Устройство для сварки поворотных стыков трубll: . и. и. •; . ir; v,: ; iti; 3 -•gt; amp; 1;: ;: -: ;: с: ; п р; 5л: ; о1;: а
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 173358
Автор: Специальное

Текст
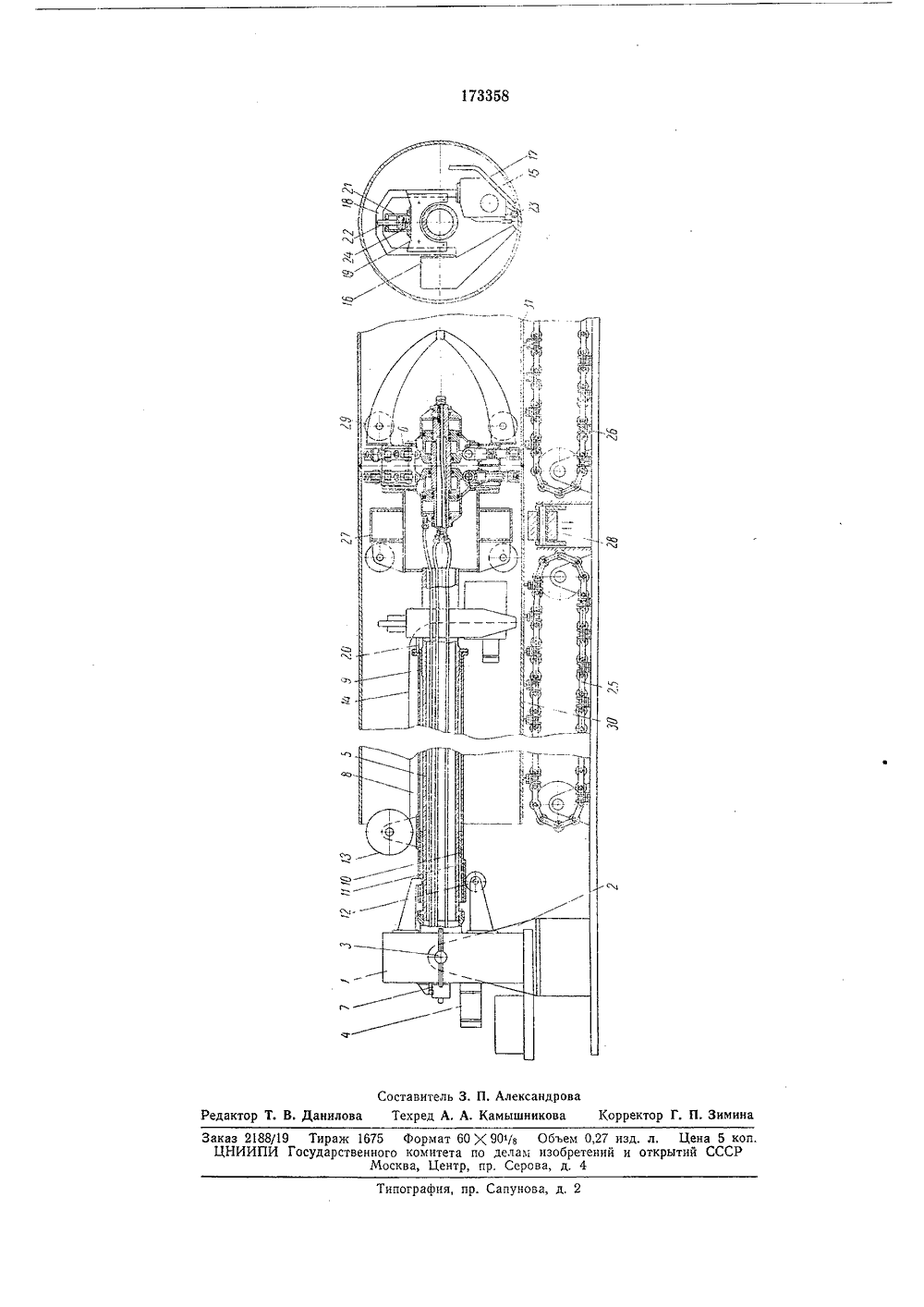
ОПИСАНИЕ 173358ИЗОБРЕТЕНИЯ Союз Советских Социапистицеских РеспубликАВТОРСКОМУ СВИДЕТЕЛЬСТВУ детельстваависимое от авт. л. 21 Ь, 32 д 211 т, 301;аявлено 22.Х 1.1963 ( 866863/25-27 исоединением заяв ный ПриоритетОпубликовано 21,711. Государств комитет поизобрете н открытий МПК Н 05 Ь Н 05 ЬДК 621.791.039(088.8) 621 - 4 б 2 (088.8)л 65, Бюллетень15исания 10.1 Х.19 б 5 и Дата опубликовани вторыизобретенияЗаявитель О. А. Степановский, В. А. Шатайкин и С. Г. Барон Специальное конструкторское бюро Газстроймашина Главного управления газовой промышленности при Совете Министров СССР;Л 11 Лпса 0 Г,5 Т.;5",.Д ДЯ СВАРКИ ПОВОРОТНЫХ СТЫКО ТРОЙ Би повыше- предложен- концентричиз которых для закрепльная отных На чертеже из схема устройств стыков труб.Устройство соде станцию, смонти внутреннюю и на сварочное оборуд наружной штанге,ражена принципдля сварки пов гидррам трато ое ь ю оп жит вращатель и ова нные на одной жную штанги, цен ание, установлен ольганги, подьемн Подписная группаИзвестны устройства для дуговой сварки поворотных стыков труб, содержащие центратор для сборки и центрирования труб, вращатель, штангу и сварочную головку.Описываемое устройство предназначено для сборки, вращения и автоматической сварки поворотных стыков труб. Оно обеспечивает возможность ведения процесса сварки различными способами, например, при хваткой стыка на позиции сборки и автоматической двухсторонней сваркой на позиции сварки,под слоем флюса или автоматической сваркой снаружи на позиции сборки с заваркой корня шва изнутри на позиции сварки под слоем флоса.Для улучшения качества сварк,ния производительности штанга вном устройстве выполнена из двухно расположенных частей, одназакреплена неподвижно и служитления на ней сварочной головки. ру. Всс механизмы смонтированы на обшей раме.Врашатель 1 опирается на стойку 2 и имеет возможность совершать колебательные движения на оси 8. Привод вращателя осуществляется от электродвигателя 4. К одному концу выходного вала вращателя 1 жестко прикреплена внутренняя штанга 5 с внутренним центратором б. Так как штанга 5 с центрато ром б и гидромагистралями вращается, а гидростанция не имеет вращательного движения, то на другом конце выходного вала вращателя установлено поворотное гидравлическое соединение 7.15 Наружная штанга 8, на которой смонтировано сварочное оборудование, выполнена подвижной. Перемещение наружной штанги на подшипниках 9 и 10 осуществляется с помощью реечного зацепления рейки 11 и шестер ни 12. Исполнение привода возможно какручное, так и электрическое с дистанционным управлением с позиции сварки. Перемещение наружной штанги 8 со сварочным оборудованием вызвано необходимостью следить за сва.25 риваемыми кромками из-за косины торцов.