Способ изготовления разрезных колец из прямолинейных заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 925478
Автор: Мчедлов


Текст
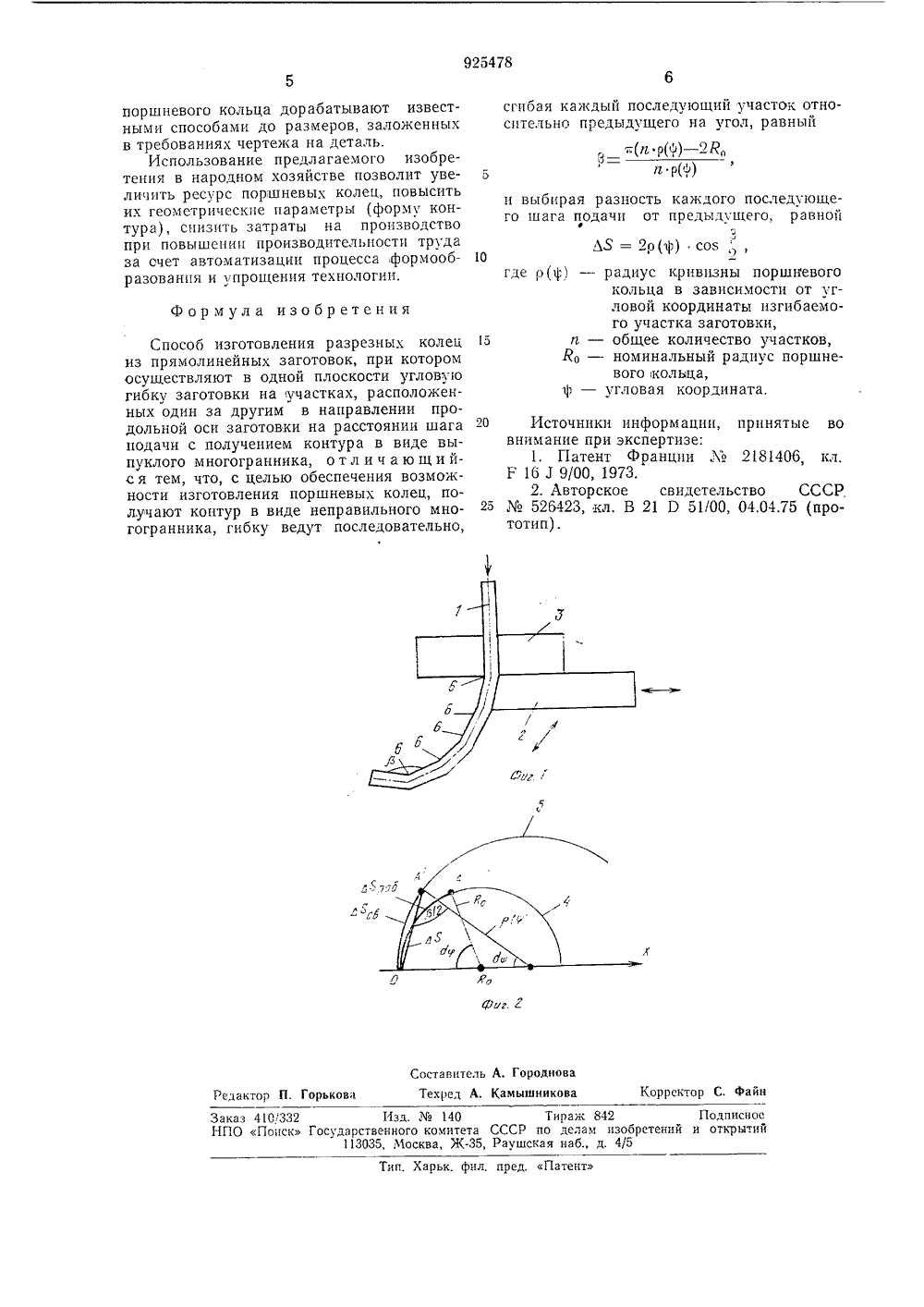
1925478 Союз Советских Социалистических Республик(51) Ч Кл з В 21 011/20В 21 Р 53/16 В 21 Р 37/00 Государственный комитет СССР по делам изобретений и открытий(45) Дата опубликования 2) Авторизобретения1) Заявитель чедло ратовский политехнический институт СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ КО ИЗ П РЯЛ 10 Л И Н Ей Н ЫХ ЗАГОТОВОКботке мек изготов- оршневых ние возможности кольца. С этой целью изготовления разр 5 нейных заготовок,Вл яют В одной и заготовки на уч один за другим в осн заготовки на 10 с получением кон многогранника, по правильного мног последовательно,щий участок отно гол, равныйполучения поршнево при реезныхприлоскостасткахнаправрасстотура влуча ютогранисгибаясительн я поршне уществля заготовки я опоспособа является расчетной формы льца по всему пе(и выбирго шага я разность каж подачи от пред го последующедущего, равной сов . 25 - 2 р( радиус кольца ловой го уча общее кривизны порш в зависимостиоординаты изги тка заготовки,количество учас невого от угбаемо. ков Изобретение относится к обрталлов давлением, в частности,лению кольцевых изделий типаколец методом изгиба.Известен способ изготовленивых колец, при котором изгиб оют одновременно по длине дугикольца, расположенной между дными роликами 1.Недостатком этогосложность полученияконтура поршневого кориметру,Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изготовления разрезных колец из прямолинейных заготовок, при котором осуществляют в одной плоскости угловую гибку заготовки на участках, расположенных один за другим в направлении продольной оси заготовки на расстоянии шага подачи с получением контура в виде выпуклого правильного многогранника 21.Этот способ позволяет упростить технологию получения разрезных колец, однако не обеспечивает возможности получения поршневого кольца с высокой упругостью.Целью изобретения является обеспечеализации способа колец из прямоликотором ооущести угловую гибкурасположенных ленни продольной янии щага подачивиде выпуклого контур в виде нетка гибку ведут каждый последуюо предыдущего на925478 Йю - номинальный радиус поршневого кольца,- угловая координата.Пример выполнения способа для нзго 5 товлсния заготовки поршневого кольца,имеющего следу(ощие исходные параметры; 11 оминальный диаметр .) :)(м 062Осевая высота 6, мм 2Радиальная толщина г, мм 2Материал - сталь 65 Г, модуль упругости, Е 20000 кгс/ем,Функция (закон) распределения эшоррадиальных;(авлений но периметрупоршневого кольца о(, ) согз 1,Р, 0,01 кгс/мм.