Способ регулирования процесса электронагрева
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 683871
Авторы: Подкидов, Чернявский, Яковлев
Текст
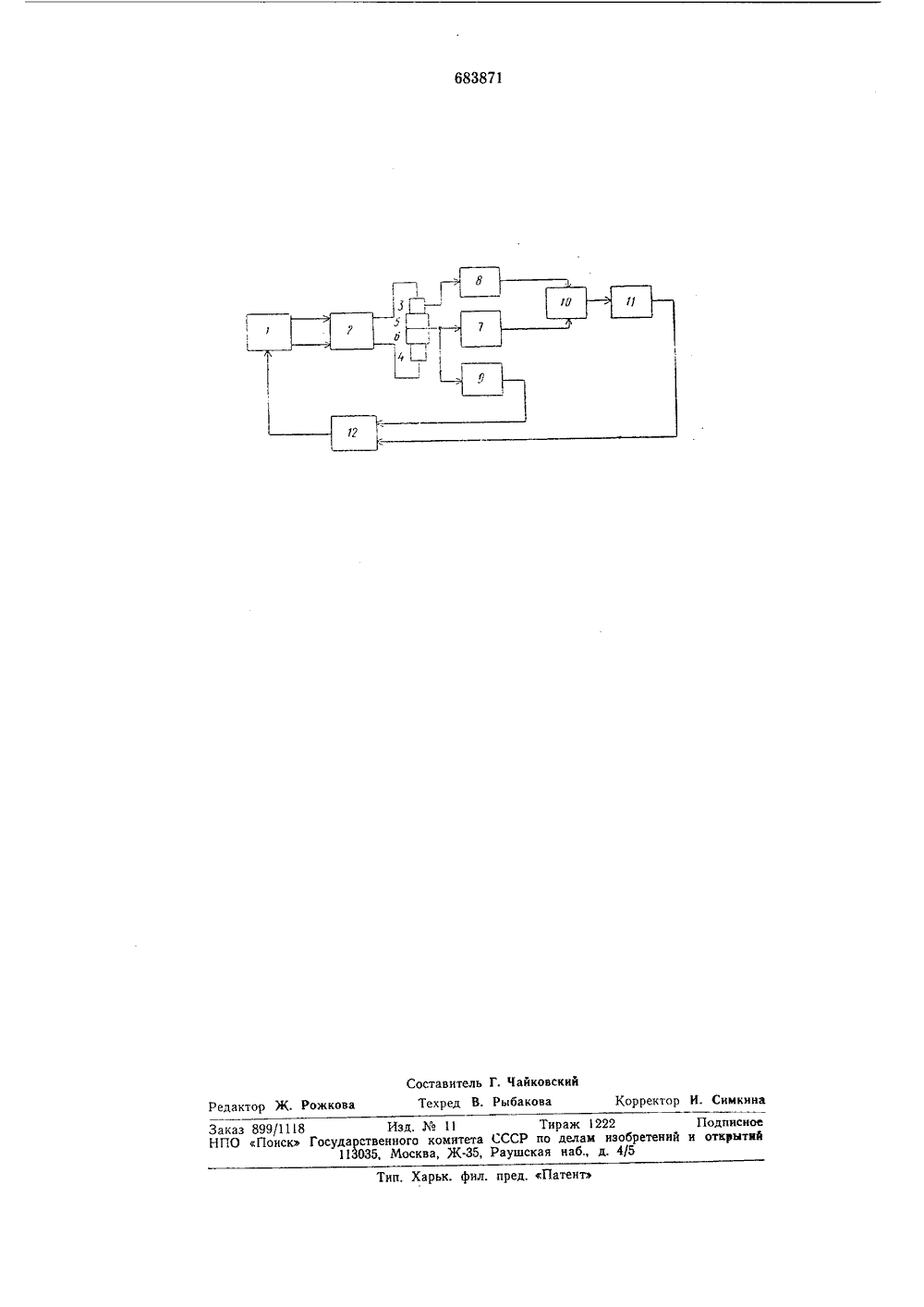
(11)ИЗОБРЕТЕН ИЯ Союз Советских Соцналнстнческнх Республик(22 влено с присоединением заявкиГосударственный комнте ссср по делам нзобретеннй) Опубликовано 05.09.79. Бюллетень33 н открытнн ткования описания 17.".9.;9 Дата опуб. Под 54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕС ЭЛЕКТРОНАГРЕВАИзобретение относится к сварочному производству, а именно к автоматизации управления нагревом оплавляемых деталей преимущественно при стыковой сварке (пайке) плавлением.Известен способ регулирования процесса электронагрева, при котором соединяемые детали зажимают и сдавливают и производят измерение и корректирование электрической мощности в стыке соединяемых деталей,1.Недостатком этого способа является то, что при стыковой сварке плавлением в случае, когда под действием усилия рабочей нагрузки происходит осадка одной из деталей в зоне расплава другой, а усилие сжатия перед каждым циклом нагрева изменяется (напримервследствие непостоянства геометрических размеров деталей), выполнить условие динамической аналогии с 20 кинетикой осадки деталей в цепи рабочей нагрузки на теплофизической термопреобразующей ее модели крайне сложно, а в условиях дискретного .производства массовых изделий практи;оски невозможно, что огра ничивает область его применения в промышленности.Еще одним,нвдостатком этого способа является то, что он не обеспечивает устранения,выплесков расплава при сварке плав- зо лением или пайке, так как прп корректировке электрической мощности в нагрузке не учитывается усилие сжатия деталей в цепи рабочей нагрузки, под действием которого уже в стадии размягчения при нагреве материала деталей начинается процесс осадки, а с началом плавления, когда сопротивление пластической деформации ска иообразно уменьшается, начинается движение с ускорением фронта плавления и увеличением объема расплава, вытесняемого из стыка деталей.Целью изобретения является повышение качества соединения за счет устранения выплесков расплава в начале каждого, цикла.Поставленная цель достигается тем, что в начале каждого цикла, непосредственно перед нагревом соединяемых деталей, измеряют усилие их сдавливания,и температуру электродов и вычисляют тепловой эквивалент, пропорциональный измеренной температуре, после чего начинают электронагрев соединяемых деталей, при этом измеряют электрическую мощность в стыке соединяемых деталей, вычисляют эквивалент тепла, пропорциональный измеренной электрической мощности, который, сравнивают с ранее .