Возможны другие споосоы корректировки ту иСварочное оборудование, установленное нанаружную штангу 8, может быть различным 30 в зависимости от способа сварки первогослоя. В состав сварочного оборудования длясварки изнутри под слоем флюса входят кассета 18 со сварочной проволокой 14, сварочный автомат 15, бункер с флюсом 16 и флюсоотсос 17. 5Сварочный автомат и бункер жестко связаны с рамкой 18, которая двигается в направляющих плиты 19 и пальцами 20 связанасо штангой.При подаче давления в верхнюю полость 10цилиндра 21 поршень 22 вместе с рамкой опускается до 1 пора ролка 28 о внэтренн:ою поверхность трубы, при сбрасывании давленияв верхней полости цилиндра пружина 24 возвращает рамку со сварочным оборудованием 15в исходное положение.Рольганги 25 и 26 для продольного перемещения трубы выполнены с роликами, позволяющими осуществлять на транспортере вра.щение. 20Кроме сварочного манипулятора, в сварочную базу входят отсекатели для накатываниятруб па рольганги, сбрасыватели и другоесварочное и вспомогательное оборудование,Устройство работает по следующему технологическому циклу.Центратор 6. вместе со штангами 5 и 8 через обечайку 27 поддерживается подъемнымроликом 28. Труба с помощью отсекателейскатывается на рольганг 26 справа от центра- З 0тора, далее с помощью рольганга - 26 надвигается на центратор и останавливается перед роликом 28, который обеспечивает соосность центратора и надвигаемой трубы. Ролик28 опускается и центратор колесами 29 ложит- З 5ся на трубу. Последняя подается влево до техпор, пока ее правый торец не станет на позицию сборки.Масло от гидростанции подается в левыйцилиндр центратора; конус-поршень двигаетсявправо, раздвигает рычаги, фиксирует трубуотносительно центратора, исправляя при этомгеометрию торца.На рольганги 25 скатывается следующаятруба, которая подается влево до образования 45сварочного зазора,Масло подается в праву.о полость правогоцилиндра. Конус двигается влево, раздвигает рычаги, исправляется геометрия торца, трубы центрируются. После этого начинается прихватка стыка, во время которой с помощью ролика 28 регулируечся сварочный зазор. а с помощью вращателя 1 через штангу 5 идет вращение труб.После окончания прихватки масло подается в центратор, конусы расходятся и центратор сжимается, ролик 28 опускается.Трубы рольгангами подаются на позицшо сварки, масло поступает в центратор, который разжимается и фиксируется в трубах,С помощью привода перемещения наружной штанги 8 сваэочное оборудование устанавливается на стык. Начинается сварка. Корректировка по разделке кромки во время сварки осуществляется тем же приводом перемещения наружной штанги 8 с места сварщика.