Способ восстановления изношенных маслоуплотнительных колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1821325
Авторы: Андрусенко, Михайленко

Текст
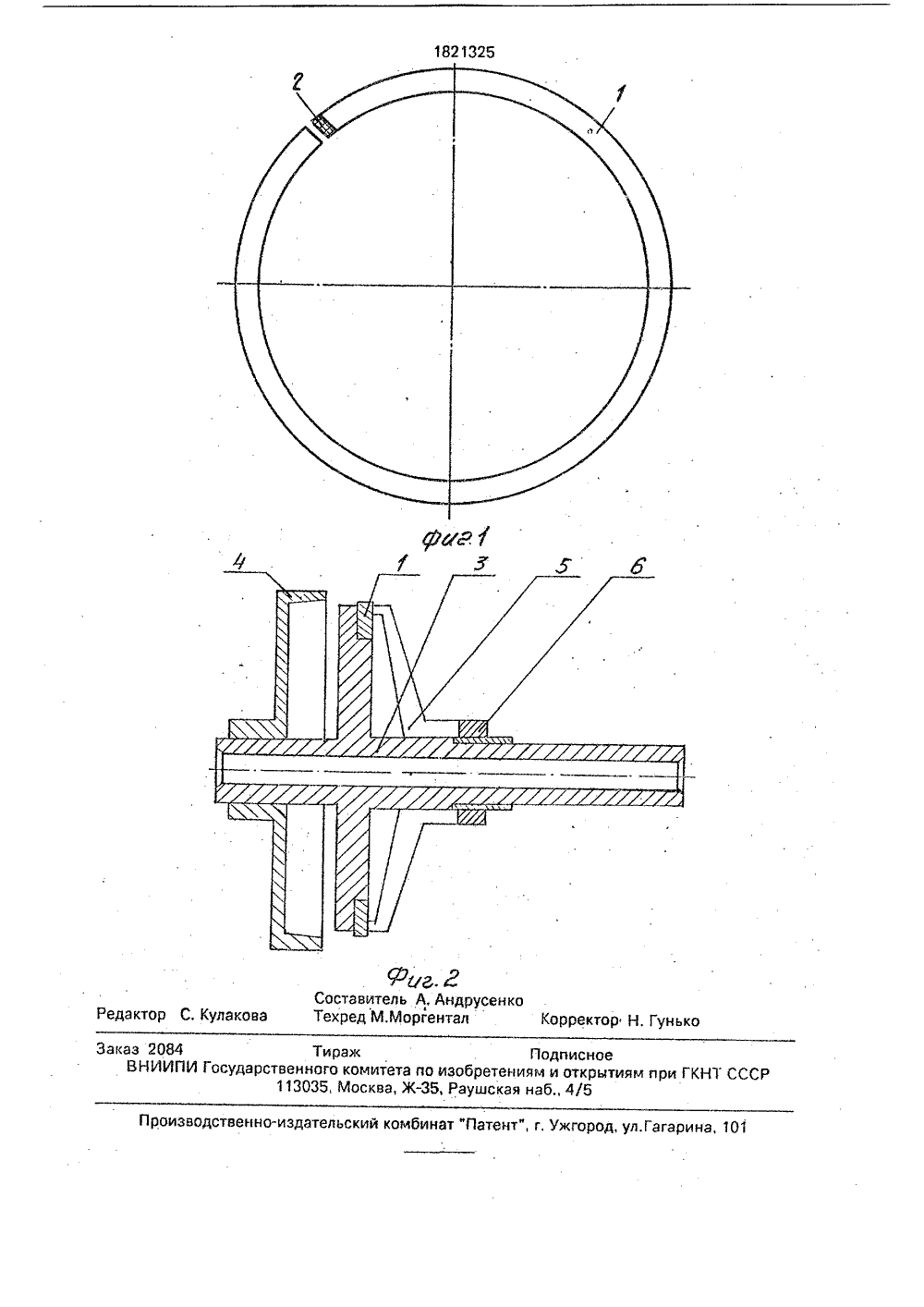
(51 Ю В 23 ГОСУДАРСТВЕННОЕ ПАТЕНТНВЕДОМСТВО СССР(ГОСПАТЕНТ СССР) ИЗОБРЕТЕНИЯЕТЕЛЬСТВУ ОПИСАНИ КОМУ С 1(71) Завод М 410 гражданской авиации (72) А,П.Андрусенко и Ю.Г,Михайленко (56) Авторское свидетельство СССР ЬЬ 1207703, кл. В 23 Р 6/00, 1986. (54) СПОСОБ ВОССТАНОВЛЕНИЯ ИЗЙОШЕННЫХ МАСЛОУПЛОТНИТЕЛЬНЫХ КО- ЛЕЦ(57) Использование; при восстановительных работах двигателей внутреннего сгорания и гаэотурбинйых двигателей (Пд) в заводских условиях или в ремонтных мастерских. Сущность изобретения: осуществляют наплавку дополнительного элемента, компенсирующего износ, на торце стыка в нерабочей зоне кольца, Восстановительную операцию наплавки производят аргоноду- . говбй сваркой.с реставрацией изношенной поверхности шлифованием. 1 з,п, ф-лы, 2 ил. ФйИзобретение относится к ремонту в ма- подвергают дальнейшей слесарной обрашиноСтроении; в частностей. к способам вос- ботке до номинальных размеров. В качествестан 0 вления маслоуплотнительнцх колец, материала дополнительного элемента монапример поршневых двигателей, масля-жетбытьиспользованматериалкольцэилиных. демпферов ГГД и др.,"и может быть иной материал ссопоставляемымимехани- Биспользовайа при:ремонтных и восстанови-, . ческими характеристиками..тельных работах по двигателям внутреннего На фиг. 1 изображено маслоуплотнисгорания в ГТД в. заводских условиях и втельное кольцо 1 с торца,с элементом, комремонтных мастерских,. пенсирующим износ, 2; на фиг, 2 - схемаЦельизобретения-.упрощение ремонта . приспособления для шлифования мзслоупмаслоуплотнительйого кольца за счет не- . лотнительных колец,евевЪсложной операции закрепления дополни-Ытельного элемента," компенсирующего Предлагаемый способ восстановления Яйзнос, в стыке нерабочей эоййкольца, маслоуплотнительйых колец реализован (ЛПоставленная цель достигается тем, что следующим образом.согласио,способу,восстановления изношен- Для восстановления берут партию коййх маслоуплотнительных колец, поз. 1, за- лец 0360102107 масляного демпфера опоры - фполняютувеличенный зазор в стыке из-за компрессора низкого давления двигателяизноса, наружной поверхности кольца до- Дс номинальным диаметром З 242 мм,полнительнымзъемейтОм, компенсирую- .