Якорь микроминиатюрного реле и способ его изготовления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 746765
Авторы: Аксенцов, Жураковский, Черный

Текст
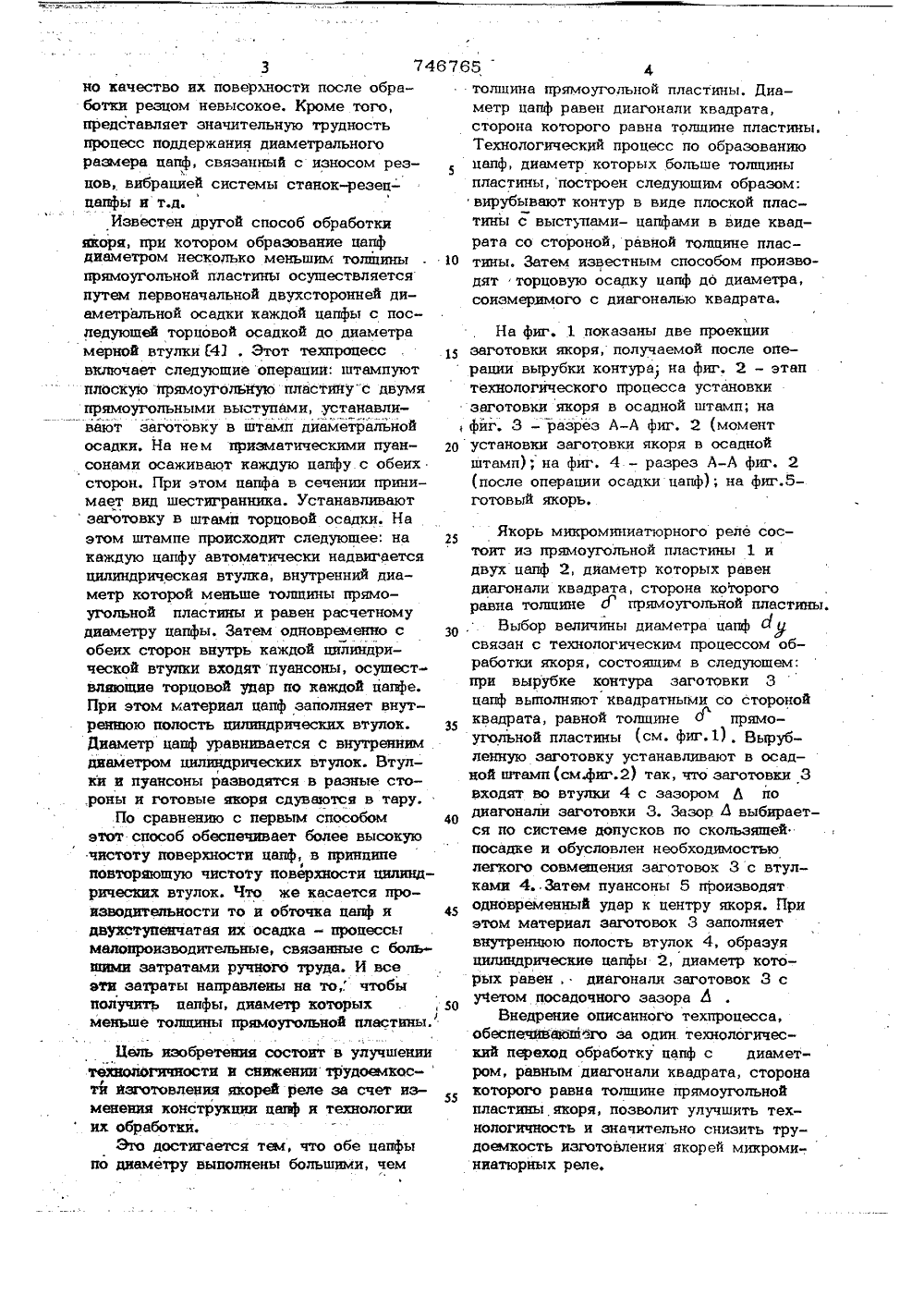
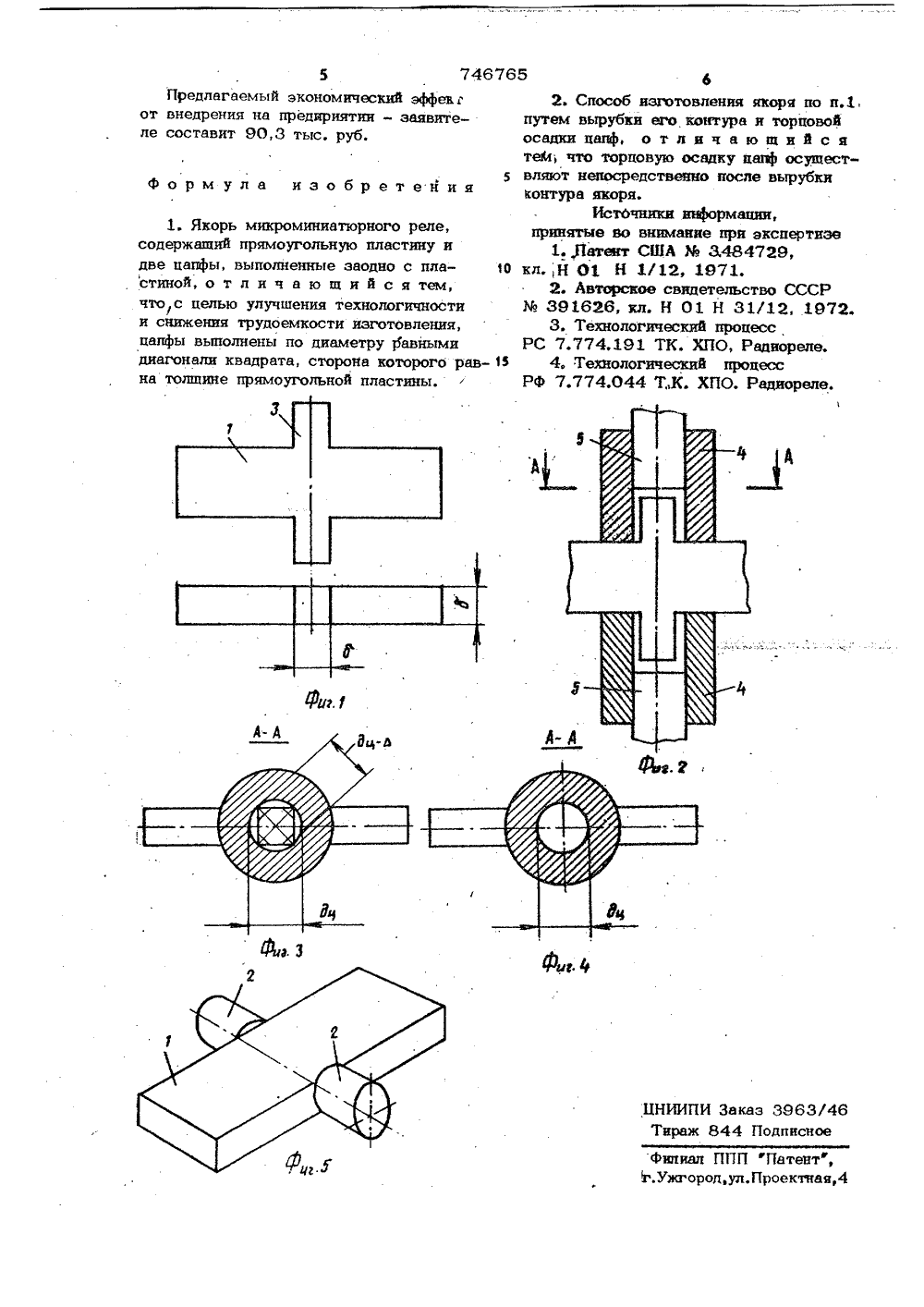
Союз СоветскихСоциалистическихРеспублик1746765 ИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(23) Приоритет Гаеударстаеннмй комитет ФОпубликовано 07,07.80, Бюллетень Ж 25Дата опубликования описания 10,07,80 до делам изобретений и открытий(54) ЯКОРЬ МИКРОМИНИАТК)РНОГО РЕЛЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ 1Изобретение относится к областиконструирования электромагнитных релес двухопотзным якорем и к технологииих изготовления и может быть использовано в релейной технике,Известны электромагнитные реле,".Ъякорь которых выполнен сборным изпрямоугольной пластины и двух цапф, укрепленных на прямоугольной пластине припомощи вспомогательных кронштейнов 11) .Известные конструкции сборных якорей1 Ообладают существенными технологическими преимушествами, а именно: простотойизготовления прямоугольной пластиныцапф, выполненных в виде оси; точностью15изготовления деталей якоря и высокойстепенью чистоты их рабочих поверхностей, Но сборная конструкция якоря неможет быть применена в микроминиатюрных реле из-за увеличенных габаритов.В микроминиатюрных реле применяютсяякори цельной конструкции, цапфы которыхвыполнены заодно с прямоугольной пластиной. 2Известно, например, электромагнитной реле, содержащее плоский якорь с двумя цапфами, выполненными заодно с прямоугольной пластиной 123 . Преимущество такой конструкции якоря - в его меныпях габаритах по сравнению со сборными якорями. Но цельная конструкция якоря характеризуется существенными технологическими недостатками, так как конструкция цапф и их размеры предопределяют, технологический процесс их обработки.В релейной технике примешпотся несколько способов изготовления якорей цельной конструкции.