Способ управления процессом обработки на станке с числовым программным управлением
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1502259
Авторы: Батуев, Колесников
Текст
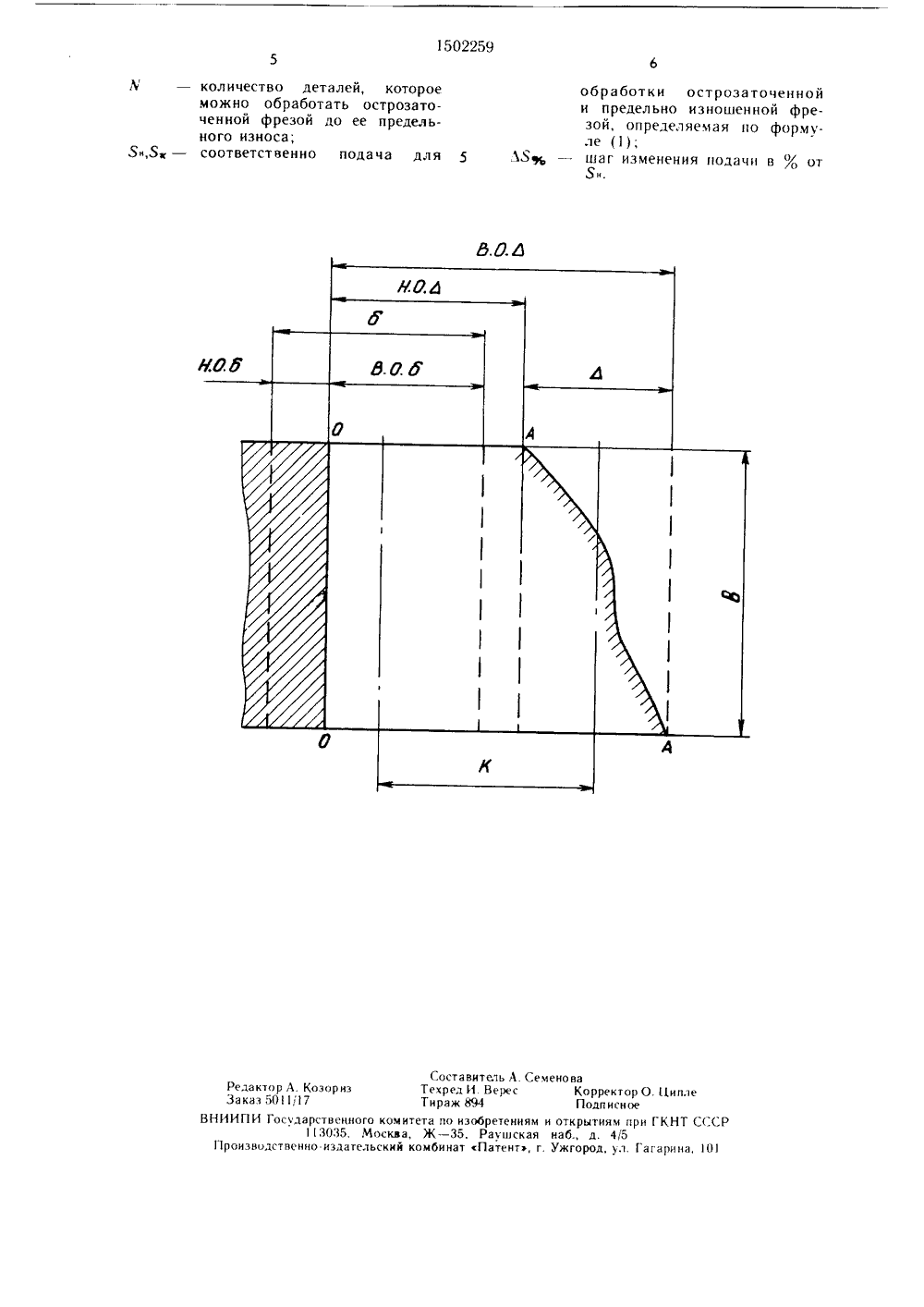
(19) 8 О (11) 225 23 15 00 ОПИСАНИЕ ИЗОБРЕТЕНИЯ тиЕ СЛО ИЕМ ботке поль Сп б осу браносится к обрможет быть обработке ца имущественно фрезами.ия - повыше аботки за с ов резания со ботке ме использо станках вляют следующим дача на зуб фрезы, мм/зуб; гд ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР А ВТОРСКОМУ СВИДЕТЕЛЬСТ(54) СПОСОБ УПРАВЛЕНИЯ ПРОСОМ ОБРАБОТКИ НА СТАНКЕ С ЧИВЫМ 11 РОГРАММНЫМ УГРАБЛЕН(57) Изобретение относится к обрьметаллов резанием и может быть цсзовано для повышения точности и п Изобретение отаталлов резанием ивано при контурнои с ЧПУ деталей пре сложной формы концевымиЦель изобретен ние производительности обр чет учета взаимосвязи режим степенью износа инструмента.На чертеже представлено сечение обработанной поверхности нормальной к ней плоскостью, проходящей через ось фрезы.На схеме приняты следующие обозначения: В ширина фрезерования; 00 номинальная образующая обработанной поверхности (по чертежу); АА реальная образующая обработанной поверхности; Н.О.6 и В.0.6 - соответственно нижнее и верхнее предельные отклонения размеров контура детали; 6 - ширина поля допуска на размер детали; Н.О.Л и В.О.Л - соответственно нижняя и верхняя границы поля изменения погрешности обработки; Л - ширина поля изменения погрешности обработки; К - величина коррекции траектории. водительцости контурной обработки ца стан. ках с ЧПУ. Цель изобретения - повышение производительности обработки. (ля зтого определяют допустимы подачи для обработки контура детали острозаточе ни ым 5 и предельно изношенным 5 ццструмецтамц. Корректируют траекторию движения инструмента так, чтобы в каждой точке контура поле изменения погрешностей обработки при увеличении износа инструмента от начального до максимального значения при соответствующем уменьшении подачи от 5 до 5 оставалось неизменным ц располагало ь внутри поля допуска на соотнетствукгщцй размер. 1 з.п. ф-лы, 1 цл. зом.Величина износа фрезы компенсируется соответствующим изменением скорости продольной подачи. Увеличение силы резания при увеличении износа инструмента будет компенсировано снижением силы резания от умецыпения подачи. Стабилизированная таким образом сила резания вызовет образование стабильной погрешности обработки.