Способ управления процессом микросварки и контроля качества сварного соединения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 961898
Авторы: Арсентьев, Второв, Кузуб, Пархоменко

Текст
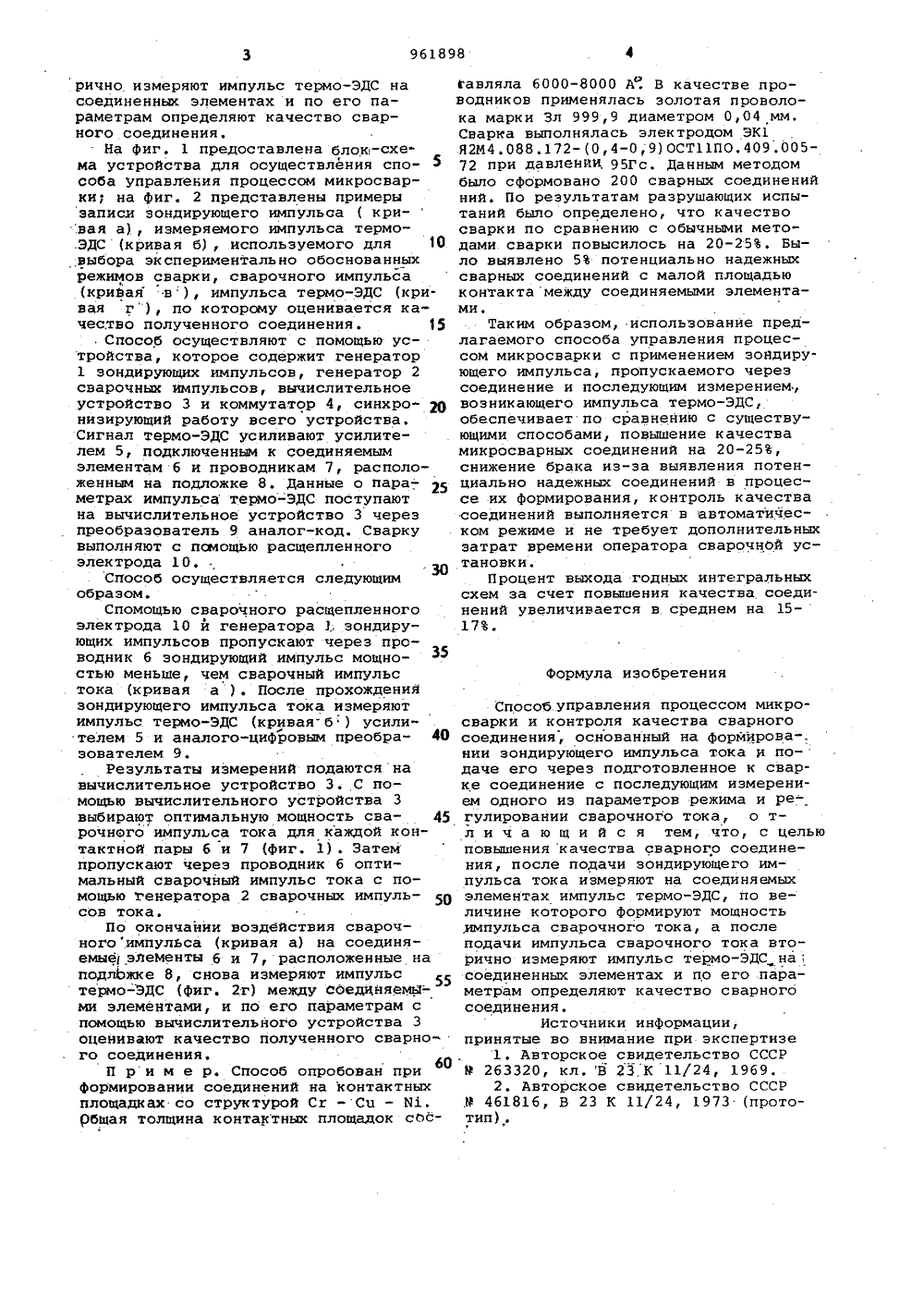
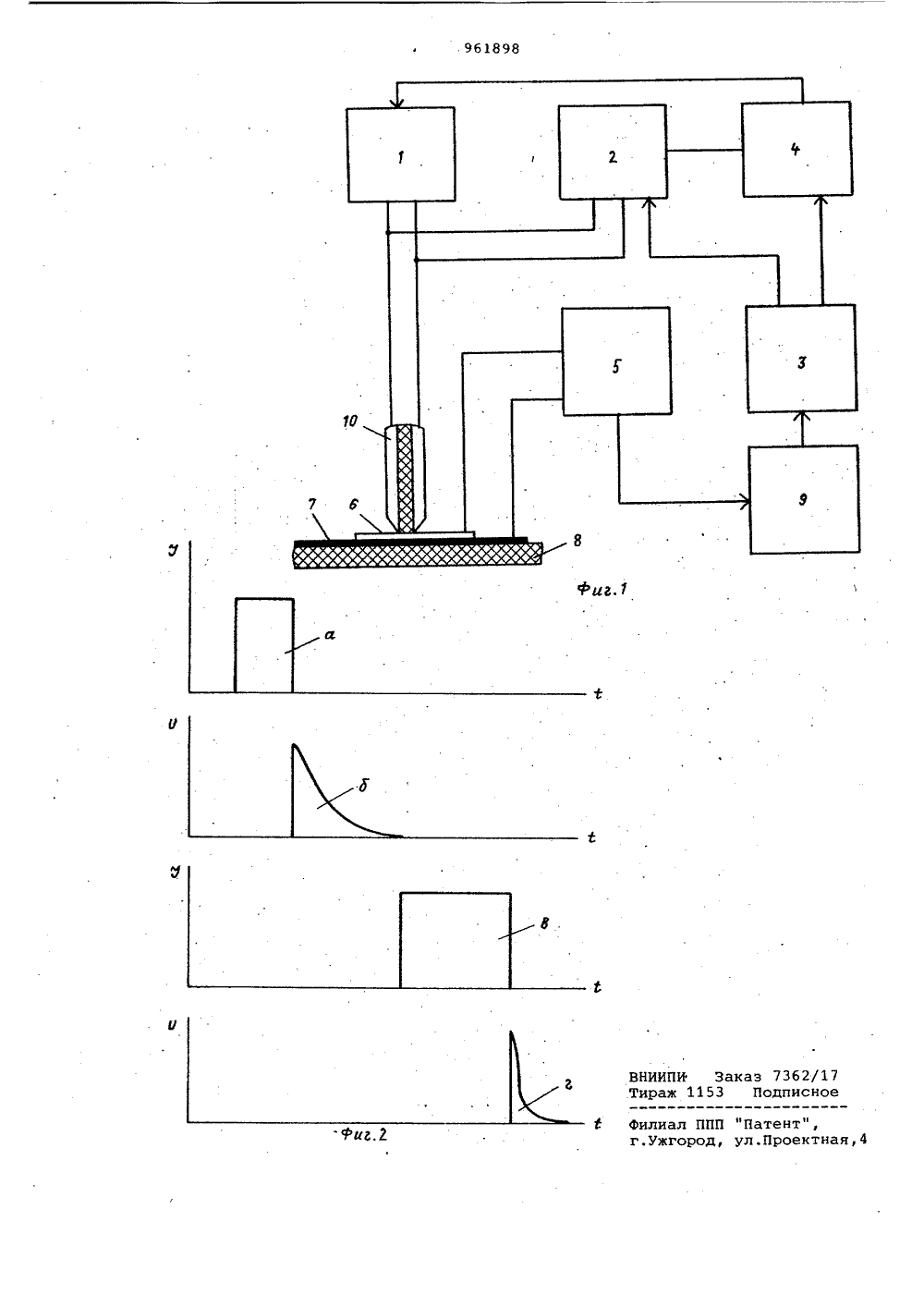
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоветскикСоциалистическихРеспублик е К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ В 23 К 11/24 с присоединением заявки Мо Государственный комитет СССР по делам изобретениИ и открытий(53 УДК 621.791. .763(088.8) Дата опубликования описания 30.09,82 В.А. Арсентьев, Е.П. Второв, И.ф. Пархом и Ю.Н. Куэуб(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕСССИ МИКРОСВАРК И КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕН ля качества сварного соединения, основанный на Форсировании зондирующегоимпульса тока и подаче его через подготовленное к сварке соединение сПоследующим измерением одного из параметров режима и регулировании сварочного тока (2.Недостатком иэвестн соба является также низкое .ка сварки,что определяется отсут связимежду параметром измер параметром режима сварки,Цель изобретения - повышение качества сварного соединения и автоматизация его контроля.Поставленная цель достигается темчто согласно способу управления процессом микросварки и контроля качества сварного соединения, основанному .на Формировании зондирующего импульса тока и подаче его через подготовленное к сварке соединение с последующим измерением одного из параметров режима и регулировании сварочно 25 го тока, после подачи зондирующегоимпульса тока измеряют на соединяемых элементах импульс термо-ЭДС, повеличине которого формируют мощностьимпульса сварочного тока, а после30 подачи ийпульса сварочного тока втоИзобретение относится к автоматизации технологических процессов сбор ки микроэлектронной аппаратуры и может быть использовано при сброке полупроводниковых приборов и интегральных схем.