Способ контактной стыковой сварки оплавлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1696213
Авторы: Беляев, Богорский, Книгель, Кучер, Кучук-Яценко, Цыбуков, Чередничок



Текст
(54) СПОСОБ КОНТАКТНОЛ С Ы,О" Од ;ВАРКИ ОПЛАВ.ПБНИГ 157) Изобретение отностся к сварч:; .: .;:,- , ,.т бцть использовено пои кон гактн;:;: ц. .ОВСй СВВРКЕ ОПЛВВЛЕНИЕГ: ИЗГЕ: ИЕ РВЗНОРОДНЛ: .ГВ ЕРив; .;,.;Ег,;. ,с 1 бд-,НИЛ - ПОВЦВЕНИЕ КР.;,;., т.: -ч,;летелвоиз мвтн:"-;1иерв 1 уроЙ плввления 1 зг;Имн",.зуств:ввливвГот провдГ 1;и:;;в;дболее в- сс кой 1.ем пов . а, -:, ",. :. .гоокддке -понски поСвлке о.". ъ; .3 ирзклвГо;др .,ги, о Ки нв гсзра голл; и;,сч ; ; .; ; д,.т., Г, , С ); ". у ; "/ - ."., ,") )- те )Г(.ТВ,) К) 1 1,)0.Г ГОЗа),/"=,.)Ь -,),1 М ),)аяе )1)у: "ОЗ.".."8 та Х 306 Ретение ОТ")С)г)1:,)1, ". а,Ке И Ггс"ЖВТ бЫТЬ ИСГ)ОЛЬЗОБЗ.0 ;: ( гТак ГНОЙ СТЬ"ковой сваоке оплацлен)8)Изделий )3РЗЗНОРОДНЫХ МЗТ 8 РИ;1 С)Г),Цель изобретеия - ч )(Вн8 кдч)стВаСВЗРКИ.На чертике привеена схема располоЖ 8 НИЯ СВЗ)ИВЗВМЫХ,Г)Е)ТЗГ)8) ИЗ Раг 1 ЯО,",):Г.ных материалов,Су(Цность изОбОгпения за".Оцз;)тся вследующем, При контактной ст):) ксо) сарке оплавлением деталей из,.азор.)д) хМатЕРИаЛОВ, ИМЕ)ОЩИХ г)ЗЗЛИ).,У. ТЕМП)Г.Г)- туру плзВления, ме:)кп,)г г.(етапь)о Из г,;-.)Г, "гала с более ни )кг)" Тем.)ерз у)йПЛЗВЛЕНИя И ЗажИМ)И МИ губкаМИ уС аВливзют прокладки 2 из )4 зтер .)1 с боя)88ВЬСОКОИ Т 84 пеРЗТ)г)Г) ПГ)авгЕ) ИЯ, ) )," )1)г)- КЛаДКаХ ВЬ)ПОЛНЕН СКГ)С ПО) УГ;.О,) Г(, г),)ИЧем ТОЛ 6 ВЫбИра)Г ИЗ",Г,.г)овйя, Ч) )у ДО= К - где д - тол).(К):,:. )я.,Ок;дк м, ) -ПРИПУСК На ОПЛаВЛЕНИВ, М; (- Коац (; г) )тлежащий В предела:.)-.2), Л)ззу Л с"начена деталь из г)атег 1 а с бог)е; в с-.,ойтемперзтурОЙ плзвлен я,УСТЗНОВКЗ Ме)КДУ,Г)ет,:)Г Ью ИЗ МЗ-.ЗРг)г)ас более низкой темпера гурой г)г)Г;:;губками прокладок )гз ) гуго;.),Г) ( бВысокой темперзт):Г) пл аления ,Ке С)беСП 8)ИВЗВТ Н, ",г) Г)ИВ;) .К;Г0 кладк так кдк г, гз , (з ),;) .материалов тр)удносте), ) ет, . -.;лВЗРИтег)ЬН;)ГО гКог . 1) .1),)Кс В СТОРО) ОТ.;"ЫВС)-, ".": ЛОбеспечи Вает г) )3),с 1) р",0 ";: )ОГ)ЛЗ ВЛЕГ)ИВ ООЛ)ас с,й ";"К:)9 Д):):,.);)(ЦИХ К ДЕ) ЗЛИ ИЯ 4У 1 И л, гтемпеоатл)ОЙ и."г)ВЛ .)Ия. 1:) Зтд с) )сОвм 8 стноГО Г(лавления .рг(г) ),.)0)г " Р)8,").4 З Ма.еу)И 1; У ъ ,О .;8плавления не лежит ". Л.);(ест ).-р 8)- ), -кулярной направлен:го )8)Вм): - ,;он,) г т,.,Г) Ей ВО В ЕМ ЯП Л ,) с;:з и 1,) с,.у.РВЗУЛЬТЗТ 8 ВЗБ)ИМ(1 ); )ГЯ) ", Г 1 (Уа;, : 1 Г:л )вленнь)х повер)гногей о81); Прея(:ДВТЗЛИ ИЗ МЗТЕр)г)г)Г)а С бблсв В).) О, :":),; )РЗТУРОЙ ПЛЗВЛег ИЯ г ОЗ)-.ИКБЯТ С ); ОЛоженные к г)роклздк= В;:.Оне д);.О. Исв;Ниясоединения и нэп рве 8.:) ( В); .,Ч) ,Г".РЬГВ ПОИЖИМЗЮТ ПРКЛЗ).(ОЛ И К )г) Га )ИЯМагерИЗЛЗ С бОЛС( НИ ();,")( ,;ре);,Г)ЛЗВЛЕНИЯ,ЗКИЬг 0)ОРС)ЗСМ П 1 О);:"С)КВ лСРМИРУВ.)