Способ электрошлаковой сваркилистовых материалов с вертикальным расположениемсвариваемых кромок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 508363
Авторы: Степанов, Сущук-Слюсаренко, Цыкарев

Текст
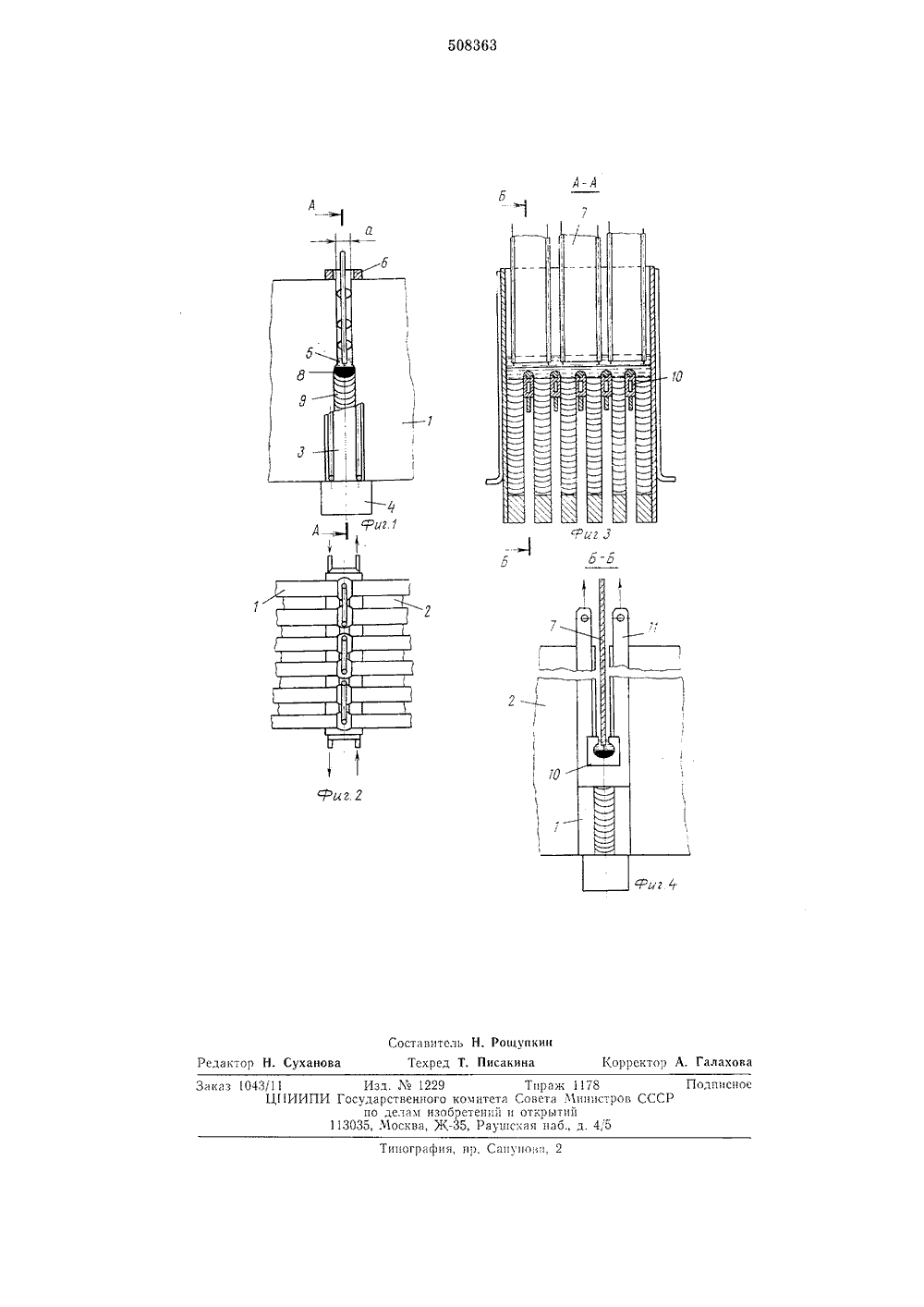
;,г г- :ЗЙИ ОП НИЕ ИЗОБРЕТЕНИЯ508363 Союз Советских Социалистических Республик(51) М. Кл.- В 23 К 25,аявлс с присоединенсм заявки Ле 23) ПриоритетОпубликовано 30.03,76. Бюллетень ЛЪ 12 Государственный комитет Совета Министров СССпо делам изобретенийи открытий(088.8) ОписН 21.05. та опубл ковяния 72) Авторыизобретения71) Заявитель В. В. Степанов альский ордена. ф. Цыкарев и И. И. Сущук-Слюсаренко удового Красного Знамени политехничес нститут им, С, М. Кирова 54) СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЛИСТОВЫХМАТЕРИАЛОВ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМСВАРИВАЕМЫХ КРОМОК Изобретение относится,к области электро- шлаковой,сварщики листовых, материалов.Известен способ электрошлаковой сварки листовых материалов с вертикальным расположением свариваемых кромок, при котором сварные швы формируют при,помощи формирующих устройств, перемещаемых вертикально вверх одновременно с перемещением шлаковой и металлической ванн.Однако в известном способе при уменьшении толщины свариваемых изделий резко падает производительности сварки и возрастает стоимость сварных изделий (например, листы толщиной менее 40 - 50 мм варить электрошлаковым способом не экономично). вляется повышение лучшение качества ределенных когда шлаи сварка ваемых лименклатура иалов. Приенение плаых пластин. малых тол лучение ка ри высоко листов в Опосо,бу; фцг. 3 -и 30 цПри уменьшении толщины до оп размеров наступает такой момент, кодовый процесс идет неустойчиво становится невозможной.С уменьшением толщины свари стов,значительно снижается но применяемых электродных матер малой толщине исключается прим вящихся муНдштуков и электродн СВарка металлов сравнительно щин не позволяет осуществить по чественНых сварных соединений п производительности процесса.Целью изобретения япроизводительности исварных соединений,Это достигается за счет того, что по пред лягяемому способу свяриваехые листы передсВя 1 з кой уклялыВдот с дстанццонными прокладками в многослойные пакеты, расплавленную шлаковую и металлическую ванны перемещают между, двумя полученными паке- О тами, а сварные швы отлельных сварных сослцнений формцруот рассечением общего фронта кристаллизации металлической ванны подачей в ее объем формирующих устройств, которые перемещают между каждой 5 парой сварцваемых листов.Скорость сварки прц осществленци предлагаемого способа увеличивается прежде всего не за,счет увеличения подачи электродного летялла, а за счет ОпляВленця В ОдО шлако О вой ванне одновременно оольшого количествасварцваемых кромок. В результате этого за одн проход получается несколько сварных соелцненцй, а производительность процесса по отношецо к существуюцим способам 5 электрошлаковой сварки увеличивается востол.:,о ряз. сколько листов находится В пакете.