После окончания сварки центратор сжимается. трубы перемещаются вправо и останавливаются таким образом, чтобы левый торец сваренной трубы остановился за опорным роликом 28, но центратор на колесах 29 еще находился в трубе 80, Поднимается ролик 28 до упора в обечайку 27, центратор отрывает. ся от трубы, включаются рольганги, и сваренные трубы 80 и 81 перемещаются вправо так, чтобы возможно было скатить следующую трубу. Последовательность операций повторяется. Заваривается второй стык, трубы сдвигаются вправо за центратор и скатываются за пределы линии.Предмет изобретенияУстройство для сварки поворотных стыков труб, содержащее внутренний центратор для сборки и центрирования труб, вращатель со штангой для вращения труб при сварке и сварочную головку для автоматической сварки, отличающееся тем, что, с целью улучшения качества сварки и повышения производительности, штанга вращателя выполнена из двух концентрично расположенных частей, одна из которых закреплена неподвижно и служит для закрепления на ней сварочной головки,173358Составитель 3, П, Александрова едактор Т. В. Данилова Техред А. А. Камышникова Корректор Г, П, Зими 3188/19 Тираж 1675 Формат 60)(90 Чн Объем 0,27 изд, л, Цена 5 ко ИПИ Государственного комитета по делам изобретений и открытий СССРМосква, Центр, пр. Серова, д. 4Типография, пр. Сапунова, д. 2
СмотретьЗаявка
866863
Специальное конструкторское бюро Газстроймашина Главного управлени газовой промышленности при Совете Министров СССР
МПК / Метки
МПК: B23K 37/00, B23K 37/053
Метки: о1, поворотных, сварки, стыков, трубll, •gt
Опубликовано: 01.01.1965
Код ссылки
<a href="https://patents.su/3-173358-ustrojjstvo-dlya-svarki-povorotnykh-stykov-trubll-i-i-ir-v-iti-3-gt-amp-1-s-p-r-5l-o1-a.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для сварки поворотных стыков трубll: . и. и. •; . ir; v,: ; iti; 3 -•gt; amp; 1;: ;: -: ;: с: ; п р; 5л: ; о1;: а</a>
Внутренний центратор для сборки труб под сварку

Номер патента: 260779
Опубликовано: 01.01.1970
Авторы: Катков, Кузнецов, Счетчиков
МПК: B23K 37/053
Метки: внутренний, сборки, сварку, труб, центратор
...общий вид внутреннего центратора; на фиг, 2 то же, разрез по А - А на фиг. 1; на фиг. 3 схематично показано положение разжимных сегментов в момент ввода центратора в трубу.На корпус 1 внутреннего центратора насажена втулка 2 с шарнирно закрепленными подпружиненными рычагами 3, 4, Рычаги имеют сферические гнезда б, в которых с помощью осей б установлены наружные 7 и внутренние 8 разжимные сегменты. Всего п разжимных сегментов.Предложенное размещение сегментов 7, 8 в гнездах рычагов 3 и 4 позволяет им самоустанавливаться относительно внутрен верхности трубы 9 и тем самым обесп равномерность формирования обратног ка сварного шва и получение сварно 5 с равномерными свойствами по прочн Для разжима рычагов 3, 4 на корп бодно посажен конус...