Известен способ управления процесмикросварки, при котором осущестют измерение одного из параметровима с последующим регулированиемности, выделяемой в зоне соедине(1)Недостатком известного способа является низкая точность управления при микросварке, за счет чего снижается воспроизводимость качества микросварных соединений. Данный способ не позволяет автоматически выбирать экспериментально обоснованные и необходимые режимы сварки для каждой контактной пары. Необходимость выбора режима сварки, особенно при сброке болыдих .интегральных и гибридных схем, состоит в том, что каждая контактная площадка обычно характеризуется различным состоянием поверхности и структу-. ры.Из известных наиболее близким к предлагаемому является способ управ ления процессом микросварки и контроого спочествоствиемения и сом вля реж мощ ния лерично измеряют импульс термо-ЭДС на соединенных элементах и по его параметрам определяют качество сварного соединения.На фиг. 1 предоставлена блок:-схема устройства для осуществления способа управления процессом микросварки; на фиг. 2 представлены примеры записи зондирующего импульса ( кривая а), измеряемого импульса термо- ,ЭДС (кривая б), используемого для 10 ,выбора экспериментально обоснованных режимов сварки, сварочного импульса (кривая в), импульса термо-ЭДС (кривая г"), по которому оценивается качество полученного соединения. 15. Способ осуществляют с помощью устройства, которое содержит генератор 1 зондирующих импульсов, генератор 2 сварочных импульсов, вычислительное устройство 3 и коммутатор 4, синхро- щ низирующий работу всего устройства. Сигнал термо-ЭДС усиливают усилителем 5, подключенным к соединяемым элементам б и проводникам 7, расположенным на подложке 8Данные о пара- метрах импульса термо-ЭДС поступают на вычислительное устройство 3 через преобразователь 9 аналог-код. Сварку выполняют с помощью расщепленного электрода 10,Способ осуществляется следующим образом.Спомощью сварочного расщепленного электрода 10 и генератора 3.:, зондирующих импульсов пропускают через проводник б зондирующий импульс мощностью меньше, чем сварочный импульс тока (кривая а ). После прохождения зондирующего импульса тока измеряют импульс термо-ЭДС (кривая б ) усилителем 5 и аналого-цифровым преобра зователем 9.