Система статического управлеиия размером обрабатываемых изделий –
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 272416
Автор: Заикин
Текст
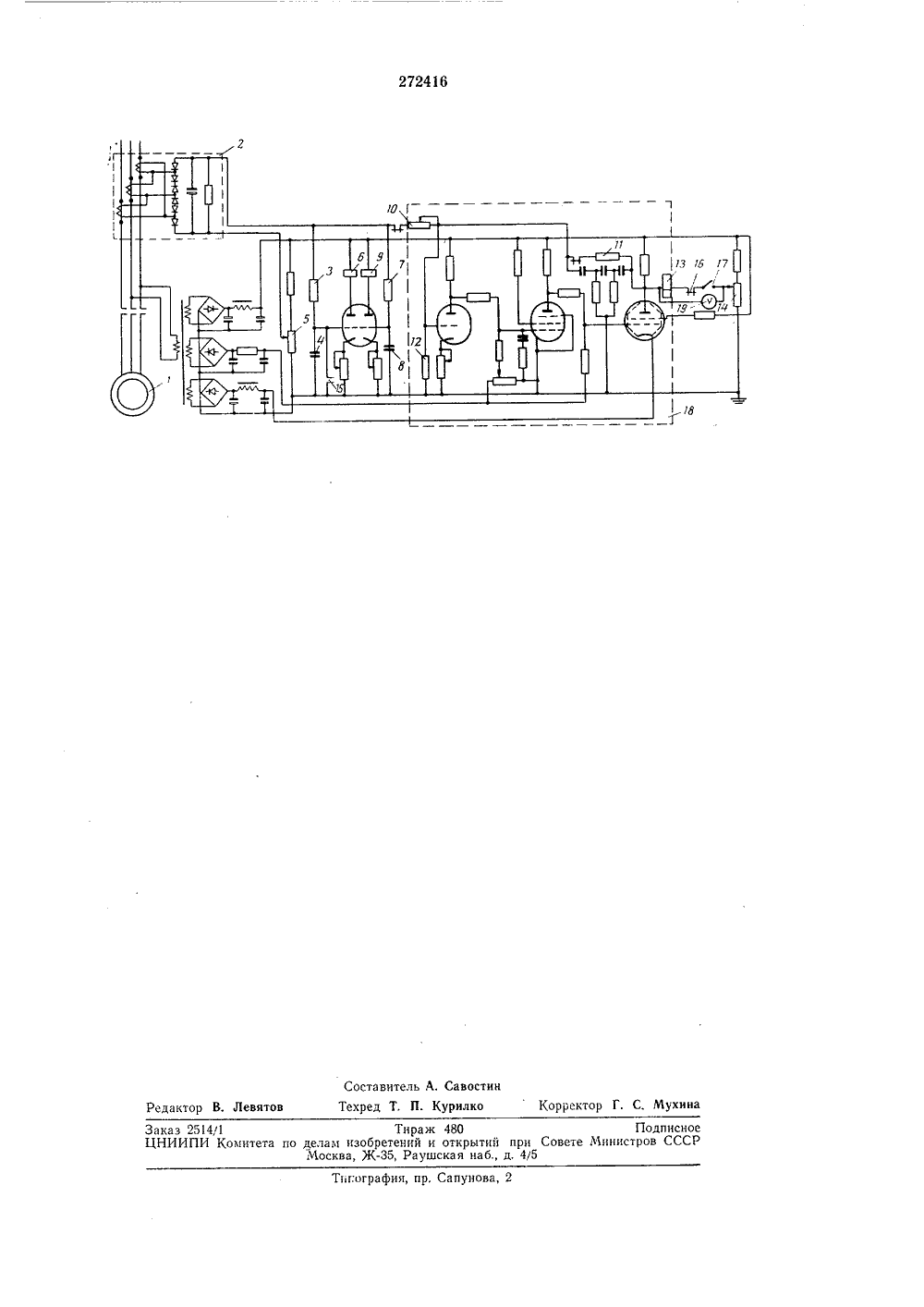
ОПИСАНИЕ 27246ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических РеспубликПриоритет Комитет по делам зобретений и открыти при Совете Министров СССРЧ.1970. Бюллетень19ния описания 11.1 Х.1970 публиковано ата опублик Лвтор зобречепия, Б. Заики аявитель СТЕМА СТАТИЧЕСКОГО УПРАВЛЕНИЯ РАЗ ЕРОМ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ осится к системам автомаования размеров изделиа бесцентровошлифовал Изобретение отнтического регулиробрабатываемых нных станках.Известны системы дв процессе обработкисебя устройства для коэлектромеханическимичиками, при использовфовальных станках всмерения незакрепленнвысокой размерной точсложны. ля подналадки станков изделий, включающие в нтроля размера изделия или индуктивными датании в бесцентровошлиледствие сложности изых изделий не обладают ностью и конструктивно Известные системы подналадки з контроля размеров изделий так иточно точны.Изобретение позволяет устранить указанные недостатки.Сущность изобретения заключается в подналадке станка с целью сохранения значения постоянной составляющей эффективной мощности резания, являющейся функцией постоянной составляющей усилия резания. Постоянная составляющая эффективной мощности резания однозначно определяет значение мгновенного математического ожидания размера детали для данных условий резания. Система управления размером изделий выполнена в виде двух каналов регулирования, в один из которых, разомкнутый, введено интегрирующее РС-звено, подключенное своим входом к датчику эффективной мощности резания, а выходом к чувствительному элементу, включающему механизм подналадкп шлифовального кру га. В другой замкнутый канал регулирования,введен статический блок ошибки, подключенный своим входом к датчику эффективной мощности резания, а выходом к механизму подналадки шлйфовального круга. Статиче ский блок ошибки выполнен в виде сглаживающего фильтра на решающем усилителе.Электрическая схема описываемой системыуправления размером обрабатываемых изделий приведена на прилагаемом чертеже, 5 Система содержит двигатель 1 шлифовального круга, источник 2 тока, напряжение которого пропорционально мощности двигателя 1, интегрирующее РС-звено, состоящее из сопротивления 3 и конденсатора 4, потенциометр 5, 0 на выходе которого устанавливается напряжение, соответствующее напряжешпо источника тока при холостом вращении шлифовального круга; реле б, которое при определенной величине напряжения на конденсаторе 4 включает 25 цепь подналадки; фильтр, состоящий из сопротивления 7 и конденсатора 8, сглаживающий напряжение, пропорциональное эффективной мощности