Система управления темпом выдачи металла из нагревательных печей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 545402
Авторы: Кватадзе, Кекелашвили, Табидзе, Унгиадзе, Чачхиани


Текст
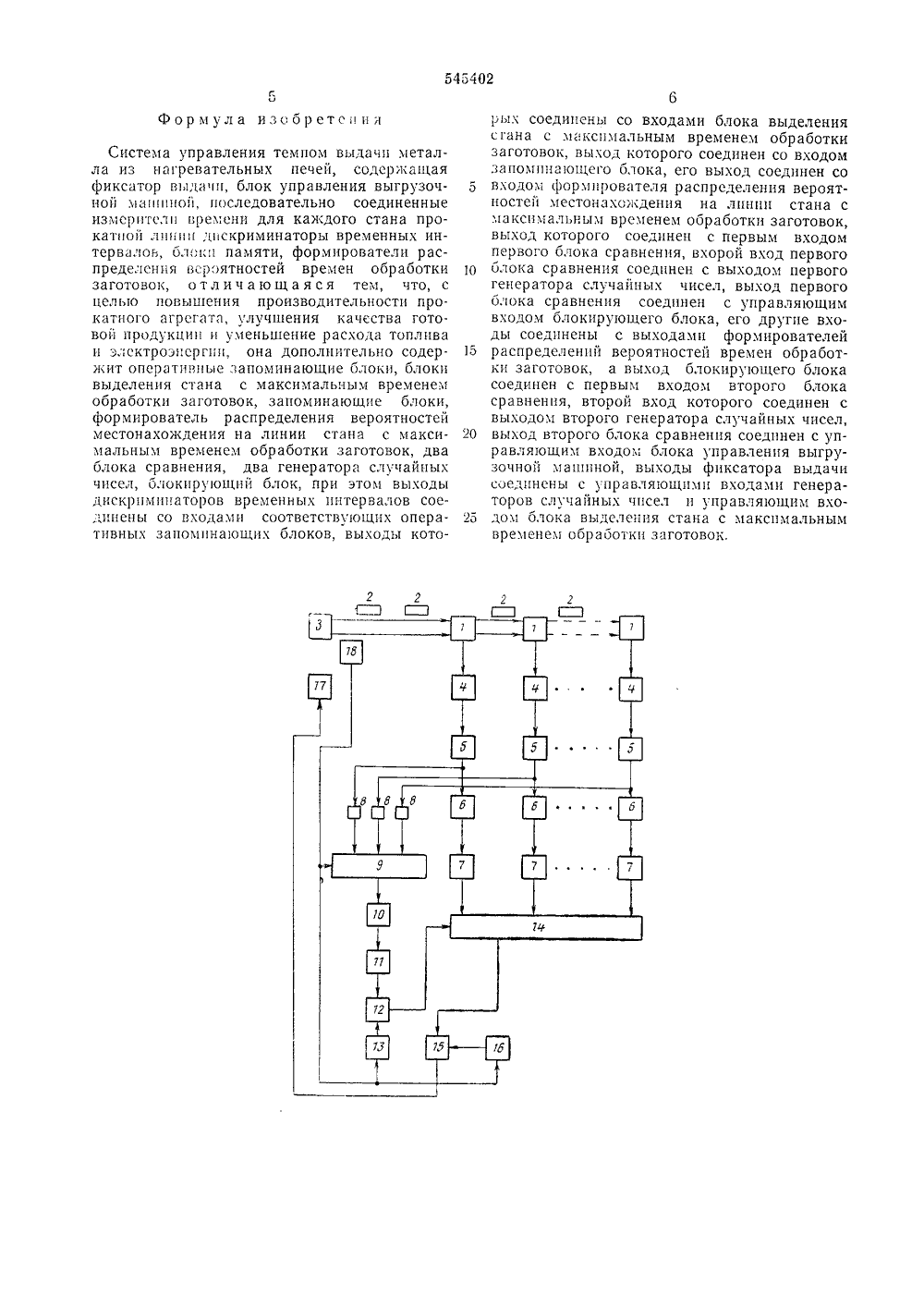
.05.75 (21) 2141588/О 22) Заявлен рцсосдцненцем заявки Х Государственный комитет Совета Министров СССР(23) Прцорцтс Опуоликовано Дата опублик621.771: ; 62-58(088.8.02.77. Бюллетеньо делам изобретении и открытий(54) СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ВЫДАЧИ МЕТАЛЛА ИЗ НАГРЕВАТЕЛЬНЪХ ПЕЧЕЙИзобретение относится к металлургии, к прокатному производству, в частности к сцсгемам управления комплексов печь в прокатный стан.Известна система управления темпом выда чи металла из нагревательных печей, содержащая фиксатор выдачи, блок управления выгрузочной машиной, последовательно соединенные измерители времени для каждого стана прокатной линии, дискриминаторы вре менных интервалов, формирователи распределения вероятностей времен обработки заготовок для каждого стана линии в отдельности.В системе при помощи расчетных блоков определяются математические ожидания, из ко торых устройством определения максимума выделяется максимальное математическое ожидание, определяется стан, который в среднем является узким местом прокатного агрегата, и полученная величина математического окиданя принимается за интервал времени между выдачами, цодаваемьш на блок управления выгрузочной машины лечи,Однако узкое место определяется по максимальному зцачецшо математического ожида нця времен обработки заготовок, что не соответствует случайному характеру его перемещения в линии, в результате чего работа системы це достаточно эффективна, следствием чего является снижение производительности, 30 качества прокатывасмых цздегц, увеличение оезвозвратных потсрь тепла и электроэцерпш ца прокатку единицы продукции.Целью цзооретецця является повышение производительности прока оного агрегата, улучшение качества готовой продукции, уменьшение расхода топлива и электроэнергш,11 оставленная цель достигается тем, что система управления темпом выдачи металла цз нагревательных печей дополнительно содер 2 кит Оперативные запоминающие бОкп ООкц выделения стана с максимальным временем обработки заготовок, запомцнапощце блоки, формирователь распределения вероятностей местонахождения на линии стана с максимальным временем обработки заготовок, два блока сравнения, два генератора случайных чисел, блокирующий блок, црц этом выходы дискриминаторов временных интервалов соединены со входамц соответствующих оперативных запоминающих блоков, выходы которых соединены со входамц блока выделения стана с максимальным временем ооработкц заготовок, выход которого соединен со входом запоминающего блока, его выход соединен со входом формирователя распределения вероятностей местонахождения ца лцццц стана с .аксц.альпы Вреецел Обраоотк заготовок, в.