Результаты измерений подаются на вычислительное устройство 3, С помощью вычислительного устройства 3 выбирают оптимальную мощность сва рочного импульса тока для каждой контактной пары 6 и 7 (фиг. 1) . Затем пропускают через проводник б оптимальный сварочный импульс тока с помощью генератора 2 сварочных импульсов тока.По окончании воздействия сварочногоимпульса (кривая а) на соединяемые( элементы б и 7, расположенные на подлЬжке 8, снова измеряют импульс термо-ЭДС (фиг, 2 г) между сбедйняема- ми элементами, и по его параметрам с помощью вычислительного устройства 3 оценивают качество полученного сварного соединения.П р и м е р. Способ опробован при формировании соединений на контактных площадках со структурой Сг - Сц - Ю 1. Рбщая толщина контактных площадок сосгавляла 6000-8000 А В качестве проводников применялась золотая проволока марки Зл 999,9 диаметром 0,04 мм, Сварка выполнялась электродом ЭК 1 Я 2 М 4 .088,172-(0,4-0,9) ОСТ 11 ПО.409 .005- 72 при давлении, 95 гс. Данным методом было сформовано 200 сварных соединений ний. По результатам разрушающих испытаний было определено, что качество сварки по сравнению с обычными методами сварки повысилось на 20-25, Было выявлено 5 потенциально надежных сварных соединений с малой площадью контактамежду соединяемыми элементами.Таким образом, использование предлагаемого способа управления процессом микросварки с применением зондирующего импульса, пропускаемого через соединение и последующим измерением, возникающего импульса термо-ЭДС, обеспечивает по сравнению с существующими способами, повышение качества микросварных соединений на 20-25, снижение брака из-за выявления потенциально надежных соединений в процессе их формирования, контроль качества соединений выполняется в автоматическом режиме и не требует дополнительных затрат времени оператора сварочной установки.Процент выхода годных интегральных схем за счет повышения качества соединений увеличивается в среднем на 15-17.Формула изобретенияСпособ управления процессом микро- сварки и контроля качества сварного соединения, основанный на формирова-. нии зондирующего импульса тока И подаче его через подготовленное к сварке соединение с последующим измерением одного из параметров режима и регулировании сварочного тока, о тл и ч а ю щ и й с я тем, что, с целью повышения качества сварного соединения, после подачи зондирующего импульса тока измеряют на соединяемых элементах импульс термо-ЭДС, по величине которого формируют мощность .