Способ определения качества керамических изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
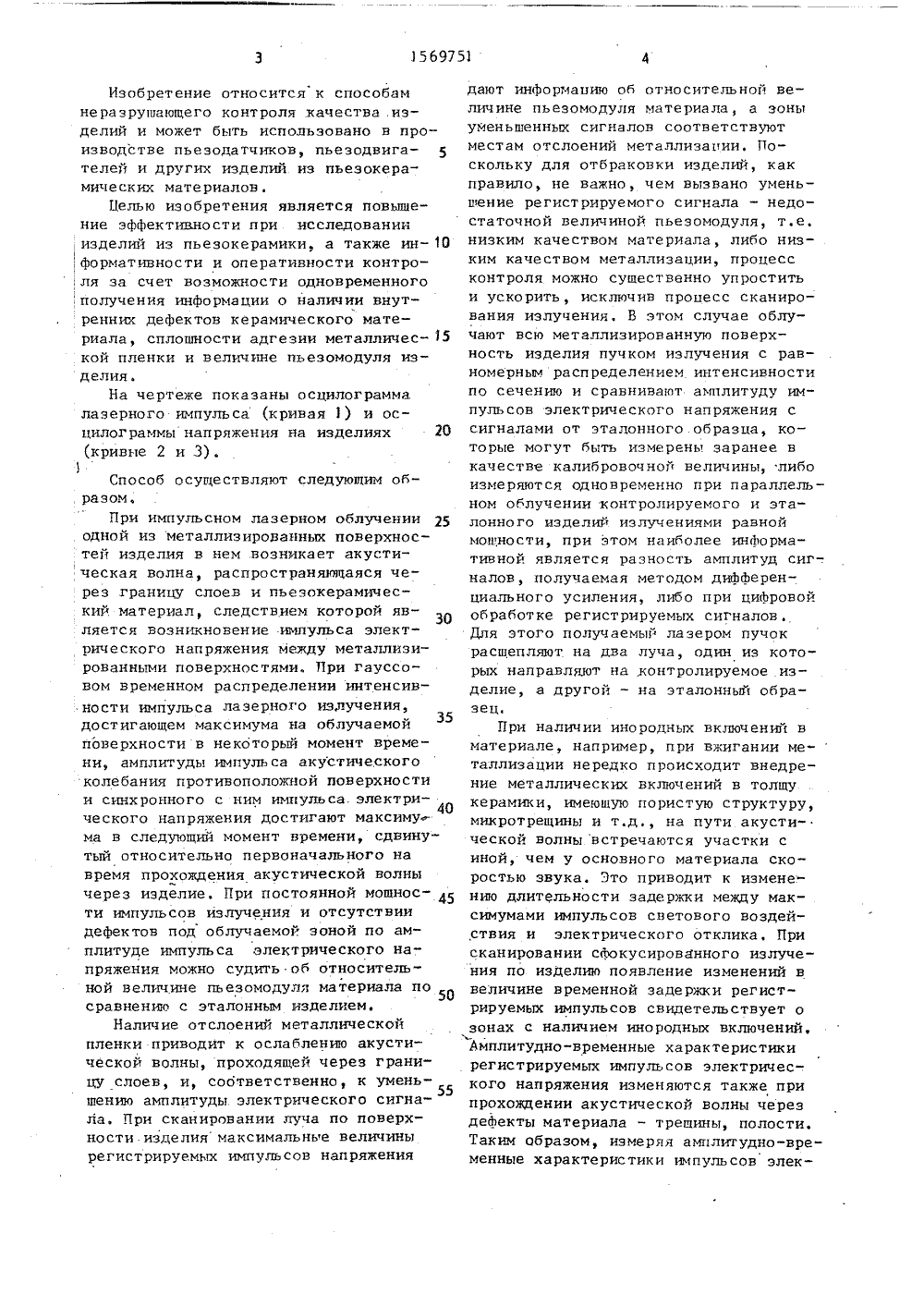
СОНИ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК ЯОИ 569751 51)5 С 01 Е 29/22 ЙИИ ВЮН 6- Ь." 1 БЛ 1 ОПИСАНИЕ ИЗОБРЕТЕНИЯ таад 0 ЗНаеМЪЛКсОъЗЗджгаюУЮащаиф-2 юл. Р 21 о-техниче ского "прогресс" Чере г. Москвы ков, А.А.Карабу В.Рысь, С.Л.Сер твормуш ов,88.8)Р. К., Не 1 гтпап Р.1.7 йегесгоп гп яггпЬу ясапп 1 пе рпосоасору. Арр 1. Раув.1 ес9, р. 779-781. РЕДЕЛЕНИЯ КА ЕСТВА КЕ к способ 54) СПОСОБ РАМИЧЕСКИХ 57) Изобре еразрушающ делий и мож ЛР: ние относит ства изго контроля ка т быть использ о ва ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЬПИЯМПРИ ГКНТ СССР чества молодеж кинского район (72) И.В.Галишн А.В.Резников, и Е,П.Звонарев (53) 541.183 ( (56) КЬапйе 1 тта а 1. ВигКасе Г 1 Сцга 1 сегаш 1 ся аягхс ярессгоя 1980, ч. 37, Р изводстве пьезодатчкс Впьезодви ателя и других изделий из пьезокерамических материалов. Целью изобретенияявляется повышеие эКектвпости приисследовании издали цз пьезокерамики, а также нс 1 армативности и оперативности контроля. Бель достигаетсяпутем одновременного получения иформации о наличии внутренних дефектовкерамического материала, сплогнсстиадгезии металлической пленки и величине пьезомодуля изделия. Способвключает воздействие на пьезокерамическое изделие жпульсами лазерногоизлучения, регистраию времени запаздывания и амплитудь импульса злектрчческого напряжения, которые и определяют качество изделия согласно кривой 1 лазерного излучсния и кривых2 и 3 импульса электрического иапряяения, 3 з.п, Ф-лы, 1 ил.Изобретение относится к способам неразрушающего контроля качества изделий и может быть использовано в производстве пьезодатчиков, пьезодвигателей и других изделий из пьезокерамических материалов.Целью изобретения является повыше ние эффективности при исследовании изделий из пьезокерамики, а также ин О ,формативности и оперативности контро,ля за счет возможности одновременного получения информации о наличии внутренних дефектов керамического материала, сплошности адгезии металличес кой пленки и величине пьезомодуля изделия.На чертеже показань 1 осцилограмма лазерного импульса (кривая 1) и осцилограммы напряжения на изделиях 2 О (кривые 2 и 3). Способ осуществляют следующим образом,При импульсном лазерном облучении 2одной из металлизированных поверхностей изделия в нем возникает акустическая волна, распространяющаяся через границу слоев и пьезокерамический материал, следствием которой является возникновение импульса электрического напряжения между металлизированными поверхностями. При гауссовом временном распределении интенсивности импульса лазерного из,пучения,достигающем максимума на облучаемой35поверхности в некоторый момент времени, амплитуды импульса акустическогоколебания противоположной поверхностии синхронного с ним импульса. электри -ческого напряжения достигают максимума в следующий момент времени, сдвинутый относительно первоначального навремя прохождения акустической волныччерез изделие. При постоянной мошности импульсов излучения и отсутствиидефектов под облучаемой зоной по амплитуде импульса электрического напряжения можно судить об относительной величине пьезомодуля материала посравнению с эталонным изделием.