Рассчитанная по предложенной зависимости подача 5,обеспечивает величину поля рассеяния погрешностей обработки, це превышающую поля допуска 6 на выдерживаемый размерКХ, Г,1502259 спирального зуба м;пряжений в лвидеформируемого ываемого размеугол наклонафрезы, грал;диаметр фрезы, минтенсивность нажущемся объемеметалла;лопуск обрабатра, мм; К=0,252(хгицхак - хгигрг ) +.рг (сохувсе- соьуз) ; ч;ч 1 границы угла контакта т-го зуба фрезы с деталью; рг - коэффициент трения инструмента о деталь;(р - величина износа инструмента по задней поверхности, мм;- угол наклона условной плос.кости сдвига;угол лействия;гц - число одновременно работаюгцих зубьев фрезы,Уменьшение подачи по мере износа инструмента может производиться либо непрерывно по алгоритму, заложенному в программное обеспечение микропроцессорной системы ЧПУ, либо дискретно вручную с пульта управления УЧПУ переклкчателем коррекции скорости движения подачи.Дискретное уменьшение подачи с шагом Л 5 чпроизводится каждый раз после обработки и деталей 25-- количество деталей, после обработки которого производится уменьшение подачи на Л 5 А - количество деталей, котороеможно обработать острозаточенной фрезой до ее предельного износа;5. и 5 - соответственно подача для обработки острозаточенной и предельно изношенной фрезой, определяемая по формуле (1); Л 5 - шаг изменения подачи,от 5 или цена деления переключателя коррекции скорости движения подачи (обычно 20%). где и 1К 1= ---0,5 хги 5 ( с сх 2 в - сох 2 Ч 1)-+- Л, ,45 + с) ФР Уг ) - - 0,5(хг 112 р,55 Формула изобретения где и 1. Способ управления процессом обработки на станке с числовым програм+ сокЯт)г - г)1 ) - 0,5 (я 12 у. - я 112 грф; ми ым у и ра влением, за ключа ющийся в смещении траектории движения инструмента на величину, компенсирующую погрешности обработки от упругих деформаций технологической системы под действием усилия резания так, чтобы в каждой точке контура поле изменения погрешностей обработки при увеличении износа инструмента от начального до максимального значения располагалось внутри поля допуска на соответствующий размер, отличающийся тем, что, с целью повышения производительности, для обработки острозаточенным инструментом назначают максимально допустимую подачу и уменьшают подачу по мере 15 износа инструмента в соответствии с фор- мулой 20 гле 5., - подача на уб фрезы, мм,гзуб; жесткость те.,шлогической системы, Н/мм;;сг угол наклон ы спирал ьного зубыфрезы, грал;1) - диаметр фрезы, мм;о, интенсивность напряжений в лви.