Для реализапии способа производятпредварительный расчет: определяют номинальный расчетный радиус кривизны 10 15 20(:) 9 определяют длину мерной заготовки=2 г(йю=.2 3,14 30 = 188,4 мм,г -,(гг 9 - -2 с)гг 8) определяют радиус кривизны упругойлинии поршневого кольца в свободном состо 5(нн нсхо (я 3 основного рас)( ного1.11уравнения; --- , учитывая задан Ф)ный закон распределения радиального давления д(ф) сопз 1 и М=РюЧРю(1+ соз (1:),Л 5 = 21)( ,) созс,. ( ;) ) -45 50 чину второго шага и изгибают на величину второго угла и т. д. до предпоследнего шага, посколыку последний участок не изгибают (он является концом заготовки порш невого кольца), Полученную заготовку Рю - номинальный радиус поршневого кольца,- угловая координата.На фнг. 1 показана схема формообразования; на фиг. 2 - схема расчета параметров гибки.На схемах используот следующие обозначения: 1 - изгибаемая прямолинейная заготовка, 2 - шток, изгибающий заготовку, 3 - направляющая для заготовки, 4 - упругая линия поршневого кольца в рабочем состоянии, 5 - упругая линия нор(пивного кольца в свободном состоянии, 6 - у(асткн Гноки.Способ осуществляют следующим образом.Заготовку 1 подают через щель направляющей 3 на шаг подачи и производят ловую гибку заготовки 1 на соответствующем участке 6 штоком 2. Угол гибки опрсдсляот из формулы а раз ость какдого последующего н:ага н )дачи от предыдущего выбирают равной где 1(.) - радиус кривизны поршневогокольца в зависимости от )угловой координаты изгиоаемого участка заготовки,и - общее количество у.частков,В расчетных форм(улах для шага и угла изгиба радиус, кривизны определяют в зависимости от заданного числа участков (шагов) изгиба - гг, т. е. Прнн)маот общее число участков (шагов) изгиба равным и 38, Расчет участков (шагов) изгиба и углов изгиба производят в соответствии с таблицей,Поскольку поршневое кольцо имеет ось симметрии, проходящую через замок-спинку, то наблюдается повторение в расчетных значениях участков (шагов) и углов изгибов, поэтому достаточно рассчитать полукольцо, т. е. до г 1 = л (180").Имея расчетные значения Лз и Р, пропускают заготовку 1 поршневого кольца через щель направляющей 3 на величину первого шага, затем изгибают на величину первого угла, После чего пропускают заготовку поршневого кольца дальше на вели. 1 2 3 4 5 6 7 8 9 10 ,11 12 13 14 15 16 17 18 5,22934 5,22935 5,22939 5,22939 5,22942 5,22945 5,22949 5,22954 5,22958 5,22963 5,22967 5,22972 5,22976 5,22979 5,22982 5,22984 5,229875 22988 11)0.01.361 170,0 "346 170,0485670.07331 170,10204 170,13379 170,16763 170,20253 1 70,23742 170 27126 170,3030 170,33199 170 Л 5645 170 37654 170,39134 170,40040 170 4034610 Формула изобретения 15 ои Городнова мышникова Состав нтел Техред А Файн Редактор рскто Горькова Заказ 410/332 Изд.140 Тираня 842 Подписи осНПО Поиск Государственного комитета СССР по делам изобретений и открытиг113035, Москва, Ж, Раушская наб., д. 4/5 п. Харьк, фил, пред. сПатент поршневого кольца дорабатывают известными способами до размеров, заложенных в требованиях чертежа на деталь.