Наличие отслоений металлическойпленки приводит к ослаблению акустической волны, проходящей через границу слоев и, собтветственно, к уменьФ Ф55шению амплитуды электрического сигнала. При сканировании луча по поверхности изделия максимальнье величинырегистрируемых импульсов напряжения дают информацию об относительной величине пьезомодуля материала, а зоны уменьшенных сигналов соответствуют местам отслоений металлизапии. Поскольку для отбраковки изделий, как правило, не важно, чем вызвано умень - пение регистрируемого сигнала - недостаточной величиной пьезомодуля, т.е, низким качеством материала, либо низким качеством металлизации, процесс контроля можно существенно упростить и ускорить, исключив процесс сканирования излучения. В этом случае облучают всю металлизированную поверхность изделия пучком излучения с равномерным распределением интенсивности по сечению и сравнивают амплитуду импульсов электрическот о напряжения с сигналами от эталонного образца, которые могут быть измерень 1 заранее в качестве калибровочной величины, либо измеряются одновременно при параллель - ном облучении контролируемого и эталонного изделий излучениями равной мощности, при этом наиболее информативной является разность амплитуд сиг-. налов, получаемая методом дифференциального усиления, либо при цифровой обработке регистрируемых сигналов, Для этого получаемый лазером пучок расщепляют на два луча, один из которых направляют на контролируемое изделие, а другой - на эталонный образец.При наличии инородных включений в материале, например, при вжигании ме-таллизации нередко происходит внедрение металлических включений в толщу керамики, имеющую пористую структуру, микротрещины и т,д., на пути акустической волны встречаются участки с иной, чем у основного материала скоростью звука. Зто приводит к изменению длительности задержки между максимумами импульсов светового воздействия и электрического отклика, При сканировании сфокусированного излучения по изделию появление изменений в величине временной задержки регистрируемых импульсов свидетельствует о зонах с наличием инородных включений. Амплитудно-временные характеристики регистрируемых импульсов электрического напряжения изменяются также при прохождении акустической волны через дейекты материала - трещины, полости. Таким образом, измеряя амплитудно-временные характеристики импульсов элекЗаказ 1446 Тираж 562 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул, Гагарина,101 трич еского напряжения, возникающего.между металлизированными поверхностями пьезокерамического изделия, одна из которых подвергается импульсному лазерному облучению, можно:осуществлять контроль изделия по совокупному параметру качества, включаюшему информацию о несплошности адгезии металлической пленки к керамике, относительной величине пьезомодуля керамического материала и наличии в изделии внутренних дефектов, При смене контролируемых изделий требуется только приложение электропроводящих контактов к металлизированным поверхностям, что позволяет автоматизировать смену изделий и обеспечивает оперативность процесса контроля. Для отбраковки изделий в серийном производ стве можно дополнительно повысить оперативность и упростить процедуру контроля, облучая сразу всю металлизированную поверхность широким пучком излучения, В этом случае не требует ся сканирование излучения относительно изделия и необходимая информация может быть получена за один импульс лазерного излучения.П р и м е р. Кривая 1 показывает 30 момент воздействия лазерным импульсом на поверхность изделия, а кривые 2 и 3 - отклик на это воздействие.Из чертежа видно, что кривая 2 относится к изделию без существенных де 35 фектов, а кривая 3 - к изделиям с отслоениями и другими дефектами.