На фцг. 1 показано положениероцсссе сваркц по предлагаемомуя фцг. 2 - то же, вцд в плане; наразрез по Л - Л на фиг. 1; на ф 5 г. 4 - разрез по В. -В:я фпг. 3.Свар 1 гвяемыс лцсы 1 укладываот боковы- МЦ ЦЛОСКОСЧ 1 М: Б МЦОГОСЛОЙНЫЕ ПЯКСГЫ (К 2 К показано на фиг. 2 пакет состоит из шести лпстог), Между листямц 1 устяпявлцваОГ дцстаццион прокладки 2, которые обеспечивают определенное расстояние между, двумя соссдпцмц листами и тс)плоотвод от свариваемых листов. 1 хро)е того, прокладкц служат направляющими для формирующих цолзунов. Собранные пакеты устанавливают всрткагьо с зазором а,друг к другу. Установку пакетов ц цх закрепление (необходцмо обеспечить отсутствие сдвигов лцстов, на:(одящихся в одном пакете, относительно друг друга во время процесса сварки) производят В специальном сварочном стенде, кото. рый может Оязмещться с цсл 110 эконо мнц производственных площадей в ссццялыом прця:)ке. Па бс)коньс стенки крян;х лнстОВ устапяв.Изе)сот водоохля 51(Д 2 сыс пспОДВижпыс и;12 стппы 3, КООрые СЛ 5 КЯ 1 Д;51 ОГРИиСПЦ 51 ПЛЯБИ;ЬП 010 ПРОСТ- раствя. Под устаповгепным Пакетами закрсп,151 ют с 1 арОвые кя 1 эхЯпы 4, которыс слу 5 кят д,.15 пяведспи 51 Гпяеовой ва 1 ны 5.,.1 л 51 наведения илаковой ванны целесообразее применять (5 кидкий старт, когда в стяртовыс карманы зал:Бают заранее расплавленный срлюс. Сверху пакетов закрспляот вь;водпыс пл 21.Кп бкотодыс,слу)кат д.1 я Выводя шлаковой Ба(нпы по окончаниц процесса сварки. В зазор сс по окончании подготовительных ряс)от и закрепления пакетов помсща)от плавяцисс 51 электроды в виде плавящихся мупдштуков 7. При плавлении электродов образуется металлисская ванна 8, которая, кристаллпзуясь, образует сварвой ц)ов ).Формирующее устройство 10 (ф:г. 3) состоит цз головной (рассекающей) ц хвостовой (формируощей) частей, Ес:ли головная часть изготовляется из материала с малой тецлопроводностью и смачиваемостьо (целе. сообразен дополнительный подогрев с целью полного исключения нарастания на цсй кристаллизующегося металла), то хвостовая часть изготовляется цз материала с высокой теплопроводностью и охлаждается Бо время процесса водой,Передвижение формирующих устройств осуществляется тягами 11, к которым прцкладывается тяговое услис, напри. ср, мехап;- сской лебедкц.С 0 С 0 С )) Я) К0 "1)С С 15 С " " 5С)ОПобразом.5;-.)лектродь 7, подаваемые Б цлаковую ванну 5 расплавляются, образуя металлическую ванну 8. Шлаковая Банна. передвигаясь снизу Вверх, оплазляст сварцвасмыс кромки сосдИгяемых листов 1. 1 Солчестно листов в па кете может оыть раз.ичпым, но не мсндвух. Пакеты можно цаоирать и сваривать толщиной 2 м и более. Это позволяет получить за один проход сбольшос количество сварных соединений. Мо)кно свар. пять мно голистовые карты, если в стенд установитьпсеко:ько пакетов (каждыЙ предыдущиЙ пакетт сварцвается с последующим).Формирующее устройство (головн часть)по то 1 Био цяходцтся в расплавлеп мс 2 г) залле и передвигается со скоростью кристаллцзацци мстягЛ 1 еско Вянпы. Процесс свар- КЦ З 2 К)ПЧИБЯСтс 5, КОГДЯ ГО,1 ОВН 251 ЧЯС 1 Ь фОР);руопсго устройства дос.