импульса сварочного тока, а после подачи импульса сварочного тока вторично измеряют импульс термо-ЭДС насоединенных элементах и по его параметрам определяют качество сварного соединения.Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР М 263320, кл. В 23 К 1124, 1969.2. Авторское свидетельство СССР У 461816, В 23 К 11/24, 1973 (прототип) .
СмотретьЗаявка
3267773, 03.04.1981
ПРЕДПРИЯТИЕ ПЯ Р-6668
АРСЕНТЬЕВ ВАСИЛИЙ АНДРЕЕВИЧ, ВТОРОВ ЕВГЕНИЙ ПЕТРОВИЧ, ПАРХОМЕНКО ИВАН ФЕДОРОВИЧ, КУЗУБ ЮРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23K 11/24
Метки: качества, микросварки, процессом, сварного, соединения
Опубликовано: 30.09.1982
Код ссылки
<a href="https://patents.su/3-961898-sposob-upravleniya-processom-mikrosvarki-i-kontrolya-kachestva-svarnogo-soedineniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом микросварки и контроля качества сварного соединения</a>
Устройство для контроля качества сварных и паяных соединений из разнородных материалов

Номер патента: 425101
Опубликовано: 25.04.1974
Авторы: Венгринович, Колешко, Обибок, Отдел, Прадед, Физико
МПК: G01N 29/10
Метки: качества, паяных, разнородных, сварных, соединений
...16и 17 для подкл(очепия искателей 5 и б к приемно-усилительпому олоку 3 и генератору 2; и переключатель 18 для сосдш(ения генератора 2 с частотомером 10.20 Устройство работает следующим образом.В режиме поиска дефекта перекл 1 очятсль6ставится в замкнутое положение, я переключатель 17 - в разомкнутое прп работе акустическим искателем 5, и наоборот - при пс пользовании искателя б в качестве излучателя и искателя 5 в качестве приемника. Переключатель 18 при этом выключен, Ультразьуковой импульс с длиной волны, меньшей допустимого размера дефекта, задаваемый гене ратором 2 с регулируемой частотой, поступя425101 10 со оставит Редактор Л. Лашкова Корректор А. Васильева ед Л. Бо Подписи ираж 651 д.758 Заказ 267 ография, пр. Сапунова ет,...