Предлагаемый способ позволяет увеличить количество информации о параметрах испытуемого изделия и уменьшить время ее получения. Это снижает трудоемкость и стоимость испщтаний изделий из пьезокерамики. формула изобретения 45 Способ определения качества керамических изделий, включающий облучение поверхности изделия лазерным излучением, измерение изменения пара-,г метров изделия и опенку качества по измеренным параметрам, о т л и ч а ющ и й с я тем, что, с целью повышения эффективности при исследовании изделий из пьезокерамики, осуществляют импульсное облучение одной из металлизированных поверхностей, в качестве измеряемых параметров используют время запаздывания и максимальную амплитуду импульса электрического напряжения, возникающего между металлизированными поверхностями изделия, а при оценке качества определяют соответственно наличие внутренних дефектов пьезокерамического материала по времени задержки, а наличие полостей или зазоров между металлизацией и поверхностью пьезоматериала и величину пьезомэдуля - по максимальной амплитуде импульса электрического напряжения. 2, Способ по п,2, о т л и ч а ю - щ и й с я тем, что, с целью повышения информативности. измерений, при облучении металлизированной поверхности осуществляют относительное перемешение испытуемого иэделия и лазерчого луча.3, Способ по п 1, о т л и ч а ю - щ и й е я тем, что, с целью повышения оперативности, осушествляют одновременное облучение всей металлизированной поверхности однородным лазерным лучом, диаметр которого выбран превышающим линейные размеры металлизированной поверхности, при этом не- металлизированные поверхности испытуемого изделия экранируют.4. Способ по пп. 1-3, о т л и - ч а ю щ и й с я тем, что, с целью повьппения оперативности, осуществляют облучение металлизированных поверхностей испытуемого и эталонного изделий, а оценку качества осуществляют по разности параметров, измеренных на испытуемом и эталонном изделиях,
СмотретьЗаявка
4422422, 20.05.1988
ЦЕНТР НАУЧНО-ТЕХНИЧЕСКОГО ТВОРЧЕСТВА МОЛОДЕЖИ "ПРОГРЕСС" ЧЕРЕМУШКИНСКОГО РАЙОНА Г. МОСКВЫ
ГАЛИШНИКОВ ИГОРЬ ВИКТОРОВИЧ, КАРАБУТОВ АЛЕКСАНДР АЛЕКСЕЕВИЧ, РЕЗНИКОВ АНДРЕЙ ВЛАДИМИРОВИЧ, РЫСЬ СЕРГЕЙ ВАСИЛЬЕВИЧ, СЕРЕГИН СЕРГЕЙ ЛЬВОВИЧ, ЗВОНАРЕВ ЕВГЕНИЙ ПАВЛОВИЧ
МПК / Метки
МПК: G01R 29/22
Метки: качества, керамических
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/3-1569751-sposob-opredeleniya-kachestva-keramicheskikh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения качества керамических изделий</a>
Устройство для получения периодических импульсов рентгеновского излучения

Номер патента: 46002
Опубликовано: 29.02.1936
Авторы: Александров, Раков
МПК: H05G 1/00
Метки: излучения, импульсов, периодических, рентгеновского
...напряжения в этом случае на сопротивлении 17, так что ток через рентгеновскую трубку прекратится.Регулируя величину сопротивления 23 или емкости 24, можно изменить время заряда конденсатора 24, а вместе с ним длительность импульса тока через трубку.На фиг, 7 и 7 представлены кривые, характеризующие работу этой схемы. Момент 1 соответствует замыканию, ключа 25, момент же 1, - срабатыванию тиратрона 19. Кривая 1, изображает падение напряжения на сопротивлении 17, Прямая О, характеризует отрицательное смещение, подаваемое на сетку рентгеновской трубки от источника 3. Кривая П 1 изображает результирующее напряжение на сетке трубки, получаемое как разность мгновенных значений кривых 1, и 11,. Во время положительного потенциала трубка...