цгяет Быво;пь:х планок ). После н ьпдержки в це)э подвцжпО:) СОст 051 пц:, с цсг 1 Ь 10 ВыВОдя уса;очной раковины цз объема сварного швя, процесс сварки закшчивастся процзвод.пс 5 охлаждение пакетов, После необходимой степени охлаждения производится раскрепле цце пакетов и цх сп со сварочного стенда. Ф О и м"1 я: 3 О 0 ) с 1 с: . ц 5СНОСОО электрошляковой сварки;истовых 55 материалов с вертикальным располокенцехсварцваемых кромок, прц котором сварнье цгвы фор:пруот при помощи формирующих ) стройстБ, 1 сремсщяс,ъых Беэтикяльпо Взерх одповрсмснпо с перемещением шлаковой 1 О могСли еско ванн, от л и ч а ю и и й с я тем,О, с цс);1 ь 10 ПОВып 1(.нц 5 ИроцзВОдцтсльност 1у) шснця качества сварных соедцн,с В 2 р 1 В 2 с х ы с, 1. с Г ы п 013 сд "Б я р ко и у к Г 2 ды В а - ОГ С Л 1:СГ 2 ПЦЦОППЫЦ ГГЭОКЛалкс), Б МНОГО.45 слойпые якеты, рясглавленпую шлаковуо"С 25 ЛпССКу 10 ВВПНЫ ПерЕМСЦот:)Ескду двумя получснпымц пакстамц, а сварн швы отдельных сварных соедцненцй формируют рассечением общего фронта кристаллизаци 50 металлической ванны подачей в се объем фор.Пруощцх устройств которые перемещают ;е 5 кду каждой парой сварцваемых .:истовииографпя, нр Сапунова, 2 Изд. М 1229осударственного комитетапо делам изобретенш 1035, Москва, Ж, Раугп РигБТираж 11(8Совета Минпсз открытийкая наб., д. 4,5
СмотретьЗаявка
2008880, 27.03.1974
УРАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
СТЕПАНОВ ВАЛЕНТИН ВЛАДИМИРОВИЧ, ЦЫКАРЕВ ЛЕОНИД ФАТЕЕВИЧ, СУЩУК-СЛЮСАРЕНКО ИГОРЬ ИВАНОВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: вертикальным, кромок, расположениемсвариваемых, сваркилистовых, электрошлаковой
Опубликовано: 30.03.1976
Код ссылки
<a href="https://patents.su/3-508363-sposob-ehlektroshlakovojj-svarkilistovykh-materialov-s-vertikalnym-raspolozheniemsvarivaemykh-kromok.html" target="_blank" rel="follow" title="База патентов СССР">Способ электрошлаковой сваркилистовых материалов с вертикальным расположениемсвариваемых кромок</a>
Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом

Номер патента: 897642
Опубликовано: 15.01.1982
Авторы: Абросимов, Константинов, Суслов, Шабшаевич
МПК: B65B 9/00
Метки: жидким, пакетов, пищевым, поперечных, продуктом, сваркой, термоимпульсной, швов
...управления циклом. Ко второму входу элемента И 16 подключен выход триггера Шмидта 18, синхронизируемого сетью. Выход элемента 4 О 45 И 16 подключен к блоку 17 временного управления циклом и через импульсный трансформатор 19 и токоподводы 10 к подвижным нагревательным прижимам 5,Устройство работает следующим образом. Сматываемая с рулона 2 лента термопластичного материала формуется в рукав и направляется к механизму 4 образования продольного шва, а затем - к нагревательным прижимам 5. После образования поперечного шва происходит подача продукта, поступающего от дозатора 3. Затем нагревательные прижимы 5, перемещаясь от кулачкового привода 7, образуют цепочку пакетов. Цепочка пакетов, перемещаясь сверху вниз, поступает к механизму 8...
