Способ автоматического регулирования процесса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
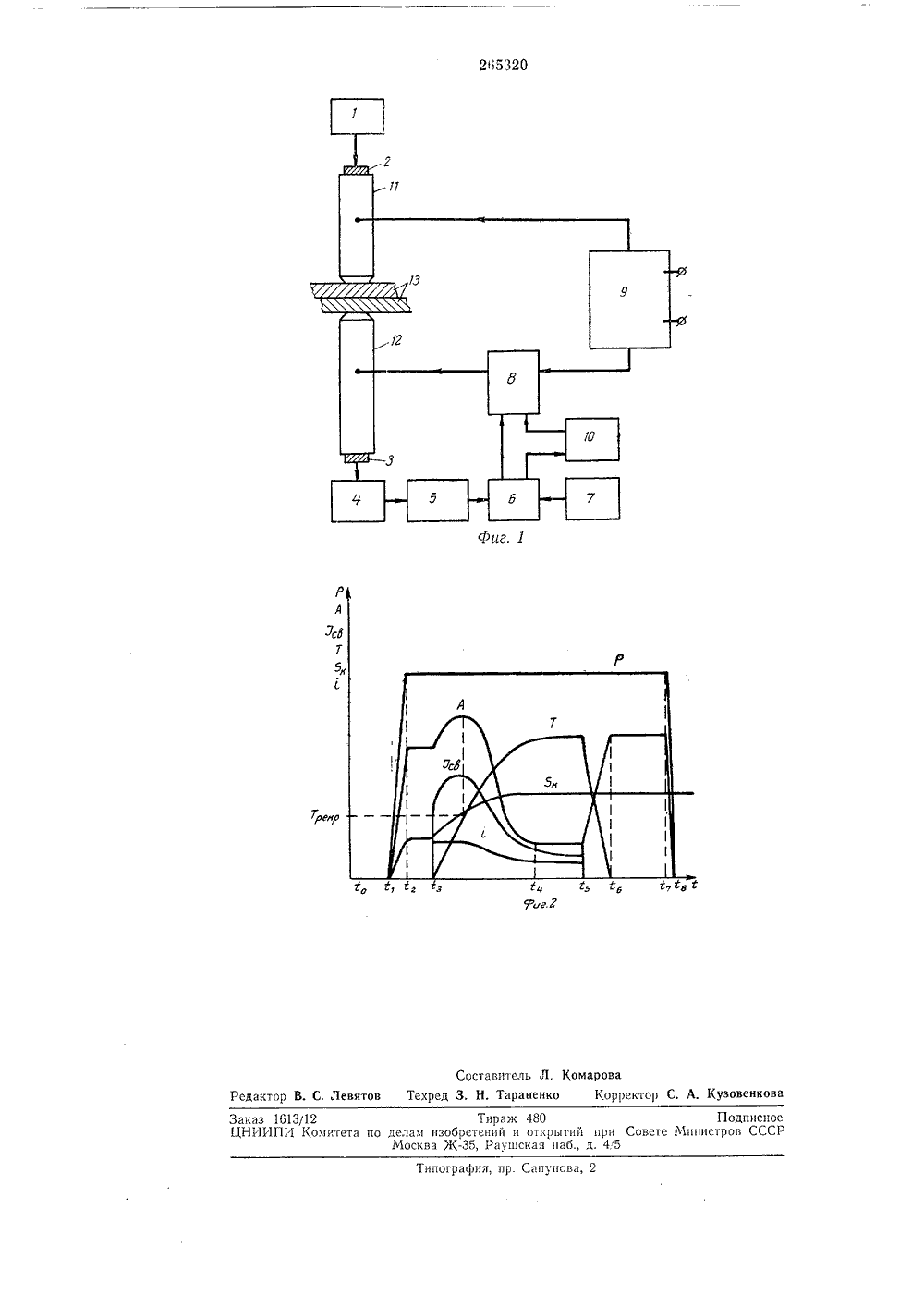
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зависимое от авт. свидетельстваКл. 211 т, 29/ Заявлено 05,11,1969 (ЛЪ 1302231/25-27)с присоединением заявкиКомитет по делам изобретений и открыти при Совете Министров СССР:11 ПК В 231 сУДК 621,791.763.1(088.8) иоритетубликовапо 09.1.1970, Бюллетень1 та опубликования описания 17 Х 1.1970 вторызобретения. Н. Кузык В рно аявитель СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ТОЧЕЧНОЙ СВАРКИИзобретение относится к сварочной технике и может быть использовано в сварочных устройствах в электровакуумнсм производстве.Известны способы автоматического регулирования точечной сварки, основанные на изменении сварочного тока в зависимости от из:1 енения одного цли нескольких параметров, кар актеризуощих свар 01 ный процесс. Однако эти способы не обеспечивают полной ликвидации выплесков и стабильности прсцесса,Предложенный способ отличается от известных тем, что сварочный ток изменяют в прямо пропорциональной зависимости от величины акустической проводимости зоны сварки, Это позволяет повысить качество сварного соединения за счет ликвидации выплесков.1-1 а фиг, 1 изображено устрсйство с помощью которого может быть реализован предлагаемый способ регулирования; на фиг, 2 - диаграмма изменения параметров, характеризующих процесс сварки по данному способу.Устройство состоит из генератора 1, непрерывно возбуждающего ультразвуковые колебания в пьезоэлектрическом излучателе 2, датчика-приемника 3 ультразвуковых колебаний, преобразующегс, их в электрическое напряжение, которое, пройдет усилитель 4, демодули руется детектором 5, компаратора 6, сравнивающего величину опорного напряжения, поступающего от источника 7 опорного напряжения. с напряжением на выходе детектора 5, модулятора 8, управляющего сварочным током в зависимости от разностпого сигнала, поступающего с компаратора, источника сварочного тока 9 и реле времени 10.Сваро п 1 ые электроды 11 и 12 служат для сжатия с определенным усилием свариваемых деталей 1,3 и подвода к ним ультразвуковых келебаииЙ и сварочного тока. Датчик-приемник, усилитель, детектор, компаратор, источник опорного напр 1 жеиця и модулятор составляют цепь сбратной связи, обеспечивающую в процессе сварки прямо пропорциональную зависимость сварочного тока от величины акустической проводимости зоны сварки.На фиг. 2 цо оси ординат отло;кеиы электродное усилие Р, акустическая проводимость Л зоны сварки, сварочный ток 1, максимальная температура в зоне сварки 7, эффективная площадь 5, контактирующих поверхнестей и плотность сварочного тока 1 . Ось абсцисс соответствует воеменцВ исходном состоянии при разомкнутых сварочных электродах (период времени 1 о - 1,) акуст 1 п 1 еская 11 роводиз Ость межэлектр одного пространства равна нулю, что соответствует отсутствию напряжений на обкладках датчика- приемника ультразвуковых колеоаиий, и также иа выходе усилителя и детектсра. При этом постоянное напряжение, поступающее с источ10 15 55 60 ника опорного напряжения через компаратор, запирает ыодулятор.