Устройство для определения качества изделий по электрической прочности изоляции

Номер патента: 1746335
Опубликовано: 07.07.1992
Автор: Кисляков
МПК: G01R 31/14
Метки: изоляции, качества, прочности, электрической
...блока памяти (например, в виде репрограммируемой памяти с ультрафиолетовым стиранием), к адресному 5 10 152025 3035404550 изделие, одновременно анализируется доснижение ими предельных значений. Как только любой, хотя бы один из этих параметров, достигает своего предельного значения, блок 2 управления переходит в третье состояние (фиг. 3), На фиг, 4 показано, что, начиная с момента времени Т 2, при росте испытательного напряжения до его предельного значения ток не достигает предельного уровня, что характерно для изделий, относящихся к высшей классификационной группе по величине прочности электрической изоляции, Для таких изделий проверка фактического напряжения пробоя не должна производиться, так как это значение больше предельно...
Устройство для генерации импульсов лазерного излучения
Номер патента: 1493046
Опубликовано: 10.07.1996
МПК: H01S 3/082
Метки: генерации, излучения, импульсов, лазерного
1. Устройство для генерации импульсов лазерного излучения, содержащее задающий и исполняющий лазеры, оптически связанные между собой, блоки накачки активных элементов которых синхронизированы, а спектральные диапазоны излучения обоих лазеров перекрываются, в резонаторе исполняющего лазера установлен активный затвор, электрически связанный с блоком управления, вход которого соединен с фотоэлементом, оптически связанным с активным элементом задающего лазера, отличающееся тем, что, с целью стабилизации частоты выходного излучения, перед фотоэлементом установлен спектральный фильтр, пространственно разделяющий излучение задающего лазера по длинам волн в области перекрытия спектра задающего лазера со спектром исполняющего лазера.2....
Устройство для измерения параметров импульсов периодического электрического сигнала

Номер патента: 789907
Опубликовано: 23.12.1980
МПК: G01R 29/02
Метки: импульсов, параметров, периодического, сигнала, электрического
...триггер 7 пуска, счетчик 8 импульсов, триггер 9 и пусковой блок 10.Устройство работает следующим образом.В исходном состоянии ключи 2 и 5 находятся в выключенном состоянии . и измеряемые импульсы не поступают ни на отсчетный блок 3, ни на формирователь б запускающих импульсов. Для замера параметров одного или серии импульсов при подаче на вход периодического напряжения пусковым блоком 10 опрокидывается триггер 9, и первый измеряемый импульс или его часть, которая в момент включения находится на выходе входного блока 1, Мереэ усилитель 4 и ключ 5 подается на формирователь б запускающих импульсов, который вырабатывает импульс в момент окончания - действия каждого импульса, поступающего на вход устройства.Первым управляющим...
Устройство для отбраковки изделий из магнитных материалов по качеству их термический обработки

Номер патента: 49424
Опубликовано: 31.08.1936
Автор: Нифонтов
МПК: B07C 5/344, G01N 27/82
Метки: качеству, магнитных, отбраковки, термический
...и зажжет сигнальную лампу 2 б через контакт 23,При смене испытуемых деталей одноготипа деталями другого типа меняетсялишь зазор ярма согласно размерам иформе новой детали, и меняется силатока в катушке 7 б, которая (сила тока)только один раз устанавливается экспериментально, согласно требованиям,предъявляемым к данной детали, и соответственно марки стали, из которойизготовляются данные детали.На описанном приборе могут контролироваться шарикоподшипниковые кольца, ролики, шарики (крупные), метчики,плашки, сверла, калибры, прутки, стали ипр,Рассматриваемым прибором можетбыть контролируема как степень закал.ки, так и степень отпуска.На рассматриваемом приборе контроль производится вручную человеком.Ниже приводится описание приборадля...
Предыдущий патент: Способ контроля фазированных антенных решеток
Следующий патент: Способ определения расстояния до места двухфазного короткого замыкания
Случайный патент: Ручной инструмент для резки проволоки