра 9, где запоминается текущий остаток пути и поступает на вход дешифратора 10, Ьыход которого являетсяпервым входом блока задания толщинызаготовки 5.,15 Блок 4 задания положения заготовкисодержит программоноситель 11, информация с которого через устройство считывания 12 поступает на вход преобразователя входной информации 13. Выходпоследнего соединен с регистром заданного положения 14, а также поступаетна второй вход блока 5 задания толщины заготовки.Блок 5 задания толщины заготовкивключает регистр 1 5, выход которогосоединен с дешифрагором 16, выходкоторого является вторым входом схемы 1 7 сравнения, первый вход которойсвязан с выходом блэка 3 определения96 4чение полэуна на триггер 18 блока 6 включения ползуна и через усилитель 20 вюпочаются исполнительные механизмы 21 хода ползуна; Таким образом, в зависимости от толщины заготовки (числа в регистре .15) команда на ход ползу. на подается при различных величинах ос- татка пути (т.е. с различным упреждением). В момент касания ползуном эаготмки остаток пути будет равен нулю.На ползуне 21 имеется датчик 22 минимапьной толщины заготовки, Сигнал с указанного датчика поступает на второй вход блока 7 управления приводом заготовки на схему 24 последовательно соединенных одновибраторов, выходы кото рой поступают на схему 25 совпадения, на вторые входы которой подаются данные о тошцине заготовки с регистра 15 через дешифратор 23. При совладении сигналов со схемы 24 последовательно соединенных одновибраторов и с дешифратора 23, что соответствует моменту выхода пуансона иэ зоны металла заготовки, выдается команда через схему ИЛИ 26 на включение привода 2 перемещения заготовки.Таким образом, введение блока задания тотпяны заготовки и заданного остатка пути исключает потери времени между моментом окончания движейия заготовки и моментом касания эаготов ки полэуном.Введение блока включения привода, заготовки дает также возможность ис ключить потери времени с момента выхода полэуна из эоны заготовки до момента включения привода заготовкиза счет точного определения момента выхотда полэуна из зоны заготовки с учетом толщины звотовки. При этом команда на включение привода заготовки подается до прихода цолзуна в верхнюю мертвую точку, т.е. начиная с момента выхода ползуна пресса из заготовки, одновременно с движением полэуна начинается отработка заданного полакения заготовки.Эффективность использования системы управления достигается за счет повышения производительности дыролробивного ,пресса. 3 10113 заданного остатка пути, Выход схемы 17 сравнения соединен с входом схемы ИЛИ 18, выход которой является выходом блока 5 задания толщины заготовки.Входом блока 6 включения ползуна пресса является триггер 19, выход которого соединен с усилителем 20, выход которого соединен с ползуном 21, с кото. рым связан датчик 22 минимальной толщины заготовки, являющийся выходом бло- й ка 6 включения полэуна пресса:,.Первым входом. блока 7 приводом заготовки является вход дещифратора 23. Второй вход этого блока связан со схемой 24 последовательно соединенных од- .д новибраторов, выход которой соединен с входом схемы 25 совладения, второй вход которой связан с выходом дешнфратора 23. Выход схемы 25 совпадения через схему ИЛИ 26 поступает на выход . блока 7 включения приводе заготовки.Систета работает следующим образом.Во время обработки приводом 2 заготовки заданного положения датчик 1 обратной связи выдает информацию о факти- р чески отработанном перемещении заготовки в.сумматор 8 на второй вход блока 3 определения заданного остатка пути; на первый вход сумматора 8 поступает сигнал 4 задания положения заготовки с регистра заданного положения 14. В блоке 3 определения заданного"остатка пути вычисляется разница между заданным и фактическим положением заготовки, запоминается и регистре 9 и через дешифратор 10 передается наЭЭ первый вход блока 5 задания толщины заготовки, а именно .на схему, сравнения 17. В блоке 4 заданного положения заготовки информация с программоносителя 11 через устройство 12 считывания и преобразователь 13 входной информации поступает в регистр 15 блока 5 задания толщины заготовки и через дешифратор 16 на схему 17 срюнения.При достижении момента; когда остаток пути, который необходимо доработать и заданная величина толщины заготовки (соответствующая этому остатку пути) совпадут, со схемы 17 сравнения через схему ИЛИ 18 выдается команда на вклю. йахаз 2649/17 филиал Тираж 673 П одписноеНИИПИ Государственного комитета СССРцо делам изобретений и открытий13035, Москва, Ж, Раушская наб., дП Патент, и. Ужгород, ул, Проектная, 4
СмотретьЗаявка
2949455, 27.06.1980
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ И ПРОИЗВОДСТВА
ВУЛЬФСОН ВЯЧЕСЛАВ ЛЕОНИДОВИЧ, ГОЙХМАН ПАВЕЛ АДОЛЬФОВИЧ, КАЛИНИЧЕНКО ЛЮДМИЛА ДЕМЬЯНОВНА, ЛУРЬЕ ЗИНОВИЙ ЯКОВЛЕВИЧ, ТРОФИМОВ ЮРИЙ ИВАНОВИЧ, ФЛАНЧИК БОРИС СОЛОМОНОВИЧ
МПК / Метки
МПК: B30B 15/26
Метки: дыропробивным, прессом, программного, числового
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/4-1011396-sistema-chislovogo-programmnogo-upravleniya-dyroprobivnym-pressom.html" target="_blank" rel="follow" title="База патентов СССР">Система числового программного управления дыропробивным прессом</a>
Устройство для автоматического регулирования толщины полосы заданного профиля