Использование предлагаемого изобретения в народном хозяйстве позволит увеличить ресурс поршневых колец, повысить их геометрические параметры (форму контура), снизить затраты на производство при повышении производительности труда за счет автоматизации процесса формообразования и упрощения технологии,Способ изготовления разрезных колец из прямолинейных заготовок, при котором осуществляют в одной плоскости угловую гибку заготовки на участках, расположенных один за другим в направлении продольной оси заготовки на расстоянии шага подачи с получением контура в виде выпуклого многогранника, о т л и ч а ю щ и йс я тем, что, с целью обеспечения возможности изготовления поршневых колец, получают контур в виде неправильного многогранника, гибку ведут последовательно,сгибая каждый последующий участок относительно предыдущего на угол, равный и выбирая разность каждого последующего шага подачи от предыдущего, равнойФЛ 5 = 2 р(тр) сов,где р(ф - радиус кривизны поршневогокольца в зависимости от угловой координаты изгибаемого участка заготовки,и - общее количество участков,Рв - номинальный радиус поршневого кольца,- угловая координата. 20 Источники информации, принятые вовнимание при экспертизе:1. Патент Франции2181406, кл,Е 16 Л 9/00, 1973.2. Авторское свидетельство СССР 2552 б 423, кл, В 21 0 51/00, 04.04,75 (прототип).
СмотретьЗаявка
2908020, 20.02.1980
САРАТОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
МЧЕДЛОВ СУРЕН ГЕОРГИЕВИЧ
МПК / Метки
МПК: B21D 11/20
Метки: заготовок, колец, прямолинейных, разрезных
Опубликовано: 07.05.1982
Код ссылки
<a href="https://patents.su/3-925478-sposob-izgotovleniya-razreznykh-kolec-iz-pryamolinejjnykh-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления разрезных колец из прямолинейных заготовок</a>
Устройство для испытания упругости пружин поршневых паровозных секционных колец

Номер патента: 55364
Опубликовано: 01.01.1939
Автор: Дементьев
МПК: G01L 1/08, G01M 13/00, G01N 3/14
Метки: испытания, колец, паровозных, поршневых, пружин, секционных, упругости
...в динамометром Я,Испытуемая пружина располагается горизонтально, Лента, сжимающая пружину, лежит свободно на опорных полосах для устранения постороннего влияния на точность измерения упругости пружины. Нагружаю щий механизм П состоит иэ грузового шпинделя, имеющего винтовую нарезку, и двух конических колес, служащих для сообщения грузовому шпинделю поступательного движения при нагрузках и разгрузках устройства, действующего от ручного привода. Динамометр М состоит из грузового маятника, ось подвеса которого установлена на шарикоподшипниках, Для изменения шкал чувствительности устройства плечо маятника можно менять, для чего предусмотрен установочный винт В. При отклонении маятника стержень Ц приводит в движениестрелки указателя нагрузок...