СЯ г)Рог.п ))и ". 1 П,"Зли из материала ,: бо);. о ).1, (От Мпеоатурой плавлеия,Г Р И М 8 Э, )С).:0(ГГ.УГ) "Ч: 0 (НОР(ъднь)Х а)О., гг);4 , я, гНИЯ МЗРКИ А 7, )г)3 ЗХ ДВ) Гг)Ег):-;,-)Г).алк)мин(1) имее более )Р)зкуо те,фп -р ; р п)Звлсния (гальная деГзль и: )8( у-". )"Ни60 х 8 О мм, злюминиезая Зб) х 7 С,г ц,- на пг)оклад(1 к составляет О,.2 ".(; - - ОПЛЗВЛВНИЯ ПРОКЛЗДОК СОСТЗВЛЯ "Т ., ).)(г Р, г(ля значе)-и)й д= (.) (, ) мпредельных значениях козфф); л ,с, - . " и К = 20 получа)от 0696213 Составитель А, АнтошинТехред М.Моргентал КорректорО. Кравцова едактор А. Мотыль акая 4 83БНИИП Тираж Подписноеосударственного комитета по изобретениям и открытиям при ГКНТ 113035. Москва, Ж, Раушская наб., 4/5 оизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина низкой температурой плавления, но с другой стороны не обеспечивается качественная приварка самих прокладок. Это объясняется тем, что величина скоса становится соизмеримой с припуском на оплав ление, При этом условии разогрев места приварки прокладок недостаточный, что и определяет снижение механических харак. теристик, как при отрыве прокладок, так и при приложении изгибающих усилий к дега ли из материала с более низкой температурой плавления.Применение прокладок с углом скоса а в пределах 50-80, соответствующим значению коэффициента К в пределах 2 - 20, 15 обеспечивает при сварке повышение качества сварного соединения и высокую эксплуатацион ную надежность,Применение предлагаемого способа сварки разнородных материалов позволяет 20 повысить эксплуатационную надежность сварного соединения, Качественное изменение в лучшую сторону характеристик сварного соединения позволяет перейти на более прогрессивную разъемную конструк цию токоподвода к катодному блоку электролизера, применяемого при производстве алюминия, Разъемная конструкция позволяет длительное время использовать катодный спуск, представляющий собой гибкий алюминиевый токоподвод.Формула изобретения 1. Способ контактной стыковой сварки оплавлением разнородных материалов, при котором между деталью иэ материала с более низкой темдературой плавления и зажимными губками устанавливают прокладки из материала с более высокой температурой плавления, о т л и ч а ю щ и йс я тем, что, с целью повышения качества сварки, на прокладках предварительно производят скос кромок, причем скошенную часть прокладок в процессе сварки оплавляют,2, Способ по п. 1, о т л и ч а ю щ и й с я тем, что скос кромок выполняют под углом а к плоскости контакта прокладки с деталью из материала с более низкой температурой плавления, причем угол а выбирают из условия щ а = К д/1, где д - толщина прокладок; - припуск на оплавление; К - коэффициент, находящийся в пределах 2-20.