осевой высотой 2,5 мм, радиальной толщищим износ поз." 2 путем наплавки его наной 3 мм. Материал основы кольца -60 С 2 А.торцевуюпоаерхноСть стыка нерабочей зо- В результате диаметрального износаны. Дврйиуавеличину припуска под обра- зазор в стыке кольца составляет 0,3 мм, приботку дополнительного элемента, поз, 2радиальном износе 0,2 мм.Увеличение зазора в стыке как изменение длины окружности при изменении диаметра на 0,4 мм составляетд = Лб-й (с 1-0,4) =л б Л с 3+0,4=.=1,3 мм 5При восстановлении кольца до наплавки его шлифуют на круглошлифовальномстанке с использованием приспособления,схема которого приведена на фиг. 2.Кольцо 1 устанавливают на заточку 10фланца оправки 3, центрируют легкоконусной оправкой 4, фиксируют прижимом 5 игайкой б.Оправку 3 снимают, приспособление сдеталью устанавливают в центре станка, и,15производят шлифовку наружного диаметра0242 мм до полного удаления неравномерного износа,Затем к кольцу, находящемуся в свободном состоянии, приваривают дополнительный элемент, компенсирующий износ, ввиде слоя до 1,5-2 мм с припуском, увеличенным на двойную величину под механическую обработку,Производят шлифовку наружного диаметра кольца О 242 мм до полного удаления неравномерного износа; Механическуюобработку в стыке наплавленной части кольца производят вручную шлифкругом на заточном станке и напильником (при 30серийном производстве возможна механизация) до номинальной величины зазора0,08 мм.Восстановительную операцию наплавки производят аргонодуговой сваркой, вольфрамовым электродом ВЛ,5 сприсадочным материалом ЭИ, при этомиспользуют сварочную машину ВИ СВУ с горелкой РГА. После восстановления зазора в стыке до номинального размера расход масла через опору, собранную с восстановленными кольцами, уменьшился до 4,5 л/мин с 8,5 л/мин в случае работы с изношенйыми кольцами, что соответствует норме расхода (4,5- 5,2 л/мин).Указанный метод может быть применен для реставрации любых маслоуплотнительных колец, изготовленных из стали или чугуна (в т.ч. поршневых двигателей).