жущемся об ьеме леформируемого 30 металла;допуск обрабытывысмого размера, мм; К. == 0,252,( яиг)г - хги тр, ) +- р 1 ( со,кр -- с ох 1 гг) ;35 г 1 г,уг - границы угла когггакты г:гс зуба фрезц с деталью;)1 г - коэффициенг трения инструмента о леталь.lз - величины износа инструмента по залнсй попер хгин ти, м м;г - угол наклона условной плоскости сдвига;пл лействия,50 2 Способ по и 1 от,гичающийся тем,что уменьшение подачи производят дискретно с шагом Л 51, каждый раз после обботки и леталеи. Н 5 нЬ 5;количество деталей, после обработки которого производится уменьшение подачи на Л 51502259 Составитель А СеменоваРедактор Л. Козорнз Техред И Верес Корректор О, ЦиплеЗаказ 501117 Тираж 894 Подп исн оеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР3035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно. издательский комбинат сПатент, г. Ужгород, ул. Гагарина, 101 А - количество деталей, котороеможно обработать острозаточенной фрезой до ее предельного износа;5,5 - соответственно подача для обработки острозаточенной и предельно изношенной фрезой, определяемая по формуле (1);5 Л 5 ь - шаг изменения подачи в % от5 н,
СмотретьЗаявка
4245907, 15.05.1987
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА
КОЛЕСНИКОВ ВЛАДИМИР ИВАНОВИЧ, БАТУЕВ ВИКТОР АНАТОЛЬЕВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: программным, процессом, станке, управлением, числовым
Опубликовано: 23.08.1989
Код ссылки
<a href="https://patents.su/3-1502259-sposob-upravleniya-processom-obrabotki-na-stanke-s-chislovym-programmnym-upravleniem.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом обработки на станке с числовым программным управлением</a>
Способ изготовления шаблонов для корректированных профилей фасонного затылованного режущего инструмента, например фрез, снабженного передним углом резания

Номер патента: 134448
Опубликовано: 01.01.1960
Авторы: Запорожец, Рейзенкинд
МПК: G01B 3/14
Метки: затылованного, инструмента, корректированных, например, передним, профилей, режущего, резания, снабженного, углом, фасонного, фрез, шаблонов
...на чертеже.На чертеке изображено приспособление для изготовления шаблонов по описываемому способу.Изготовляют одновременно два вспомогательных шаблона 1 и 2, все размеры которых получены умнохкением размеров профиля изделия на Сов Д, где р - угол между плоскостью параллельной оси фрезы и плоскостью профиля изделия.Б одном из средних гнезд 3 или 4 приспособления, расположенных к крайним гнездам эталонных шаблонов под углом Д, закрепляют заготовку изготовляемого шаблона 5, предназначенного для контроля профиля фрезы или резца.Пользуясь крайними шаблонами как копиром, изготовляют контрольный шаблон 5.После доводки шаблон 5 закрепляют в другое среднее гнездо 3 или -/ и срезают тупые углы.Предлагаемый способ изготовления шаблонов для...