хо; которого соедццсц с первым входом первого ,Ок сравнения, второй входпервого блока сравнения соединен с выходом первого генератора случайных чисел, выход первого блока сравнения соединен с управляющим входом блокирующего блока, его другие входы соединены с выходами формирователей распределений вероятностей времен обработки заготовок, а выход блокирующего блока соединен с первым входом второго блока сравнения, второй вход которого соединен с выходом второго генератора случайных чисел, выход второго блока сравнения соединен с управляющим входом блока управления выгрузочной машиной, выходы фиксатора выдачи соединены с управляющими входами генераторов случайных чисел и правляощих входом олока выделения стана с максимальным временем обработки заготовок.На чертеже приведена блок-схема системы управления темпом выдачи металла из нагревательной печи.На чертеже обозначено; станы 1 прокатные, заготовки 2, нагревательная печь 3, измерители 4 вресии, диск 1 эиминаторы 5 временных иитерг;алов, блоки 6 памяти, формирователи 7 распределений вероятностей времен обраоперативные запомиаощие блоки 8, б,.ь 9 выделения стана с максимальиьн временем обработки заготовок, запоминающий блок 10, рормироватсль 11 распреде.сиия вероятностей мес.онахзждения стана с .акса;шы вресне ооработкн на линии, первый блок 12 сравнения, первый генератор 13 случайных чисел, блокирующий блок 1 ч, второй блок 15 сравнения, второй ;с, ратор 16 случайных чисел, блок 17 управленгя ьыгрузочной машиной, фиксатор 18 выдачи,Выходы соединены с входами соответствующих дискрхишаторов 5 временных интервалов, соединенных выходами со входами соответствующих блоков 6 памяти, выходы которых соединены со входами соответствующих формирователей, соединенных выходами с соответствующими входами блокирующего блока 14.Выходы дискриминаторов 5 также соединены со входами оперативных запоминающих блоков 8, выходы которых соединены со входами блока 9, выход которого соединен со входом запомшающего блока 10, соединенного выходом с входом формирователя 11, выход которого соединен с первым входом первого блока 12 сравнения, на второй вход которого подсоединен выход первого генератора 13 случайных чисел, выход первого блока 12 сравнения подсоединен к управляощему входу блокирующего блока 14, выход которого подсоединен к первому входу второго блока 15 сравнения, на второй вход которого подсоединен выход второго генератора 16 случайных чисел, а выход второго блока 15 сравнения подсоединен к управляющему входу блока 17. Выход фиксатора 18 выдачи подсоединен к управляющим входам обоих генератоюв 13, 16 и к управляющему входу блока 9. 1 О 15 20 30 35 40 5 50 Система управления темпом выдачи металла из нагревательных печей работает следующим образом,Ь 1)емя, затрачиваемое каждым станом 1, на обработку за;отовок 2, выдаваемых из нагреватс,ьиой псч: 3, опреде.