измеренным тепловьм эквивалентом, пропорциональным измеренной температуре, по разности этих величин определяют момент снижения электрической мощности ц регулируют скорость ее снижения в зависимости от усилия сдавливания электродов.Сущность данного способа заключается в том, что когда начальные значения параметров, состояния рабочей нагрузки перед каждым циклом нагрева изменяются и оказывают существенное влияние на распределение тепловой энергии в стыке деталей в цепи рабочей нагрузки и на кинетику осадка при оплавлении деталей, момент и скорость снижения электрической мощности с целью обеспечения требуемого распределения тепла в стыке оплавляемых деталей, определяют по предварительно измеренным усилию сжатия деталей, температуре электродов и тепловому эквиваленту,электрической мощности в стыке.Таким образом, учитываются начальные ,значения параметров состояния рабочей нагрузки, и в каждом цикле сварки (пайки) предопределяется момент времени нагрева, после которого обеспечивается путем корректирования электрической мощности требуемое распределение тепловой энергии в стыке ,деталей, вследствие чего при их оллавлении устраняются, выплески расплава и улучшается качество сварки.В качестве примера реализации способа регулирования процесса электронагрева .на чертеже приведена эквивалентная схема.Устройство для реализации способа содержит источник питания 1, трансформатор 2, цепи рабочей нагрузки, включающие электроды 3 и 4 и детали 5 и б, измерители 7 - 9 соответственно мощности, температуры электродов и усилия сжатия, сравнивающее устройство 10, вычислительное устройство 11 и регулирующее устройство 12.После сжатия деталей в цепи рабочей нагрузки непосредствснно перед включением источника питания 1 производится измерение усилия сжатия деталей и температу. ры электродов, после чего включается источник питания 1 и измеряется электрическая мощность в стыке деталей,Сигналы с выходов измерителей д и поступают на вход сравнивающего устройстза 10, с выхода которого разностный сигнал поступает в вычислительное устройство 11 для определения момента снижения электрической мощноли, а,скорость снижения регулируется устройством 12 в зависимости от величины сигнала с выхода измерителя 9.Ипользование предлагаемого способарегулирования процесса электронагрева обеспечивает по сравнению с известными способами устранение выплесков расплава из стыка деталей прои сварке (пайке) плавлением и улучшение ее качества,15Формула изобретенияСпосоо регулирования процесса электро.