Известен, например, способ обработки якоря, согласно которому штампуют плоскую щрямоугольную пластину с двумя прямоугольными выступами, устанавливают заготовку в приспособление двухшпиндельного станка обтачивают выступы, образуя при этом двекруглые цапфы диаметром, несколько меньшим толщины пластины (.33. Описанный способ обеспечивает требуемую соосность обеих цапф,3 746 но качество их поверхности после обработки резцом невысокое. Кроме того, представляет значительную трудность процесс поддержания диаметрального размера цапф, связанный с износом резцов, вибрацией системы станок-резец- цапфы и т,д.Известен другой способ обработки якоря, при котором образование цапф диаметром несколько меньшим толщины прямоугольной пластины осуществляется путем первоначальной двухсторонней диаметральной осадки каждой цапфы с последующей торцовой осадкой до диаметра мерной втулки Г 41, Этот техпроцесс включает следующие операции: штампуют плоскую прямоугольную пластину "с двумя прямоугольными выступами, устанавливают заготовку в штамп диаметральной осадки. На нем призматическими пуансонами осаживают каждую папфу с обеих сторон. При этом папфа в сечении принимает вид шестигранника. Устанавливаютзаготовку в штамп торцовой осадхи. На этом штампе происходит следующее: на каждую цапфу автоматически надвигается цилиндрическая втулка, внутренний диаметр которой меньше толщины прямоугольной пластины и равен расчетному диаметру цапфы, Затем одновременно с обеих сторон внутрь каждой цилиндрической втулки входят пуансоны, осуществляющие торцовой удар по каждой цапфе. При этом материал цапф заполняет внутреннюю полость цилиндрических втулок. Диаметр цапф уравнивается с внутренним диаметром цилиндрических втулок. Втулки и пуансоны разводятся в разные сто,роны и готовые якоря сдуваются в тару.По сравнению с первым способом этот способ обеспечивает более высокую чистоту поверхности цапф, в принпипе повторяющую чистоту поверхности цилиндрических втулок. Что же касается производительности то и обточка цапф и двухступенчатая их осадка - процессы малопроизводительные, связанные с большими затратами ручного труда. И все эти затраты направлены на то чтобы получить цапфы, диаметр хоторых меньше толщины прямоугольной пластины,510 15 20 установки заготовки якоря в осадной 35 40 45 50 55 Бель изобретения состоит и улучшении технологичности и снижении трудоемкостй йзготовления якорей реле за счет изменения конструкции цадф и технологии их обработки.