резания; реле 9, которое при отсутствии резания изменяет контур обратной связи 0 и контур входной цепи сглаживающего фильт 272416ра для достижения постоянства напряжения на выходе сглаживающего фильтра; переменное сопротивление 10, которым устанавливается коэффициент передачи сглаживающего фильтра; сопротивление 11 контура обратной связи, входное сопротивление 12 усилителя, поляризованное реле 13, управляющее процессом по замкнутому контуру регулирования, потенциометр 14, на выходе которого устанавливается заданное значение постоянной составляющей эффективной мощности резания, реле 15, которое снимает сигнал с конденсатора 4 после подачи сигнала на подналадку, реле времени 1 б, которое через определенное время включает цепь сравнения, переключатель 17 цепи сравнения; сглаживающий фильтр 18 на решающем усилителе, на вход которого подается мгновенное значение напряжения, пропорционального эффективной мощности, а с выхода снимается постоянная составляющая поданого сигнала; вольтметр 19. При шлифовании на интегрирующее звено сопротивление 7 и конденсатор 8, а также на вход сглаживающего фильтра 18 подается напряжение, пропорциональное эффективной мощности резания. На интегрирующем звене это напряжение интегрируется, и на конденсаторе 4 устанавливается напряжение, пропорциональное затраченной работе. Постоянная времени интегрирующего звена выбирается из условия равенства величин износа круга и подналадки и соответствия уставки релейного элемента напряжению на конденсаторе 4, которое характеризует величину затраченной работы и определяет момент подналадки, При определенной величине напряжения на конденсаторе 4 сраоатывает реле б, которое дает команду на подналадку. Реле б включает также реле 15, которое снимает сигнал с конденсатора 4, и реле б возвращается в исходное состояние. На конденсаторе 4 снова выделяется напряжение, пропорциональное затраченной работе, и цикл повторяется. Небольшие отклонения от размера обработанных деталей корректируются оператором. После ооработки некоторого количества деталей (обычно порядка 20 или более) постоянная составляющая усилия резания, выделенная на выходе сглаживающего усилителя с помощью вольтметра 19,устанавливается на потенциометре 14 как заданная величина параметра регулирования,После установки заданного значения вклю.чается замкнутый контур регулирования и размер обрабатываемых деталей поддерживаетсяавтоматически. Через определенное время реле1 б включает цепь сравнения, при этом действующее значение постоянной составляющей усилия резания сравнивается с заданным. Если1 О действующее значение меньше заданного, вмомент включения реле 1 б подается дополнительный сигнал на подналадку от поляризованного реле 13. Эти сигналы наряду с сигналами от разомкнутого контура подаются дотех