Внутренний центратор для сборки труб под сварку

Номер патента: 283456
Опубликовано: 01.01.1970
Авторы: Белов, Демь, Хорохорин
МПК: B23K 37/053
Метки: внутренний, сборки, сварку, труб, центратор
...1, составленное из 12 формующих элементов, соединенных меяду собой с помощью пластин (накладок) 2 по плоскостям, параллельным осям труб 3 и 4, корпус 5, колеса б с пружинящим механизмом 7, поджимные башмаки 8 с подпружинивающими механизмами 9 и пружинами 10, которые обеспечивают плотное и надежное поджатие пояса под стыком свариваемых труб с допустимой эллипсностью и смещением кромок. Кроме того, устройство имеет рычаги 11 и 12, дефиксирующую пружину 18, подвижную 14 и неподвижную 15 втулки, стопорные винты 1 б, ребра жесткосги 17, курок 18, чеку 19, тросики 20 и 21 и стягивающий хомут 22, с помощью которого осуществляют сжатие поджимных башмаков и. подкладного пояса к центру трубы.Перед сваркой труб корпус 5 в разжатом состоянии...
Наружный центратор для сборки труб под сварку

Номер патента: 612766
Опубликовано: 30.06.1978
Авторы: Бутылкин, Журавлев, Пчелкин
МПК: B23K 31/06
Метки: наружный, сборки, сварку, труб, центратор
...захватами 10 и образует совместнос ними блоки. На обеих гранях каждого захвата имеется по два сферических гнезда, в каждом цз которых помещены шары 11, свободновращающиеся в любой плоскости. Шары 11предохраняются от выпадания планкой 12, закрепленной на захвате, например, с помощьюпотайного винта 13,Элементы 6 имеют ограниченный угол поворота вокруг оси 9 (например, около + 5 отвертикали).Шаровые опоры в захватах расположенытак, что при центрировании труб 14 и 15 в зависимости от их диаметра в контакт с нимивходят или внутренние или наружные шары.Центратор подвешивается с помощью троса 16, а сварочный аппарат 17 - с помощьютроса 18, не связанного с тросом 16,Наружный центратор работает следующимобразом,При сварке обсадных труб над...
Внутренний центратор для сборки стыков труб под сварку

Номер патента: 733944
Опубликовано: 15.05.1980
Авторы: Закревский, Малинин, Ротенфельд, Скакун, Униговский, Чопенко
МПК: B23K 37/04
Метки: внутренний, сборки, сварку, стыков, труб, центратор
...каретки 13 и состоящихиз венца 14 серег 15, штоков 16 и жимков 17 силового цилиндра, состоящегоиз поршня 18,жестко связанного с венцом 14, и корпуса 19, шарнирно соединенного с серьгой 20 с рамой 8, ипружины 21, Рама 8 снабжена колесами22 для перемещения внутри трубы,Серьги 20 необходимы для компенсациивозможного несовмещения осей рамы 8и силового цилиндра при разжатииопорных элементов. Центратор работает следующим образом.. После центровки и сварки очередного стыка центратор перемещаетсяна торец нитки трубопровода 23 дотех гор, пока подкладное кольцо 3(или сварочные горелки), размещенныемежду жимками 1 и 2, не окажется нанекотором расстоянии от торца трубопровода.Упоры 4 выдвигаются в рабочееположение, при этом их рабочие...
Стенд для сборки под сварку поворотных стыков труб

Номер патента: 941126
Опубликовано: 07.07.1982
Авторы: Боруцкий, Гольдфайн, Минасевич, Степановский, Униговский
МПК: B23K 37/04
Метки: поворотных, сборки, сварку, стенд, стыков, труб
...приводом,Роликоапора 8 установлена с возможностью продольного перемещения на осях1 Опри помощи возвратной пружины 9; роликоопоры 7 и 8 - с возможностью вертикальнопо перемещения посредством привода 10 (например, гидроцилиндров).Стенд оснащен механизмам совмеще 15ния торцов труб, выполненным в видеплатформы 11 с закрепленной на ней роликоопорой 12 для вращения труб и приспособления для смещения центра тяжестиплатформы относительно оси ее шарнирного закрепления на осноьании, котороеможет быть выполнено в виде противовеса 13.Роликоопора 12 также установлена свозможностью подъема приводом 10.25На основании 1 смонтирована такжеподдерживающая апора 14 для штанги 6.Платформа может быть выполнена ввиде шарнирного параллелограмма,Стенд...
Предыдущий патент: Станок для контакткошлаковои сварки
Следующий патент: 173359
Случайный патент: Трехфазный преобразователь переменного напряжения в постоянное