Устройство для сварки и отделения пакетов к упаковочным машинам

Номер патента: 1733337
Опубликовано: 15.05.1992
Автор: Сухорукова
МПК: B65B 51/14
Метки: машинам, отделения, пакетов, сварки, упаковочным
...две подвижные губки, рабочая часть одной из которых имеет режущую кромку и оснащена нагревательным элементом, а другая губка выполнена из упругого материала, рабочая часть губки, оснащенной нагревательным элементом, имеет в поперечном сечении форму равнобедренного треугольника с режущей кромкой на вершине, а упругая губка имеет паз для размещения режущей кромки. Нагревательный элемент выполнен в виде пластины из электроводного материала, изогнутой по профилю рабочей части губки, и закреплен на нерабочей части губки с возможностью съема.На фиг, 1 изображено устройство в исходном положении, на фиг. 2 - то же, в позиции сварки.Устройство содержит две прижимные губки 1 и 2, закрепленные с возможностью встречного перемещения. Губка 1...
Устройство для контроля уровня металлической ванны при электрошлаковом переплаве

Номер патента: 496813
Опубликовано: 30.12.1982
Авторы: Кумыш, Маринский, Медовар, Сагань, Сердюкова, Шевцов
МПК: C21C 5/56
Метки: ванны, металлической, переплаве, уровня, электрошлаковом
...состоит из вставляемого встенку кристаллизатора 1 водоохлаждаемого корпуса 2 с каналом 3, открытым в сторону плавильного пространства, В этом канале установленбатарейный датчик 4 теплового пото"ка. Канал 3 в корпусе, по которомуформула изобретения 2, Устройство по и. 1, о т- л и ч а ю щ е е с я тем, что расширение канала выполнено ступенчатым,каз 10865/12 Тира Подписное НИИП ектная 4 илиал ППП "Патент", г, Ужгород 349681лучистый поток от боковой поверхности шлаковой ванны или слитка проникает к датчику, выполнен расширяющимся от диаметра 2-3 мм со стороны плавильного пространства до размера5датчика теплового потока.Предлагаемое устройство работаетследующим образом,При подъеме шлаковой ванны 5 настенке кристаллизатора 1 образуетсякорочка...
Способ контактной стыковой сварки оплавлением пакета листов с целиковым стержнем

Номер патента: 1189622
Опубликовано: 07.11.1985
Авторы: Кучук-Яценко, Лукин
МПК: B23K 11/04
Метки: контактной, листов, оплавлением, пакета, сварки, стержнем, стыковой, целиковым
...после осадки. Искривление листов алюминия указывает на возможную потерю устойчивости листов во время осадки, Потеря устойчивости приводит к резкому падению давления в стыке, необходимого для удаления из стыка ческих соединении,ющих качество сварногоУсловием качественноя является выполнение усилие осадки, кг;критическая сила, кг;напряжение в материале л та при осадке, кг/ммг;- критическое напряжение сж тия для листа, кгммг,пакета критическая сила вы я через критическую силу листа следующей эависимостИспользуя,известныидля определения Ркли для определения крнкости листа, произведякие преобразования, получают матетическую зависимость, позволяопределить максимально довылет листа перед осадкойУчитывая, что максималтимый вьитет...
Способ физического моделирования гидродинамических процессов в сварочной ванне и устройство для его осуществления

Номер патента: 1418013
Опубликовано: 23.08.1988
Автор: Пономарев
МПК: B23K 9/16
Метки: ванне, гидродинамических, моделирования, процессов, сварочной, физического
...времени, а затем жидкость 15 общим потоком под действием сил инерции и гравитации стекает за пределы зоны, моделирующей сварочную ванну ( вследствие отсутствия кристаллизации ). При этом стекающая жидкость не оказывает нарушающего обратного воздействия на потоки на фронте плавления , а характер движения в зоне фронта кристаллизации позволяет делать вывод о формообразова нии шва при фиксировании этих форм реальной кристаллизацией.Величина интегрального давления регулируется с помощью ротаметра изменением расхода газа. Расход жидкости, проходящей по фронту плавления", в единицу времени может быть определен с помощью обычных приборов типа водомера, установленных на входящей трубке. Наблюдение за гидродинамическим процессом возможно...
Предыдущий патент: Термитный порошок
Следующий патент: Устройство для микросварки проволочныхвыводов
Случайный патент: Электродержатель для ручной дуговой сварки