Номер патента: 1033248
Опубликовано: 07.08.1983
Авторы: Данилов, Трусов, Шаталов
МПК: B21B 37/24
Метки: заданного, полосы, профиля, толщины
...толщины, переключатель, систему перестановки валков и вычислительный блок, содержащий блок вычитания и 60 делитель, причем первый и второй входы измерителя входной толщины соединены соответственно с выходом датчика толщины и выходом датчика входной скорости, первый вход делителя 65 соединен с выходом датчика выходной. скорости полосы, первый выход эадат- чика номинальной выходной толщины соединен с первым входом переключателя, а выход регулятора обжатия соединен с входом системы переста" новки валков, дополнительно содержит измеритель длины выходящей иэ клети полосы, задатчик длины выходящей из клети полосы, ключ, компаратор, триггер, масштабный преобразователь и измеритель скорости перестановки валков, причем выход дат. чика выходной...
Устройство для ввода задания в измеритель толщины с ионизирующим излучением

Номер патента: 1589050
Опубликовано: 30.08.1990
Авторы: Бычков, Дашевский, Дятликов, Коломийский, Лившиц
МПК: G01B 15/02
Метки: ввода, задания, излучением, измеритель, ионизирующим, толщины
...в код, учитывающий фактические толщины пластиннабора 6, Одновременно из блока 4 вычисления задания, с его второго выхода, на второй вход кодового сумматора 11 поступает необходимое корректирующее число, соответствующее номинальному значению задания с учетомфактического зна-.ения толщины введенных из набора 6 пластин, При этоманалоговый сигнал с измерителя 1 толщины с иониэирующим излучением, являющийся входным для устройства ввода задания, поступает в аналоговыйсумматор 9, в котором он складываетсяс выходным сигналом блока 8 коррекции, За счет работы цепиобратнойсвязи, охватывающей аналоговый сум=интор 9 и блок 8 коррекции, работа. которого сигналом с выхода переклю,55чателя 7 режима работы разрешена вэтом режиме, сигнал на выходе...
Измерительная система с автоматическим контролем аналого цифрового преобразования и блок задания нечувствительности

Номер патента: 1837261
Опубликовано: 30.08.1993
МПК: G05B 23/02, G06F 11/20
Метки: автоматическим, аналого, блок, задания, измерительная, контролем, нечувствительности, преобразования, цифрового
...Блок управления блока переключения каналов состоит из регистра 59, токозадающего резистора В дешифратора 60, 16-ти логических элементов 2 И 61-76, 24-х усилителей 77 - 100, 24 реле 101 - 124 с соответствующими коммутирующими элементами и 8-ми инверторов 125 - 132. Информационный вход 33 регистра 59 является входом команд блока, Управляющий вход регистра 59 является стробирующим входом блока, к нему присоединен третий управляющий выход 29 блока интерфейса 9, Выходы трех младших разрядов регистра 59 соединены со входами дешифратора 60. Выход четвертого разряда регистра 59 соединен с первыми входами логических элементов 68 - 74 и со входом усилителя 91. Выход пятого разряда регистра 59 соединен с первыми входами логических элементов...
Устройство для автоматического определения координат тележки, движущейся по заданному криволинейном у пути

Номер патента: 119686
Опубликовано: 01.01.1959
Автор: Ленгенбах
МПК: G01C 7/04
Метки: движущейся, заданному, координат, криволинейном, пути, тележки
...-- а (где а - длина звеньев тележки), гайка нижнего винтовогосчетчика 5 первой замкнет свои контакты, что вызовет срабатывание соленоида 10. При этом он повернет на О, оборота барабан 11 контроллера и переключит винт верхнего счетчика 5 на среднее колесо, а винт нижнего счетчика на переднее колесо, т. е. в обратном порядке, чем было досих пор.Гри этом счетчик отсчитает участок пути, ограниченный хордой длиною а. Переднее же колесо в это время отложит на винте счетчика путьгайки, соответствующий длине следующего участка пути, и т. д.Суммирование и запоминание значений координат осуществляетсяпри помощи двух барабанов 12, вдоль образующих которых с трением знаправляющих движутся храповые рейки И с коническими концами; вэти рейки...
Устройство для распределения заданий

Номер патента: 903876
Опубликовано: 07.02.1982
МПК: G06F 9/00
Метки: заданий, распределения
...входами третьей схемь 1 сравнения на больше и выходами второго счетчика, вход установки - которого подключен к выходу второго элемента ИЛИ, входу третьего элемента задержки, единичному входу второго регистра и второму входу третьего элемента ИЛИ, входы которого подключены к выходам второй группы элементов И, первые входы этой группы соединены с входами кода числа свободных процессоров блока, выход каждого 1-го элемента задержки второй группы (1=1,21-1) подключен ко входу (+1)-го элемента задержки той же группы и ко второму входу (+1)-го элемента И второй 25 ЭО 35 40 45 50 55 в блоке процессоров) соединен с первым входом ц+ элемента задержки этой же группы и с первым входом ц+1 элемента И четвертой группы, . выход (-1)-го элемента...
Предыдущий патент: Валковый брикетный пресс
Следующий патент: Механизм для воспроизведения трилистника
Случайный патент: Устройство для отбора проб из образца твердого материала