СмотретьЗаявка
4671482, 03.04.1989
ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
КУЧУК-ЯЦЕНКО СЕРГЕЙ ИВАНОВИЧ, БЕЛЯЕВ ДАНИИЛ ИВАНОВИЧ, БОГОРСКИЙ МИХАИЛ ВЛАДИМИРОВИЧ, ЧЕРЕДНИЧОК ВИТАЛИЙ ТИМОФЕЕВИЧ, КУЧЕР ВАЛЕРИЙ ЛЕОНИДОВИЧ, ЦЫБУКОВ ИГОРЬ КИРИЛЛОВИЧ, КНИГЕЛЬ ВЛАДИМИР АВГУСТОВИЧ
МПК / Метки
МПК: B23K 11/04
Метки: контактной, оплавлением, сварки, стыковой
Опубликовано: 07.12.1991
Код ссылки
<a href="https://patents.su/3-1696213-sposob-kontaktnojj-stykovojj-svarki-oplavleniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ контактной стыковой сварки оплавлением</a>
Устройство для сварки начальных и концевых участков сварного шва

Номер патента: 747641
Опубликовано: 15.07.1980
Авторы: Богдановский, Гавва, Задорожный, Закута, Затуловский, Католиченко, Кириевский, Рогатюк
МПК: B23K 9/00
Метки: концевых, начальных, сварки, сварного, участков, шва
...которых установлено формирующее приспособление, напримермедный кокиль 3 с ферромагнитной массой 4. Между рабочей поверхностьюГ-образных магнитопроводов электромагнитов 2 и внешними боковыми стенкамиокиля 3 расположен упругий элементнапример пружина.Все электромагниты. жестко крепятсяна тележке б, которая перемещаетсяпо направляющим 7, Рабочие поверхности электромагнитов 1 взаимодействуютс торцами свариваемых листов 8.,ПрямЫе магнитопроводы электромагнитов 1с одной стороны замкнуты магнитопроводами 9.Устройство работает Следующим образомСвариваеьье листы 8 укладываютв сборочный стенд, совмещают свариваеьне кромки 10 листов и зажимают их. По направляющим 7 посредствомподвижных тележек б устройство длясварки начальных и...
Датчик давления и температуры
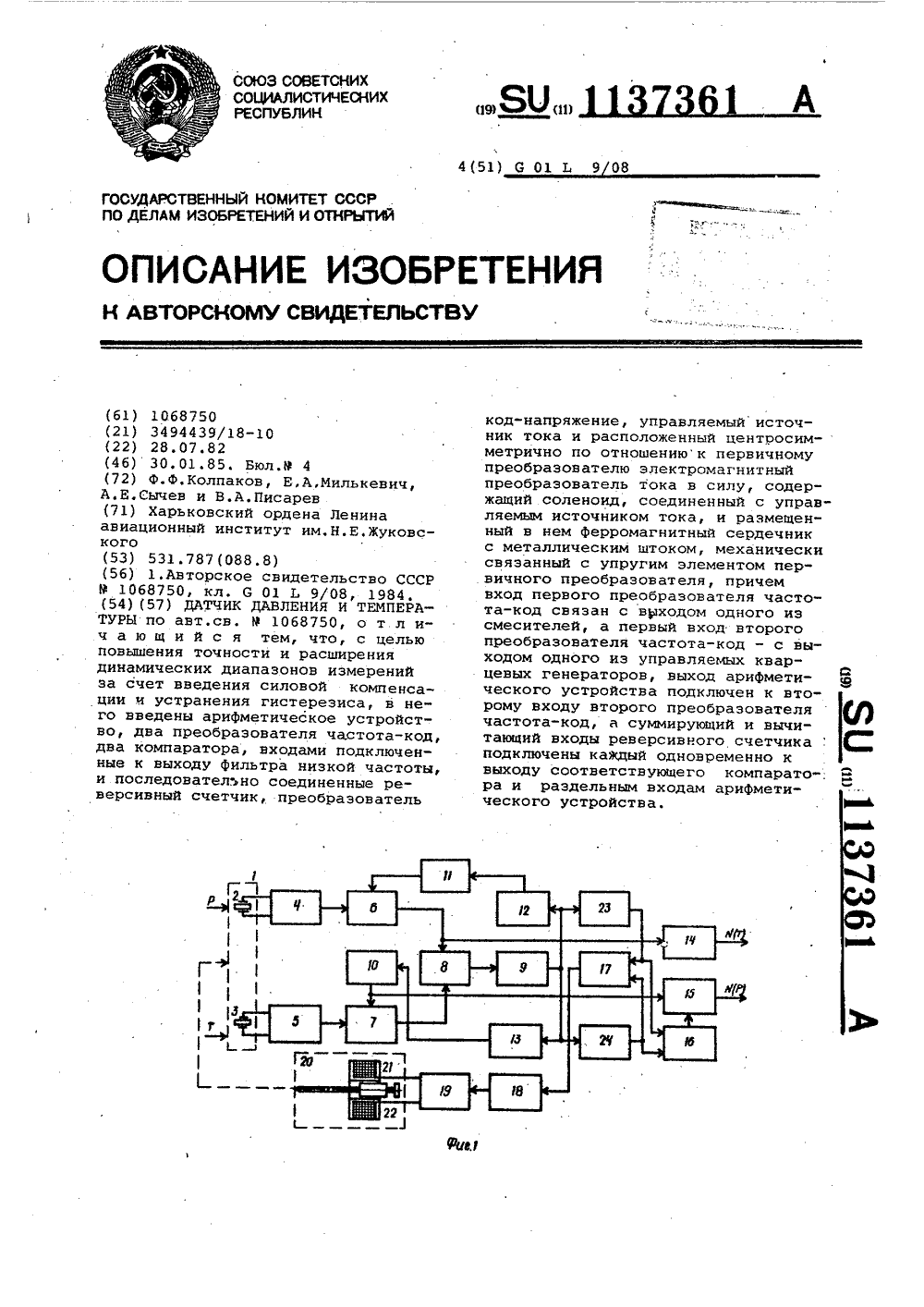
Номер патента: 1137361
Опубликовано: 30.01.1985
Авторы: Колпаков, Милькевич, Писарев, Сычев
МПК: G01L 9/08
Метки: давления, датчик, температуры
...первым входом подключен к выхоцу управляемого кварцевого генератора 10, а вторым входомсоединен с последовательно включенными арифметическим устройством 16,подключенным к суммирующим и вычитающим входам реверсивного счетчика17, преобразователем 18 код-напряжение, управляемым источником 19тока, электромагнитным преобразователем 20 тока в силу, содержащемсоленоид 21 ферромагнитный сердечник с металлическим штоком 22, механически связанный с упругим зле.ментом. Компараторы 23 и 24 входами подключены к выходу фильтра 9низкой частоты, а выходами - к суммирующему и вычитающему входамреверсивного счетчика 17 соответственно.Датчик давления и температуры работает следующим образом.Пьезорезонаторы 2 и 3, размещенные на упругом элементе...
Устройство для стабилизации электрического напряжения и температуры

Номер патента: 1115033
Опубликовано: 23.09.1984
Автор: Буин
МПК: G05F 1/56
Метки: стабилизации, температуры, электрического