нагрева при соединении деталей, при кото ром соединяемые детали зажимают, сдавливают и производят измерение и корректирование электрической мощности в стыке соединяемых деталей, о т л и ч а ю щ и й с я тем, что, с целью повышения качества сое динения за счет устранения выплесков расплава в начале каждого цикла, непосредственно перед нагревом соединяемых деталей измеряют усилие их сдавливания и температуру электродов и вычисляют тепловой эквивалент, .пропорциональный измеренной температуре, после чего начинают электронагрев соединяемых деталей, при этом измеряют электрическую мощность в стыке соединяемых деталей, вычисляют эквивалент тепла, пропорциональный измеренной электрической мощности, который сравнивают с ранее измеренным тепловым эквивалентом, пропорциональным измеренной температуре, по разности этих величин определяют момент снижения электрической мощности и регулируют скорость ее снижения в зависимости от усилия сдавливания электродов.Источник информации, принятый во вни 45 мание при экспертизе: 1. Авторское свидетельство СССР585935, кл. В 23 К 11/24, 1978.,гСоставитель Г. Чайковский едактор Ж. Рожкова Техред В. Рыбакова Корректор И. Симкнна аказ 899/1118 Изд.11 Тираж 1222 ПодписноеПО Поискь Государственного комитета СССР по делам изобретений и отквытий113035, Москва, Ж, Раушская наб., д. 4/5ПатеТип. Харьк. фнл
СмотретьЗаявка
2500189, 20.06.1977
ПРЕДПРИЯТИЕ ПЯ Х-5618
ПОДКИДОВ ВАЛЕРИЙ ИВАНОВИЧ, ЧЕРНЯВСКИЙ ЮРИЙ МИХАЙЛОВИЧ, ЯКОВЛЕВ ВЛАДИМИР БОРИСОВИЧ
МПК / Метки
МПК: B23K 11/24
Метки: процесса, электронагрева
Опубликовано: 05.09.1979
Код ссылки
<a href="https://patents.su/3-683871-sposob-regulirovaniya-processa-ehlektronagreva.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса электронагрева</a>
Устройство для автоматической стабилизации электрической мощности в нагрузке

Номер патента: 997016
Опубликовано: 15.02.1983
МПК: G05F 1/66
Метки: автоматической, мощности, нагрузке, стабилизации, электрической
...содержит терморезистор 1, используемый в качестве датчика обратной связи, который включен в мостовую схему 2, усилитель 3,параметрический стабилизатор 4, вспоГенератор 8 управляющих импульсов состоит из детектора нулевых значенийи двухуравневого делителя напряжения. Детектор нулевых значений включаетамплитудный ограничигель на стабилитронах 25 и 26, подключенный к мостовой схеме, которая выполнена на 35 диодах 27 и 28, светодиодах 29 и 30 и резисторе 31, Через резистор 32 детектор соединен с источником 11 переменного тока, Делитель напряжения, состоящий из стабилитрона 33 и двух 4 О фототиристоров 34 и 35, своим входом соединен с накопительным конденсатором 7, а выходом через резистор Зб - управляющим электродом...