Применение предлагаемого способа при восстановлении маслоуплотнительных колец обеспечивает по сравнению с существующими способами ощутимый эффект,Сокращается объем сложной механической обработки, что позволяет многократно восстанавливать беэ уменьшения прочности изношенные маслоуплотнительные кольца, а это, в свою очередь, сокращает расход запасных маслоуплотнительных колец,Формула изобретения 1, Способ восстановления изношенных маслоуплотнительных колец, заключающийся в закреплении на йоверхности кольца дополнительного элемента, компенсирующего износ, с последующей его обработкой, о т л и ч а ю щ и й с я тем, что, с целью упрощения ремонта колец, дополнительный элемент закрепляют на нерабочей поверхности торца в стыке разреза маслоуплотнительного кольца.2,Способ поп,1,отлича ю щийся тем, что закрепление дополнительного элемента, компенсирующего износ, производят аргонодуговой сваркой,
СмотретьЗаявка
4946979, 20.06.1991
ЗАВОД N 410 ГРАЖДАНСКОЙ АВИАЦИИ
АНДРУСЕНКО АНАТОЛИЙ ПЕТРОВИЧ, МИХАЙЛЕНКО ЮРИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B23P 6/00
Метки: восстановления, изношенных, колец, маслоуплотнительных
Опубликовано: 15.06.1993
Код ссылки
<a href="https://patents.su/3-1821325-sposob-vosstanovleniya-iznoshennykh-maslouplotnitelnykh-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ восстановления изношенных маслоуплотнительных колец</a>
Электрод-инструмент для электрохимической обработки торцевых кромок зубьев шестерен

Номер патента: 1133052
Опубликовано: 07.01.1985
Авторы: Косухин, Лесохин, Саитов
МПК: B23H 1/04
Метки: зубьев, кромок, торцевых, шестерен, электрод-инструмент, электрохимической
...6. Все детали электрода-инструмента соединены между собой с помощью винтов 7 - 9. Рабочие элементы 3 состоят из соосных колец 10 и 11 различной толщины, а фиксирующий элемент из основных колец 12 и 13.В кольцах 10 - 13 выполнены прямые зубья с параметрами (модуль, угол профиля, число зубьев), соответствующими торцовому сечению зубьев обрабатываемой шестер ни 2, при этом ширина впадин зубьев колец превышает толщину зубьев шестерни в торцовом сечении не менее чем на 1,5 мм.Кольца 10 и 11 каждого из рабочих элементов 3 развернуты между собой таким образом, что против острой кромки зубьев шестерни 2 находится боковая поверхность зубьев более широкого кольца 10, а против тупой кромки зубьев шестерни 2 - боковая поверхность более узкого...