...упрощение стабилизирующего устройства и снижение потребляемой энергии.Поставленная цель достигается тем, что в устройстве для стабилизации электрического напряжения и температуры, содержащем транзисторный регу,лирующий элемент последовательного типа, включенный между клеммами для подключения одного из полюсов первичного источника питания и одного иэ выводов нагрузочного элемента, измерительный орган напряжения, состоящий иэ резистивного делителя, напряжения и опорного элемента, подключенных к выхоДу стабилизатора, первый дифференциальный усилитель, входы которого соединены.с сигнальным и опорным выходами измерительного органа напряжения, транзисторный нагревательный элемент и датчик температуры, размещенные в термостате, второй...
Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления

Номер патента: 1496960
Опубликовано: 30.07.1989
Авторы: Денбновецкий, Ланбин, Лещишин, Михайлов, Назаренко, Рыбак, Терлецкий, Шаповал
МПК: B23K 15/00
Метки: визуализации, пучком, сварке, стыка, шва, электронным
...работой .Формирователя 21, вырабатывающего в соответствии с опорной частотой тактовые импульсы Етдля формирователя 12 адресов элементов памяти, импульсы записи Еь . для блока 13 памяти и импульсы квантования Е для аналого-цифрового преобразователя 14. Блок 12 формирования адресов элементов памяти реализуется на цифровых ин тегральных счетчиках типа К 531 ИЕ 17.Устройство для визуализации стыка и шва при сварке электронным пучком работает с периодическим прерыванием процесса Формирования сварного шва на время растрового зондирования рабочего участка стыка свариваемых деталей. Алгоритм работы устройства задает блок 11 формирования временных интервалов, Перед сваркой электроннолучевую пушку 2 устанавливают над стыком свариваемых деталей...
Способ соединения деталей контактной рельефной сваркой

Номер патента: 1761407
Опубликовано: 15.09.1992
Авторы: Быковский, Миняйло, Пиньковский, Рябов, Ценципер
МПК: B23K 11/14
Метки: контактной, рельефной, сваркой, соединения
...металл ядра в большинстве случаев представляет собой жидкий раствор свариваемых разнородных металлов с резко различными физи1761407 Составитель Э.ВетроваТехред М.Моргентал Корректор Н, Ревская Редактор Заказ 3216 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, 101 ко-химическими свойствами. Его удаление вследствие внутреннего выплеска уменьшает количество интерметаллидных соединений свариваемых металлов и поэтому повышает качество сварного соединения.Регламентирование времени от выключения тока сварки до начала проковки сварного соединения дает более полное удаление жидкого металла и...
Предыдущий патент: Машина для контактной стыковой сварки
Следующий патент: Способ наплавки ферромагнитных порошков на внутренние цилиндрические поверхности
Случайный патент: Способ очистки капилляров ампул перед их запайкой и устройство для его осуществления