Распорное пружинное кольцо для поршневых уплотняющих колец

Номер патента: 44746
Опубликовано: 31.10.1935
Автор: Ригмонд
МПК: F16J 9/00
Метки: колец, кольцо, поршневых, пружинное, распорное, уплотняющих
...на тело поршня кольца из листового металла,одно или несколько, друг на друга, для образования достаточной толщины слоя,с целью восстановления первоначального наружного диаметра уплотняющих колец, причем толщину эту приходится определять более или менее наглаз И ПОЭТОМУ ТРУДНО ДОСТИЧЬ РЭВНОмерного по всей окружности нажатия прокладочных колец на уплотняющие и одинакового прилегания последних к поверхности цилиндра.Для облегчения и упрощения работы по подкладке таких колец предлагается,согласно изобретению, делать их не круглой, а шестигранной, как показано на чертеже, формы. Такоеконечно:при этом разрезное и пружинноекольцо,будучи надето на тело поршня, получает на нем дополнительные для себя точки опоры и, работая на распор и на...
Автомат для механической обработки, снабженной замком заготовки поршневого кольца

Номер патента: 114347
Опубликовано: 01.01.1958
МПК: B23B 7/14
Метки: автомат, заготовки, замком, кольца, механической, поршневого, снабженной
...установки заготовки 1 поршневого кольца на рабочей позиции шпинделя 3 обжимной конус 7, смонтированный на вращающейся гильзе 8 и поддерживаемый роликами 9, опускается (см. пунктирное изображение конуса), до уровня верхнего диска 4. Движе 1 п 1 ем шпинделя 3 вверх114347производится обжим кольца в конусе до точного диаметра Д цилиндрического участка.Обжатое кольцо с усилием Р прижимается к торцу гильзы 8, обжимной конус 7 отжимает, я в крайнее верхнее положение, а зажатая между вращающимися шпинделем 8 и гильзой 8 заготовка 1 кольца получает вращение и подвергается полной токарной обработке с одной установки, Обточка производится черновым и чистовым резцами 10 с продольного суппорта. Расточка - черновым и чистовым резцами П,...
Способ получения канавок в заготовках поршневых колец

Номер патента: 897459
Опубликовано: 15.01.1982
Авторы: Братченко, Захаров, Никитин, Шалай
МПК: B23P 15/06
Метки: заготовках, канавок, колец, поршневых
...поршня размеров заданной канавки) осуществляют наглубину 0,5 - 1,3 глубины заданной канавки, а в качестве легируюших материалов используют материалы переходнойгруппы или их сплавы (никель никельхром, алюминий-никель-хром и т.д,) Длятого, чтобы обеспечить равномерное распределение легирующего материала впроплавленном слое подачу присадочнойпроволоки производят со скоростьюсе /напр =0,75-1,26,где 7 - скорость проплавления;- скорость подачи легирующей"Р проволокиПредлагаемый способ упрочнения канавок поршней реализован при изготовлении алюминиевых поршней ф 150 и210 мм для дизелей 6 ЧН 15/18 и После проплавления зоны канавок заго-о товка порпня охлаждается до комнатной температуры и затем проводится проточка заданной канавки. Испытания...
Составное поршневое маслосъемное кольцо

Номер патента: 1002639
Опубликовано: 07.03.1983
Авторы: Адамович, Брайнман, Буров, Горбулев, Еременко, Кислов, Коваль, Концов, Молдаванов, Немец
МПК: F02F 5/00
Метки: кольцо, маслосъемное, поршневое, составное
...тангенциальный расширитель 2. Кольцевые пластины устанавливаются у верхней и нижней частей канавок поршня по торцам 3.В предлагаемой конструкции тангенциальный расширитель изготавливается из металлической ленты прямоугольного сечения с загнутыми кромками, образующими упоры 4 таким образом, что радиальное давление равномерно передается на внутренние поверхности кольцевых пластин 1.Тангенциальный расширитель изготавливается из металлической ленты (фиг. 3 ) прямоугольного сечения.а гнется таким образом, как зано на фиг. 3. В результатеобразуется пружинный извилисФормула изобретения Составное поршневое маслосъемноекольцо, содержащее две кольцевыепластины и цельноизогнутый тангенциальный расширитель, выполненный 15 из...
Предыдущий патент: Фланцегибочная машина
Следующий патент: Способ разделения материала
Случайный патент: Способ дробления материала иустройство для его осуществления