Это достигается тем, что обе цапфы по диаметру выполнены большими, чемI765 4. толщина прямоугольной пластины. Диаметр цапф равен диагонали квадрата,сторона которого равна толщине пластины,Технологический процесс по образованиюцапф, диаметр которых больше толщиныпластины, построен следующим образом:вирубывают хонтур в виде плоской пластины с выступами- цапфами в виде квадрата со стороной, равной толщине пластины. Затем известным способом производят торцовую осадку цапф до диаметра,соизмеримого с диагональю квадрата. На фнг. 1 показаны две проекции заготовки якоря, получаемой после операции вырубки контура на фиг. 2 - этап технологического процесса установки заготовки якоря в осадной штамп; нафйг, 3 - разрез А-А фиг. 2 (момент штамп); на фиг. 4 - разрез А-А фиг. 2(после операции осадки цапф); на фиг.5 готовый якорь. Якорь микроминнатюрного реле состоит из прямоугольной пластины 1 и двух цапф 2, диаметр которых равен диагонали квадрата, сторона хогорого равна толщине д прямоугольной пластины.Выбор величины диаметра цапф связан с технологическим процессом обработки якоря, состоящим в следующем: при вырубке контура заготовки 3 цапф выполняют квадратными со стороной квадрата, равной толщине д прямоугольной пластины (см. фиг.1) . Вырубленную заготовку устанавливают в осадной штамп (см.фиг.2) так, что заготовки 3 входят во втулки 4 с зазором Ь по диагонали заготовхи 3. Зазор Й выбирается по системе допусков по скользящей посадке и обусловлен необходимостью легкого совмецения заготовок 3 с втулками 4 Затем пуансоны 5 производят одновременный удар к центру якоря, При этом материал заготовок 3 заполняет внутреннюю полость втулок 4, образуя цилиндрические цапфы 2, диаметр которых равен, диагонали заготовок 3 с учетом посадочного зазора ЬВнедрение описанного техпроцесса, обеспечйвакйцбго за один. технологический переход обработку цапф с диаметром, равным диагонали квадрата, сторона которого равна толщине прямоугольной пластины якоря, позволит улучшить технологичность и значительно снизить трудоемкость изготовления якорей мнкромнниатюрных реле.5 746765Предлагаемый зкономический эффек г от внедрения на предприятии - заявителе составит 90,3 тыс. руб. Форм ула изобретения 1. Якорь микроминиатюрного реле,содержащий прямоугольную пластину идве цапфы, выполненные заодно с пластиной, о т л и ч а ю щ и й с я тем,что с целью улучшения технологичностии сйижения трудоемкости изготовления,папфы выполнены по диаметру равнымидиагонали квадрата, сторона которого рав на толщине прямоугольной пластины. 