пор, пока действующее значение постоялной составляющей не становится равным заданному,Если же действующее значение больше заданного, в момент включения реле 1 б поляризованное реле 13 не пропускает сигнал от разомкнутого контура на подналадку до тех пор,пока эти значения не сравняются. Предмет изобретения1. Система статического управления размером обрабатываемых изделий, например, на бесцентровошлифовальном станке, использующая включенный в силовую цепь двигателя шлиф овального круга датчик эффективной мошности резания, дающий команду на механизм подналадки шлифовального круга, отличающаяся тем, что, с целью повышения размерной точности обрабатываемых деталей и увеличения надежности системы, она выполнена в виде двух каналов регулирования, в один из которых, разомкнутый, введено интегрирующее РС-звено, подключенное своим входом к датчику эффективной мощности резания, а 4 О ВыхОдОм к чуВстВительному элементу Включающему механизм подналадки шлифовального круга, а в другой, замкнутый канал, введен статический блок ошибки; подключенный своим входом к датчику эффективной мощно сти резания, а выходом к механизму подналадки шлифовального круга.2. Система по п. 1, отличающаяся тем, чтостатический блок ошибки выполнен в виде сглаживающего фильтра на решающем усили теле.272416 Составитель А. СавостинТехред Т. П. Курилко Редактор В. Левятов Корректор Г. С, Мухина Типография, пр. Сапунова, 2 Заказ 25141 Тираж 480 Подписное ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
1199357
Ю. Б. Заикин
МПК / Метки
МПК: G05B 13/02, G05D 5/00
Метки: обрабатываемых, размером, статического, управлеиия
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/3-272416-sistema-staticheskogo-upravleiiya-razmerom-obrabatyvaemykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Система статического управлеиия размером обрабатываемых изделий –</a>
Реле направления мощности

Номер патента: 1720122
Опубликовано: 15.03.1992
Авторы: Гурфинкель, Куксов, Суворов
МПК: H02H 3/38
Метки: мощности, направления, реле
...выводам датчиков напряжения 1 и тока 2, а к входам резисторов 17 и 18 подключены попарно диоды блока 4 арифметической суммы, при этом аноды каждой пары диодов подключены к разнополярным выводам датчиков напряжения 1 и тока 2 соответственно.Реле работает следующим образом.Выходные сигналы блока 3 геометрической разности зависят от угла между векторами напряжений вторичных обмоток датчиков напряжения 1 и тока 2, причем каждой парой диодов определяется разность для положительной и отрицательной полуволн напряжения соответственно.Каждая пара диодов блока 4 арифметической суммы является двухполупериодным выпрямителем датчиков напряжения 1 и тока 2 соответственно,йирина результирующего сигнала Ор (фиг.2) на выходе блока 5 сравнения в диапазоне...