яется измерителями 4. Это время идеии 1 ицируется с временным штервалом в соответствуощих дискрхиаторах 5 временных интервалов, откуда сигнал иосуиаст в соответствующие регистры памяти блоков 6. На основании информации блоков 6 в формирователях 7 формируются распределения вероя иостей времен обработки заготовок для каждого стана. С дискриминаторов 5 информация поступает также в оперативные запоминающие блоки 8, причем они запоминают информацию, полученную только на последнем такте опроса. С блоков 8 информация передается в олок 9. Г 1 осле определения на данном такте опроса стана с максимальным временем обработки засылается единица в соответствующий регистр запоминающего блока 1 О, и формирователем 11 формируется распределение вероятностей местонахождения стана с максимальным времеобраоотки на линии. В герво олоке 12 сравнея, на второй вход которого подается равномерно распределенное в интервале (0,1) случайное число, генерируемое первым генератором 13 случ;йиых чисел, выбирается стан с максимальным временем обработки, т. е. стан узкое место, способом случайного поиска и подается импульс на блокирующий блок 14, который деблокирует тот канал формирователя распределений времен обработки, который соответствует выбранному стану - узкое место. Во втором блоке 15 сравнения, на исрвый вход которого поступает информация о распределении времен ооработки выбранного стана - узкое место, а на второи вход подается генерируемое вторым генератором 16 случайных чисел равномерно распределенное в интервале (0,1) случайное число, выбирается величина способом случайного поиска из указанного распределения, Выбранная случайная величина, которая принимается паузой между последовательными выдачами, подается иа блок 17 управления выгрузочной машиной. 1 акт опроса задается импульсом от фиксатора 18 выдачи, который подается на управляющий вход блока 9 и на управляющие входы обоих генераторов 13, 16 случайных чисел. Такич образом, система позволяет значительно увеличить производительность трубопрокатного агрегата, улучшить качество готовой продукции, снизить затраты топлива на нагрев и расход электроэнергии на обжатие, так как управление темпом выдачи металла должно проводиться соответственно такту работы узкого места, которое в данной системе определяется случайным образом, что соответствует случайному характеру перемещения узкого места на линии.545402 г г Формула изобретения Система управления темпом выдачи металла из нагревательных печеи содержащая фиксатор выдачи, блок управления выгрузочной маишиой, последовательно соединенные измерители времени для каждого стана прокатной линии дискриминаторы временных интервалоь, бгипги памяти, формирователи распределения вероятностей времен обработки заготовок, отличающаяся тем, что, с целью повышения производительности прокатного агрегата, улучшения качества готовой продукции и уменьшение расхода топлива и элсктроэисрпш, она дополнительно содержит оперативные запоминающие блоки, блоки выделения стана с максимальным временем обработки