В процессе сварки пропорционально изменяющейся величине акустической проводимости зоны сварки изменяется и напряжение на выходе детектора э. Прп этом сигнал, равный разности Опорного напрюкенпя и напряжения, поступающего с детектора, непрерывно управляет величиной сварочного тока посредством его модулятора,Соблюдение прямой пропорциональной зависимости между изменяющейся акустической проводимостьо зоны сварки и сварочным током: 1= КЛ, где К - постоянный коэффициент для температур нлке температуры рекристаллизации при постоянном электродчом усилии Р, позволяет осуществлять динамический режим нагрева свариваемых деталей, при котором увеличенп о эффективной площади контактирующих поверхностей соответствует увеличение величины сварочного тока, а при падении электродного усилия в моменты осадки, инерционных колеоанпп подвижной системы и при образовании жидкой фазы металла в зоне сварки величина сварочного тока резко падает, исключая образование выплесков, а также пригсрание сварочных электродов. Технологические нарушещя, вызгапные изменением диаметра электродов, их несоосностью, непараллельпостью торцов, наличием загрязнений на контактных поверхностях, а также, отклонения величины электродного усилил и напряжения сети от нормальных автоматически компенсируются изменением величины сварочного тока.При сжатии свариваемьх деталей электродами 11 и 12 постоянному электродному усилию соответствуют неизменные величины эффективной площади контактирующих поверхностей и акустической проводимости зоны СВаРКИ В ТЕЧЕНИЕ ВРЕМЕНИ гв - в, Л = гг 5, ГДЕ гг - постоянньш коэффициент для тем пер атур ниже темперагуры рекристаллизации при постоянном электродном усилии,Процесс сварки начинается с вклочения в произвольный момент времени, например гь сварочного тока 1, тепловой эффект которсго вызывает пластическое течение сварнваемых деталеи под действием электродного усилия. Процесс сспровождается увеличением эффективной площади контактирующих поверхностей в межэлектродном чромежутке и повышением температуры в нем. Оба из этих параметров влияют на величину акустической проводимости зоны сварки, причем до достижения температур рекристаллизации акустическая проводимость увеличивается преимущественно за счет роста эффективной площади контактиру 1 ощих поверхностей, а затем резко падает с дальне 11 шим ростом температуры в зоне свар 20 25 30 35 40 50 кп несмотря на дальнейший рост эффективной площади контакта.Таким образом, начальная величина свароч- НОГО тОКа ПРОПОРЦИОНаЛЬНа ВЕЛИвИНЕ аКУСТИЧЕ- ской проводимости зоны сварки Л, а следовательно, и эффективнои площади контактирующих поверхностей1 св 1 1 Л) 1 Рк)что обусловливает постоянство плотности г тока в на 1 альный период сварки, необходимое длл предотвращения выплесков и пережогов в момент вклочения сварочного тока:5 в А А Изменения величины акустической проводимости сварочной зоны в процессе сварки оудут вызывать