Устройство для измерения размерного износа и положения режущего инструмента в токарных станках

Номер патента: 1442370
Опубликовано: 07.12.1988
Авторы: Мирахмедов, Скачко, Чистов
МПК: B23Q 15/00
Метки: износа, инструмента, положения, размерного, режущего, станках, токарных
...погрешности, При касании 15резцом 24 наконечника 10 увеличивается натяжение струны Зи уменьшается натяжение струны 2,что приводит к изменению отношения частот Г 1/Г пропорционального ему выходного сигнала АЦП 17. Логический блок 18 фиксирует изменение выходного сигнала иподает сигнал на размыкание цепи между интерполятором 21 и исполнительныммеханизмом 22 привода. 25После его остановки изменение выходкого сигналаогде Б - число импульсов в АЦП 17после остановки привода. ЗОВ момент остановки привода на вы-ходе интерполятора 21 фиксируетсячисло, определяющее перемещение Хрезца 24 от исходного положения. Погрешность положения резца 24 определяется из выраженияп=Х-Х, .По значению погрешности дп корректируется начальное положение...
Способ определения износа режущих кромок инструмента

Номер патента: 1698701
Опубликовано: 15.12.1991
МПК: G01N 3/58
Метки: износа, инструмента, кромок, режущих
...ределяют ее ш Определяю сти (ПСМ)О и частот, характГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР ределенный промежуток вреинструмента обрабатывают хность детали изношенным . Определяют шероховатость ности и вновь определяютСравнивают значения суммарных мощностей, полученных для неиэношеяного и частично изношенного инструмента.Определяют мощность гармонических составляющих профиля шероховатости на 5 участках с пространственными частотами, на которых плотность спектра мощности изменяется больше, и по этому параметру судят об износе инструмента.П р и м е р (осуществление способа). 10 Определялся износ режущих кромок концевой фрезы из быстрорежущей стали РЬМ 5 диаметром 12 мм.с числом зубьев Е - 5 и углом наклона в = 200....
Способ оценки степени износа режущего инструмента

Номер патента: 1753362
Опубликовано: 07.08.1992
МПК: G01N 3/58
Метки: износа, инструмента, оценки, режущего, степени
...теплового излучения со стороны поверхности детали. 1 з.п. ф-лы, 1 ил.мента, заключающемся в том, что осуществляют резание исследуемым инструментом детали, измеряют температуру в зоне контакта и с учетом ее по зависимости износа от температуры; полученной от эталонной пары режущий инструмент - деталь, оценивают степень изноСа, измеренйетемпературы осуществляют на участке выстоя после прекращения подачи инструмента при сохранении главного движения резания. Измерение температуры при этом осуществляют путем регистрации излучения со стороны поверхности детали.На чертеже показана схема устройства, реализующего предложенный способ,Устройство содержит оптический пирометр 1, установленный со стороны обрабатываемой режущим инструментом 2...
Устройство для измерения следа износа инструмента при механической обработкедеталей12

Номер патента: 427507
Опубликовано: 05.05.1974
Авторы: Иностранец, Иностранное
МПК: B23B 25/06, B23Q 17/00
Метки: износа, инструмента, механической, обработкедеталей12, следа
...устройство отличается высокой функциональной, надежностью,и требует незначительных расходов на изготовление.На фиг. 1 приведено пространственное изображение поворотной режущей пластины с нанесенным на нее изолирующим слоем, обладающим электрическим сопротивлением, и проходящей по середине контактной дорожкой; на фиг. 2 - сечение по А - А ,на фиг. 1; на фиг. 3 - сечение поворотной режущей пластины и инструмента с образующимся следом износа, а также снятие слоя, обладающего электрическим сопротивлением; на фиг.4 - пространственное изображение поворотной режущей пластины с ограниченным сверху и снизу, окружающим, изолированным слоем, обладающим сопротивлением; на фиг.5 - сече,ние по Б - Б на фиг. 4.У задней поверхности режущего...
Предыдущий патент: Плашка
Следующий патент: Система автоматического управления процессом глубокого сверления
Случайный патент: Устройство для сортирования