заготовок, запоминающие блоки, формирователь распределения вероятностей местонахождения на линии стана с максимальным временем обработки заготовок, два блока сравнения, два генератора случайных чисел, блокирующий блок, при этом выходы дискриминаторов временных интервалов соединены со входами соответствующих оперативных запоминающих блоков, выходы которых соединены со входами блока выделения сгана с максимальным временем обработки заготовок, выход которого соединен со входом запоминающего блока, его выход соединен со входом формирователя распределения вероятностей местонахождения на линии стана с максимальным временем обработки заготовок, выход которого соединен с первым входом первого блока сравнения, вхорой вход первого 10 блока сравнения соединен с выходом первогогенератора случайных чисел, выход первого блока сравнения соединен с управляющим входом блокирующего блока, его другие входы соединены с выходами формирователей 15 распределений вероятностей времен обработки заготовок, а выход блокирующего блока соединен с первым входом второго блока сравнения, второй вход которого соединен с выходом второго генератора случайных чисел, 20 выход второго блока сравнения соединен с управляющим входом блока управления выгрузочной машиной, выходы фиксатора выдачи соединены с управляющими входами генераторов случайных чисел и управляющим вхо дом блока выделения стана с максимальнымвременем обработки заготовок,
СмотретьЗаявка
2141588, 26.05.1975
ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ В ПРОМЫШЛЕННОСТИ
ТАБИДЗЕ ДЖИМШЕР ГРИГОРЬЕВИЧ, УНГИАДЗЕ АМИРАН ПЛАТОНОВИЧ, ЧАЧХИАНИ ТЕЙМУРАЗ НИКОЛАЕВИЧ, КВАТАДЗЕ ТЕЙМУРАЗ АЛЕКСАНДРОВИЧ, КЕКЕЛАШВИЛИ ТЕЙМУРАЗ ВИКТОРОВИЧ
МПК / Метки
МПК: B21B 37/00
Метки: выдачи, металла, нагревательных, печей, темпом
Опубликовано: 05.02.1977
Код ссылки
<a href="https://patents.su/3-545402-sistema-upravleniya-tempom-vydachi-metalla-iz-nagrevatelnykh-pechejj.html" target="_blank" rel="follow" title="База патентов СССР">Система управления темпом выдачи металла из нагревательных печей</a>
Генератор случайных чисел
Номер патента: 1124294
Опубликовано: 15.11.1984
Автор: Шанин
МПК: G06F 7/58
Метки: генератор, случайных, чисел
...К групп элементов И (К - число задаваемых законов распределения вероятностей) и коммутатор, выход генератора так товых импульсов соединен с информационным входом первого ключа, управляющий вход которого подключен к первому выходу коммутатора, каждый 1-й ( =2, К+1) выход которого сое динен с первыми входами элементов И -ой группы ( =.1 К), вторые входы которых подключены к соответствующим выходам дешифратора, входы которого объединены с первой группой 45 входов схемы сравнения соответственно и подключены к выходам соответствующих разрядов первого счетчика, установленный вход которого объединен с первым входом элемента ИЛИ, 50 с входом "Сброс" регистра памяти, с установочным входом делителя частоты и подключен к (К+2)-му выходу...