однозначные изменения величины сварочного тока, Тепловой эффект от этого ликвидирует возмущения акустической проводимости, стабилизируя ее величну, величину сварочного тока и температурное поле на уровнях, определяемых заданной величиной опорнсго напрякения. Таким образом, период Времени У -- 1-, характеризуется установивнимся режимом термостаоилпзации зоны сварки с заданной максимальной температурой в ней, что исключает возможность образования непроваров и пережогов, При этом выделение джоулева тепла в зоне сварки уравновешивается теплоотводом в сварочные электроды, а постоящп.м величинам электродного усилия, эффективгой площади контактирующих поверхносте 11, максимальной температуре в сварочной зоне. току и его плотности соответствует неизменяюцсеся минимальное значение акустической проводимости зоны сварки.Длительность процесса терм остабилизации сварочной зоны (пемод времени 14 - 1;,) определяется с помощью реле времени, ксторое включается при заданном уровне акустической проводимости, соответствующем началу процесса термостабилизацип и отклочает сварочный ток по псгечении заданного времени посредством модулятора.гх моменту времени 1, сваренные детали остывают, а их акустическая проводимость возрастает до пексторого постоянного уровня, по величине которого можно судить О диаметре ядра сварной точки, а следовательно, и о прочности полученного соединешя,Предмет изобретенияСпособ автоматического регулирования процесса точечной сварки, отличгггоигийся тем, чтс с целью повышения качества сварного соединения за счет устранения выплесков, сварочный ток изменяют в грямо пропорциональной .аписмости от величины акустической проводимости зоны сварки.Тираж 480 Подписное елам изобретений и открытий при Совете Министров СССР 1 осква %-35, Раушская наб., д. 4,5
СмотретьЗаявка
1302231
Л. Н. Кузьмин, В. Н. Дурново
МПК / Метки
МПК: B23K 11/25
Метки: процесса
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/3-265320-sposob-avtomaticheskogo-regulirovaniya-processa.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического регулирования процесса</a>
Способ одновременной подачи в зону сварки двух сварочных проволок

Номер патента: 1763124
Опубликовано: 23.09.1992
МПК: B23K 9/12
Метки: двух, зону, одновременной, подачи, проволок, сварки, сварочных
...одновременноподавать в зону сварки две сварочныепроволоки с высокой степенью синхронности их скоростей подачи даже в случаях, когда проволокй значительноотличаются по диаметру и твердости(по составу). В этих условиях наблю"дается высокая степень "сцепления"каждой проволоки с канавкой своегоролика без проскальзывания, а наличие линейного взаимного сопряжениясамих проволок на значительном участке также способствует повышению коэффициента сцепления между проволоками и, соответственно, повышению на"дежности и синхронности скоростей ихподачи, что в свою очередь повышаеткачество сварки.Сущность изобретения поясняетсячертежами, где на фиг,1 представленапринципиальная схема устройства дляосуществления способа; на фиг,2- вид сбоку на...