Регулятор электрической мощности в нагрузке

Номер патента: 493777
Опубликовано: 30.11.1975
Авторы: Вербин, Жильцов, Квашин, Панфилов, Пяткин, Шипилов
МПК: G05F 1/66
Метки: мощности, нагрузке, регулятор, электрической
...тока.На чертеже представлена схем тора.5 Регулятор электрической мощности содержит управляемый ключ 1 переменного тока,подсоединенный к питающей сети последовательно с нагрузкой 2 и фильтром подавления радиопомех, выполненном на дросселе10 фильтра 3 и конденсаторе 4,Между дросселем 3 и управляемым ключом1 включена система управления 5 на базерегулируемой резисторно-емкостной цепочки, конденсатор которой через пороговый15 элемент б соединен с управляющим входом7 тиристорного ключа 1.На дросселе фильтра 3 размещена дополнительная вторичная обмотка 8, соединеннаячерез выпрямитель 9 и ограничительный ре 20 зистор 10 с управляющим входом тиристорного ключа 1.Принцип действия предлагаемого устройства заключается в следующем.После...
Способ регулирования электрической мощности на параллельно включенных нагрузках

Номер патента: 1676035
Опубликовано: 07.09.1991
Авторы: Астраханцев, Пястолов, Родченко, Рычкова
МПК: H02M 5/257
Метки: включенных, мощности, нагрузках, параллельно, электрической
...через коммутатор 16 поступают нэ вход формирователя 11 импульсов, а импульсы с второго выхода счетчика 10 импульсов Отг 2 (фиг. 3) через коммутаторы 15 и 16 поступают на вход формирователя 12 импульсов, которые формируют импульсы для управления тиристорами 5 - 8,Пои отсутствии входных импульсов коммутаторы 16-18 разомкнуты, а формирователи 11 и 12 импульсов находятся в ждущем режиме, сигнал на тиристоры 5 - 8 не поступает.Реализация способа регулирования поясняется таблицей, в которой приведено соответствие между состоянием коммутаторов 14-18 и диаграммами 51-55 (фиг,4), характеризующих выделение мощности нэ нагрузках,Для обеспечения регулятором мощности Р, что соответствует диаграмме 51 напряжений, коммутаторы 14 и 16 находятся в...
Регулятор электрической мощности

Номер патента: 943685
Опубликовано: 15.07.1982
МПК: G05F 1/66
Метки: мощности, регулятор, электрической
...14,вход которого подключен к выходу компаратора. Блоком силовых тиристоровмогут быть два встречно-параллельновключенных тиристора (Фиг. 2) илилюбая мостовая схема с тиристорамии диодами в плечах. В качестве датчика мгновенной мощности может бытьиспользован измерительный преобразователь мощности на датчиках Холла,например, измерительный.преобразователь мощности типа По 24. Интегратор6 выполнен на основе операционногоусилителя, интегрирующая емкость которого может закорачиваться ключем,управляемым триггером. Компаратор 7выполнен на основе операционного усилителя,Автоколебательный генератор им-.пульсов 10 выполнен на основе блокинггенератора. Блок выключения силовыхтиристоров 14 может быть выполненна основе тиристорных ключей и...
Устройство для измерения электрической мощности

Номер патента: 1725147
Опубликовано: 07.04.1992
Автор: Гакман
МПК: G01R 21/00
Метки: мощности, электрической
...прибор(вольтметр) подключается к зажимам вспомогательного резистора. 50При условии, что напряжение на зажи- . мах нагрузки равно номинальной величине, показания вольтметра соответствуют потребляемой мощности.На чертеже представлена функциональ ная схема устройства для измерения электрической мощности.Устройство для измерения электрической мощности содержит регулируемый источник 1 электропитания, вспомогательный резистор 2, нагрузку 3, вольтметр 4 и переключатель 5. Нагрузка 3 подключена к источнику 1 электропитания. через вспомогательный резистор 2. Вольтметр 4 подключен одним концом к общей точке нагрузки 3 и вспомогательного резистора 2, а вторым концом - к язычку 6 переключателя 5, Крайний вывод 7 переключателя 5 подключен к...
Предыдущий патент: Машина для контактной точечной сварки
Следующий патент: Устройство для напайки разъемов кабелей
Случайный патент: Устройство контроля качества электрической изоляции