Преобразователь величины мощности и квадрата действующего значения напряжения в цифровой код

Номер патента: 239681
Опубликовано: 01.01.1969
Автор: Пасынков
МПК: G01R 21/06, H03M 1/00
Метки: величины, действующего, значения, квадрата, код, мощности, цифровой
...преобразователя.25 Он содержит множительное устройство 1,интегрирующее устройство 2, блок 3 выявления знака, цифровой делитель 4, выявитель периода 5 и источник образцового постоянного напряжения 6ЗО Выявитель периода 5 управляет работой239681 зн ачение цифрового- текущее кода, 25 Предмет изобретения Составитель Н. А. Козлов Редактор Е. В. Семанова Техред А. А. Камышникова Корректоры: Л. Корогод и А. АбрамоваЗаказ 682/18 Тираж 480 ПодписноеЦНИИГ 1 И Комитета по делам изобретений и огкрьпий при Совете Министров СССРМосква, Центр, пр. Серова, д. 4 Типография, пр. Сапунова, 2 преобразователя в моменты окончания периода входного сигнала. Блок 3 выявления знака ведет различные импульсы упразления В зависимости от знака выходной величины...
Реле направления мощности нулевой последовательности

Номер патента: 541235
Опубликовано: 30.12.1976
МПК: H02H 3/42
Метки: мощности, направления, нулевой, последовательности, реле
...записиЕ, Р) = ау - иуз 1 по+ рЕ,Я = иЯ+ Ыуесов овпо+ ргде б - угол наклона характеристики срабатывания;Й - вещественный коэффициент;р - оператор дифференцирования.На входы операционного усилителя 7 подаются напряжения, пропорциональные токам защищаемого объекта, с выходов преобразователей ток - напряжение 1, 2, 3 фаз А, В, С,Связь между выходным и входными напряжениями операционного усилителя 7 в символической форме записи имеет видУ, = - к, Е 1 А +1 В+УС и)3 " х11 зх=-д зр)1 + Р 11 Соо 111 1 + РР 11 Соо10 (2)где Й 1 - коэффициент пропорциональностимежду током на входе и напряжением на выходе каждого из преобразователей ток - напряжение 1, 2, 3;ИоА+ 1 В+ 1 С (е)- ток нулевого чередования фаз.На первый, второй и третий входы...
Реле направления мощности

Номер патента: 1462428
Опубликовано: 28.02.1989
Автор: Цыгулев
МПК: H02H 3/38
Метки: мощности, направления, реле
...) и вне зонь:;(5), Цифровые индексы соответствуютномерам элементов схем,При повреждениях в зоне (кривыеприведены для случая, когда к реле 30подводятся ток и напря;кение одной фазы) ток отстает от напряжения на угол0-90 эл,град, На вхоцы дифференцируюпдх элементов 5 и 6 поступают только положительные волны тока и напряжения, В моменты времени от 1 до +ииеет место совпадение знаков 63.М/и Щ /Ы и йа выходе элемента И 9в это время появляется "1", С поиощьюрасширителя 10 импульсов формируетсясигнал требуемой длительности, Приэтом время срабатывания реле не превышает 10 мс.При повреждениях вне зоны (кривыетакже для случая подведения к устройству тока и напряжения одной фазы)ток опережает напряжение на угол0-90 эл, град, Положительные:....
Электродинамическое реле направления мощности

Номер патента: 36516
Опубликовано: 31.05.1934
Автор: Кравцов
МПК: H01H 83/18, H02H 3/42
Метки: мощности, направления, реле, электродинамическое
...аб." отка будет короткозамкнута, сопротивление трансформатора 5, приведенное к 110.вольтовойобмотке, сос авляет несколько ом. Поэтому вели(ина 1, определяется толькосопротивлением рамки и ее добавочного сопротивления. Фхи тока (, поотношению к пяпряженито Ео определяется соотношением индуктивного сопротивления х р;тыки 2, ее оыитескогосопротивления В и дсб(дво шсго сопротивления 3, из равенства 1 г: = -- - - ,Дгде Я - вели:тинд дсбдго тнсго сспро(/тивлсния 3,Вели 1 иня (тс 1 ного маептя втрспцепияпропорцисняльпа, таким образом, произведению Ф 181 п О, я пяпрявлетпе егобу,1 ет таково, что оп бу(дет стрсыитьс 51всзврятить рамку в нейтральное положение. Нетрудно убедиться, что вели тиналожнсго момента пропорциональна квадрату силы тока в...
Предыдущий патент: Интерполятор
Следующий патент: Способ управления асинхронным двухфазным электродвигателем
Случайный патент: Способ приготовления легкобетонной смеси