Устройство для регистрации информации

Номер патента: 1024723
Опубликовано: 23.06.1983
МПК: G01D 9/42
Метки: информации, регистрации
...сброса регистра 7 отсутствует, генератор 5 разблокировав; дешифратор б, разрядность которого равначислу светодиодных элементов светодиодной линейки Э, преобразует двоичный код на его входах в позиционный однако сигнал с выхода дешкфратора б не поступает на вход установки соответствующего разряда регистра7 (разрядность которого равна числуэлементов светодиодной линейки 9)при отсутствии разрешающего уровняна управляющем входе дешифратора б.Мультиплексор 1 подключает на свайвыход аналоговые сигналы, поступающиена его входы, причем частота пере60 ключения каналов (Гаер. ксн )по которым поступают эти сигналы, настольковелика, что за время пребывания счет.чика 4 в каком-либо состоянии опрашиваются все.-каналы. На входе преобразователя 3...
Устройство для определения характеристик блоков сравнения

Номер патента: 563641
Опубликовано: 30.06.1977
Авторы: Бородянский, Онопко, Стахов
МПК: G01R 19/16
Метки: блоков, сравнения, характеристик
...работает следующим образом, По первой команде с блока 6 управления счетчики 3, 13, 14 устанавливаются в нулевые состояния, а в счетчик 5 записывается исходное значение, соответствующее предлагаемому диапазону изменения порога срабатывания блока 1 сравнения, По второй команде блока 6 управления открывается ключ 9 и служебные импульсы от генератора 11 поступают в счетчик 3, обеспечивающий с помощью управляемого генератора 2 напряжения пороговой разности формирование нарастающего (убывающего) ступенчатого пилообразного напряжения. В момент равенства результатов счетчиков 3 и 5 логический элемент 4 сравнения вырабатывает импульс в блоке 6 управления, по команде которого ключ 9 закрывается, а ключ 10 открывается. Начинается цикл...
Устройство для автоматического управления процессом приготовления и подачи углеводородной шихты для полимеризации диеновых углеводородов и блок сравнения

Номер патента: 983670
Опубликовано: 23.12.1982
Авторы: Абрамзон, Гармашов, Гурари, Михеенкова
МПК: G05D 27/00
Метки: блок, диеновых, подачи, полимеризации, приготовления, процессом, сравнения, углеводородной, углеводородов, шихты
...задатчика 9 расходамОНОмера, прямой к инверсный ныхОдывторого триггера 42 соедццэнь 1 соответственно с у-, ранляющимц входамиключей 35 и 36 входы которых саедкнены и являются пятым входам блокасравнения, который соединен с выходом второго регулятора 1 концентрации мономера в шцхте, а выходы ключей 35 ц 36 соэдпнены соотне 1 стненно с пернымц вхадамк третьего 39 цчетвертого 40 элементов сравнения,вторые входы которых соединены к являются шестым входам блока сравнения,который соединен с входом задатчкка22 расхода вознратного растворителя, 5 Оиннерсный выход третьего триггера 43является выходом блока сравнения цсоединен с нхадами первого 1 и второго 2 ключей ц входом второго элемента ИЛИ 28. 55Основным элементам устройстваавтоматического...
Генератор случайных чисел
Номер патента: 1262492
Опубликовано: 07.10.1986
Автор: Бухало
МПК: G06F 7/58
Метки: генератор, случайных, чисел
...вновь повторяется. Элементы 2 и 3 задержки служат для согласования временных задержек в блоке 7.Узлы и блоки, входящие в состав блока 7, выполняют следующие функции.Вычитатель 11 вычисляет разность У.- -Х+ при этом на выходах МОР появляется значение модуля разности, а на выходе 501 М - код знака, причем потенциал логической единицы означает положительное значение разности, а потенциал логического нуля - отрицательное,Двухадресные элементы 12 и 13 памяти содержат в своих регистрах по два двоичных числа. При нулевом потенциале на входе ЮК(КР они находятся в режиме чтение и выдают на выход то из чисел, адрес которого (единица либо ноль) присутствует на их адресном входе. При единичном потенциале на входе %К/КР они находятся в режиме...
Предыдущий патент: Система для управления станом с порезкой проката на ходу
Следующий патент: Оправка для гибки труб
Случайный патент: Устройство для создания радиоактивных алмазных индикаторов