62. Способ изготовления якоря по п.1,путем вырубки его контура и торцовойосадкипапф, отличающийсятей что торповую осадку папф осуществляют непосредственно после вырубкиконтура якоря.Источники информации,принятые во внимание нри акспертизе1.,Патент США Ию 3484729,кл. Н 01 Н 1/12, 1971.2. Авторское свидетельство СССРМ 391626, кл. Н 01 Н 31/12, 1972.3. Технологический процессРС 7.774.191 ТК. ХПО, Радиореле.4. Технологический процессРФ 7.774.044 ТК. ХПО. Радиореле.
СмотретьЗаявка
2547510, 21.11.1977
ХАРЬКОВСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "РАДИОРЕЛЕ"
ЧЕРНЫЙ ИОСИФ СЕМЕНОВИЧ, АКСЕНЦОВ ЯКОВ САМОЙЛОВИЧ, ЖУРАКОВСКИЙ ФЕЛИКС НИКОЛАЕВИЧ
МПК / Метки
МПК: H01H 50/16
Метки: микроминиатюрного, реле, якорь
Опубликовано: 05.07.1980
Код ссылки
<a href="https://patents.su/3-746765-yakor-mikrominiatyurnogo-rele-i-sposob-ego-izgotovleniya.html" target="_blank" rel="follow" title="База патентов СССР">Якорь микроминиатюрного реле и способ его изготовления</a>
Приспособление для закрепления конца якоря в электромагнитном реле

Номер патента: 134344
Опубликовано: 01.01.1960
Автор: Карл
МПК: H01H 50/18
Метки: закрепления, конца, реле, электромагнитном, якоря
...средней части скобы может быть вьшолнено отдля винта, позво,чяющето регулировать давление вякоря с сердечником реле.На фиг, 1 и 2 изображены два варианта выполнения предлагаемо 1 го приспособления и приняты следующие обозначения: 1 - якорь, 2 - сердечник, 3 - упругая скоба, 4 - выемки в якоре и 5 - выемки в сердечнике для скобы 3, б - выемка в якоре, в которую входит упругая скоба.Как видно из чертежа, упругая скоба 3 сжимает в месте выемки б якорь и сердечник. Расположение скобы 3 в выемках 4 якоря препятствует вращению якоря в своей плоскости. В выемках 5 сердечника, которые выполняются во вовремя штамповки, упругая скоба 3 удерживается в требуемом положении. Учитывая кривизну изогнутого конца якоря, выемка б может быть...