Анализатор распределения вероятностей величины временных интервалов

Номер патента: 120547
Опубликовано: 01.01.1959
Авторы: Васильев, Фастовский, Фурманов
МПК: G01R 29/02, H03K 5/19
Метки: анализатор, величины, вероятностей, временных, интервалов, распределения
...на который подается сигнал с детектора огибающей.С выхода ограничителя импульсы поступают на усилитель - ограничитель, формирующий импульсы тока равной амплитуды, длительность которых равна ширине анализируемых импульсов на заданномга547 Предмет изобретения Анализатор распределения вероятностей величины временных интервалов между импульсами на заданном уровне напряжения, отл ич а ющи й с я тем, что, с целью установки уровня напряжения, на котором производится анализ интервалов, на выходе триггера, формирующего импульсы с длительностью интервала, включены генераторы пилообразного напря)кения, амплитуда пилы которых пропорциональна длительности интервала, ограничитель амплитуды, пиковый детектор, устройство, формирующее импульсы, и...
Способ временной изоляции высокопроницаемых зон призабойной зоны пласта

Номер патента: 1035194
Опубликовано: 15.08.1983
Авторы: Александров, Беслиней, Духненко, Жетлухин, Тарасов
МПК: E21B 43/08
Метки: временной, высокопроницаемых, зон, зоны, изоляции, пласта, призабойной
...мин. Таким образомсостав отверждается через различные промежутки времени и этого времени до-статочно для того, чтобы состав внеотвержденном состоянии был добавлен по трубе к тампонируемой зоне,где он отверждается со скоростью,которая зависит от темцературы, какпоказано выше. Отвержденный тамнонажный состав представляет собойтвердый резиноподобный гель, обладающий адгезией к породе, Он не теряет свои свойства в широком диапа-,зоне те лпературе 0-150 С.оРазрушить комплексные связи иперевести тампонажный состав из твердого в жидкое фазовое состояние можно путем обработки состава растворомсоляной кислоты 10-20-ной концентрации, Соляная кислота, реагируяс комплексносвязанными гидроокисямиметаллов переменной валентности,превращает их в...
Устройство для контроля скорости сварки и теплосодержания сварочной ванны

Номер патента: 1773622
Опубликовано: 07.11.1992
Авторы: Васильев, Войцицкий, Даниляк, Левина, Ройко, Хороманский
МПК: B23K 9/10
Метки: ванны, сварки, сварочной, скорости, теплосодержания
...начальных условий производит обнуление первого 22 и второго 23 счетчиков. Высокий потенциал на выходе второго триггера 15, поступающий на второй управляющий вход управляемого коммутато 1773622 10ра 29, осуществляет подключение выходов второго счетчика 23 через управляемый коммутатор 29 к входами цифроаналогового преобразователя 32. Этот же сигнал, пройдя через второй элемент задержки 36, поступает на третийвход первого элемента И 20, чем разрешает прохождение входных импульсов на счетный вход первого счетчика 22. На втором входе первого элемента И 20 также присутствует высокий потенциал. Низкий потенциал с выхода первого триггера 11, пройдя через первый элемент 33 задержки, поступает на второй вход второго элемента И 21, чем запрещает...
Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением

Номер патента: 1355409
Опубликовано: 30.11.1987
Авторы: Аксельрод, Ибрагимов, Иоффе, Филиппов, Холмянский
МПК: B23K 11/24
Метки: контактной, сварке, сварочного, стабилизации, тиристорным, управлением
...управлением, заключающийся в изменении угла включения тиристоров в каждом полупериоде переменного тока для компенсации колебаний сетевого напряжения в соответствии с регулировочной характеристикой в зависимости от угла включения и проводимости тиристоров в предыдущем полупериоде сетевого напряжения, о т л и ч а ю - щ и й с я тем, что, с целью повыше кия качества сварного соединения, угол включения тиристоров й задают в соответствии с выражением Ьу 1 а где И =- КЕ му рассчитывают текущие значенияЬ, и Ь, . Далее в соответствии с измеряемой величиной сетевого напряжения на очередной полупериод угол5включения Ы определяют из Формулы (4).В качестве опорного напряжениялучше всего выбрать наименьшее извозможных сетевых напряжений,...
Предыдущий патент: Машина для контактной стыковой сварки обсадных труб над устьем скважины
Следующий патент: Способ жидкостного охлаждения
Случайный патент: Устройство для синтетических испытаний мощного искрового разрядника