Набивка для зачеканки стыков обделки тоннелей и других элементов сооружений

Номер патента: 58689
Опубликовано: 01.01.1940
Автор: Облеухов
МПК: E21D 11/38
Метки: других, зачеканки, набивка, обделки, сооружений, стыков, тоннелей, элементов
...и соответствующим увеличением действующих при зачеканке сил.При весьма высоких гидростагических давлениях, в целях лучщей гарантии, расчеканку швов можно сделать двойной, тройной и т. д., т. е, зачекаиив шов сначала одной трубкой с битумои, чеканят второй раз второй трубкой, а затем третьей и т. д., а зависимости от предъявляемых к чеканке требований (фиг. 3 и 4).На фиг. 5 показана металлическая обойма 4, которая может быть изготовлена из листового железа и заполняется битумом 5. Все вместе представляет собой комбинированный брусок, когорый перед закладкой в шов подогревается и смазывается стрех сторон горячим битумом б, после чего ведется расчеканка шва под действием сил. Битум, находящийся в оболочке, давит на дно шва и на синки...
Самоконтрящийся разьбовой элемент

Номер патента: 694683
Опубликовано: 30.10.1979
Автор: Петров
МПК: F16B 39/00
Метки: разьбовой, самоконтрящийся, элемент
...колец 2 и 3.При этом одни цилиндрические поверхности втулок неподвижно скреплень с телом резьбового элемента, а другие при нормальных температурах являются продолжением резьбы элемента. Резьба колец выполнена методом деформации (накаткой,штамповкой, ковкой и т. п.) из заготовок,имеющих формы гладких колец.Таким образом, при завинчивании такогорезьбового элемента дополнительных силтрения в резьбовой паре не возникает, таккак резьбовыс поверхности вставок являются продолжением резьбы элемента. Послетого, как резьбовой элемент в определенном устройстве будет нагрет или охлаждендо температур фазового превращения, произойдет редукция, т. е. изменение размерови формы вставки (ее резьбовой поверхности) и она будет стремиться за счет...
Самоконтрящийся резьбовой элемент

Номер патента: 734443
Опубликовано: 15.05.1980
Автор: Петров
МПК: F16B 39/00
Метки: резьбовой, самоконтрящийся, элемент
...нормальной,но с нагретой верхней вставкой; нафиг. 3 - то же, при нормальной температуре; на фиг. 4 - то же, при повышенной температуре: на фиг. 5 - резьбовойстержень, видна торец.В теле самоконтрящегося резьбового элемента 1 (см. фиг. 1 и 2) установленавставка 2, выполненная в видекрльца и создающая натяг при охлаж. дении, с термоизоляцией 3 и электроклеммами 4, и вставка 5, также выполненная в,виде кольца и создающая натягпри нагревании. Вставка 2 с наружнойповерхности покрыта обратимой термочувствительной краской 6.Одни цилиндрические поверхностивставок неподвижно скреплены с теломрезьбового элемента, а другие при определенных температурах являются продолжением резьбы элемента, Резьбаколец выполнена методом деформации,(накаткой...
Скользящее токосъемное устройство

Номер патента: 1005232
Опубликовано: 15.03.1983
Автор: Мац
МПК: H01R 39/64
Метки: скользящее, токосъемное
...повышает производительность труда, а повышение точности/определения места дефектов сокращаег технологические отходы кабелей. Экономический эффект от использования изобретения в приборах для определения мест дефектов в кабелях составит 50,4 тыс. руб. Предлагаемое токосъемное устройство не, требует регулировок, так как величины контактного давления обеспечиваются конструктивно размерами пружин,Консгрукция токосъемного усгройсгвапо сравнению с базовым объекгом упрощена и гехнологичнее в из оговлении и сборке.Обойма выполнена лишь из двух частей вме"сто двенадцати часгей (если не считать еще элементы крепления металлических частей обойм к неметаллическим), а пружины к 3 10052которые закреплены снаружи обоймы 8,Обоймы 8 установлены...
Предыдущий патент: Способ восстановления разъемных корпусов подшипников
Следующий патент: Способ восстановления изношенных шестерен
Случайный патент: Устройство для упрочняюще-деформирующей обработки винтов большого шага