Способ изготовления пластин прямоугольного магнитострикционного преобразователя из пермендюра

Номер патента: 490508
Опубликовано: 05.11.1975
МПК: B06B 1/08
Метки: магнитострикционного, пермендюра, пластин, преобразователя, прямоугольного
...ндюра так, ернута на Изобретение относится к ультразвуковои технике и может применяться при изготовлении высокоэффективных преобразователей,Известен способ изготовления пластин прямоугольного магнитострикционного преобразователя из пермендюра, заключающийся в вырубке пластин из ленты пермендюра, снятии заусениц, обезжиривании их с последующей сушкой и отжиге. Однако этот способ не позволяет достичь высокого к. п. д. и высокой предельной удельной мощности излучения преобразователя.Цель изобретения - повысить к. п. д. и предельную удельную мощность излучения преобразователя.Указанная цель достигается тем, что пластины вырубают из ленты пермендюра так, что продольная ось пластины повернута на 20 - : - :45 по отношению к оси ленты....
Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки

Номер патента: 116398
Опубликовано: 01.01.1958
Авторы: Жукевич-Стоша, Милютин, Целиков
МПК: B21B 13/08, B21B 19/02, B21C 37/16, B21H 8/00
Метки: диаметром, длине, изменяющимися, круглого, периодически, периодических, по, поперечно-винтовой, прокатки, профилей, сечения, сплошного, стан, стенки, толщиной, труб
...движении ксп: - ровальной линейки с понижающимся участком под роликом рычага с, - ,едящего клапана Так же, как и при освобождении от защелки) рычаг поворачивается по часовой стрелке, золотник перемещается влсво, подавая масло высокого давления на сближение валков и, как только валки прошли заданнуо копиром величину, благодаря рычажной связи центра поворота рычага с корпусом валков, золотник устанавливается в среднее положение, прекращая подачу масла высокого давления.На участке увеличения диаметра проката высота копира уьеличивается, рычаг следящего клапана поворачивается против часовоп стрелки, золотник перемещается вправо, соединяя полости цилиндров, расположсшые со стороны рабочих валков, со сливом. Давление в противоположно пОлОсти...
Приспособление для уменьшения колебаний якоря электромагнитного нулевого реле-выключателя для выпрямительной установки

Номер патента: 26369
Опубликовано: 31.05.1932
Автор: Инюшин
МПК: H01H 1/50, H01H 29/16
Метки: выпрямительной, колебаний, нулевого, реле-выключателя, уменьшения, установки, электромагнитного, якоря
...предлагаемым приспособлением.Приспособление состоит из соединенной с якорем 1 дугообразной контактной части 2, конец 3 которой при притянутом положении якоря погружен в сосуд с ртутью, являющейся вторым контактом; поверх ртути может быть налит слой жидкого вазелина для уменьшения искрения при размыкании контактов. На контактной части 2 жестко укреплены дужка 4 и кольцо 5, в котором свободной концевой петлей б укреплен стерженек 7, вложенный другим концом в дужку 4. Под якорь может быть подложен кусочек Н. ф, Ивюшина, заявленному яв. свид. М 47776).а опубликовано 31 мая 1932 года. пробки, препятствующий слишком сильному ненужному приближению якоря к сердечнику электромагнита.Предлагаемое приспособление, по мнению автора, устранит...
Устройство для присоединения обмотки якоря к коллекторным пластинам

Номер патента: 477493
Опубликовано: 15.07.1975
МПК: H01R 39/32
Метки: коллекторным, обмотки, пластинам, присоединения, якоря
...3 и свободно установленный па осп 4, и стопорный механизм для фиксации ролика 2 относительно коллекторных пластин 5. Один конец стопора 6 стопорного механизма входит в зацепление с зубцами 3, а другой имеет резьбовую часть с направляющей муфтой 7, внутрь которой входит выступ ползуна 8, перемещающегося по своему 15 продольному пазу по направляющим винтам 9. На свободном конце ползуна 8 смонтирован цилиндрический шарпкоподшипник 10, служащий упором при работе устройства.Ввод стопора 6 в зацепление с роликом 2 осу ществляется пружиной 11, усилие которой регулируют винтом 12. При этом правильность установки зубцов 3 относительно коллекторных пластин 5 фиксируется положением стрелки 13 относительно риски, нанесенной на кор пусе...
Предыдущий патент: Реле времени
Следующий патент: Индуктивный переключатель
Случайный патент: Устройство для лечения импотенции