Способ контроля качества сварных и паяных соединений

Номер патента: 324574
Опубликовано: 01.01.1972
Автор: Бойков
МПК: G01N 29/00
Метки: качества, паяных, сварных, соединений
...контролируемое соединение помещают в постоянное мсц)цитцос поле, пропускают через него переменный ток, а о качестве его судят ПО цзмсцбНю элсктср 1 сскОГО спрогив(1 сция.1 астотя переменного тока может быть Выбраня ря)зной плц крятгцой частоте мехац еского резонанса проводников соеди)нения, Тякоц выбо)р частоты усилит вариации элекгрц- ЧССКОГО СОЦРОТИВЛЕЦ 51 ЕКЯЧЕСТВСНПЪХ СОЕЛЦНСЦЦй Ц ПОЗВОЯЦТ КОЦТРОЛЦРОВсТЬ ЦЗЛСЧИ 5 С МЯЛОй ЛОПУСтисМОй ВЕЛИЧ(5 Ой тОКа ЧЕРЕЗ НИХ,НЯ сСРТЕ)КЕ ПОКаЗаНО УСтРОйетВО, РЕаЛИЗУ- н)щес предложенный способ.УС)ДОЙСТ)ВО СОЛЕРЖ 1)Т КО(ЦТРО,1 ИРУЕсМЫЙ Лцол 1, располо)кецный в поле электромагнита 5) и ВКЛОсС)ПНЫц ЧЕРЕЗ баЛЛаСтНЫй РЕЗИ- стор 3 в цепь перемсшюго тока, и осциллограф 4, Вкл:очсццый парс)ллельпо балласпому...
Устройство для контроля качества сварного шва при роликовой сварке

Номер патента: 130233
Опубликовано: 01.01.1960
Авторы: Бабкин, Горский, Гусев
МПК: B23K 11/06, G01B 13/00, G01N 27/90
Метки: качества, роликовой, сварке, сварного, шва
...связи с тем, что рабочее сечение сильфона в К раз больше поперечного сечения расточки цилиндра 2, где находится поршенек 6, вытесненный из сильфона объем масла переместит поршенек 6 вверх на величину в К раз большую, чем Ь.Следовательно, сильфонная камера 1 и цилиндр 2 представляют сооой практически безынерционный гидравлический усилитель с коэффициентом К усиления, равным отношеник 1 их рабочих площадей,Преобразование механического перемещения подвижной системы устройства в электрический сигнал производится дифференциальным индуктивным датчиком 3. Смещение якоря 10 датчика с нейтрали нарупает балансировку моста М, и в его диагонали появляется напряжение, пропорциональное механическому перемещению поршенька 6, а следовательно, и верхнего...
Способ контроля качества сварных швов

Номер патента: 59659
Опубликовано: 01.01.1941
Автор: Назаров
МПК: G01N 21/91
Метки: качества, сварных, швов
...швов при точечной сварке, основанный на определении распределения тепла на поверхности изделия над местом его сварки. Изделие при этом нагревается с противоположной стороны каким-либо точечным источником тепла.Настоящее изобретение относится к этим же способам контроля качества сварных швов при точечной сварке, но отличается от них тем, что в качестве указателя дефектов сварки используется термокраска, т. е. краска, меняющая свой цвет от действия тепла. Для этого поверхность металла со стороны, противоположной месту нагрева, покрывается термокраской. Поформе и размерам изменившего свой цвет участка краски и судят о качестве сварки.Чертеж схематически иллюстрирует осуществление предлагаемого способа.Металлические полосы 1 и 2...
Устройство для определения качества сварного соединения по скорости теплового расширения

Номер патента: 383555
Опубликовано: 01.01.1973
Авторы: Ивашин, Курзин, Рудман
МПК: B23K 11/25
Метки: качества, расширения, сварного, скорости, соединения, теплового
...датчик, включенный в мостовую схему у, питающуюся от генератора 1 звуковой частоты. Напряжение разбаланса моста подается на усилитель 5, ца выходе которого включен детектор б.Выпрявлсццое напряжение, процрццнальное перемещению электродов, посл паст последовательно на диффсрецццрующцй блок 7, сигнал на выходе которого пропорционален скорости перезеще ця электродов, усилитель. ограничитель 8 ц разделительный фильтр О.На выходе усилителя-ограничителя 0 появляются прямоугольные импульсы положительной полярности прц раздвцгаццц элсктродов п отрицательной - прц цх сближении.Фильтр 9 сл 1 жцдля вы 1 влецця деталсц, поступивших а сварку без рсльсфоь. Прц сварке таких деталей рясшцреццо металла це рспятствует цх сгцжсцце п 1 токо в зультяте...
Предыдущий патент: Установка для приварки микропроволоки к контактным площадкам
Следующий патент: Устройство для перемещения каркаса при точечной сварке
Случайный патент: Способ алитирования изделий, преимуществен-ho из неметаллических материалов