Способ изготовления пилопродукции из пиломатериалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
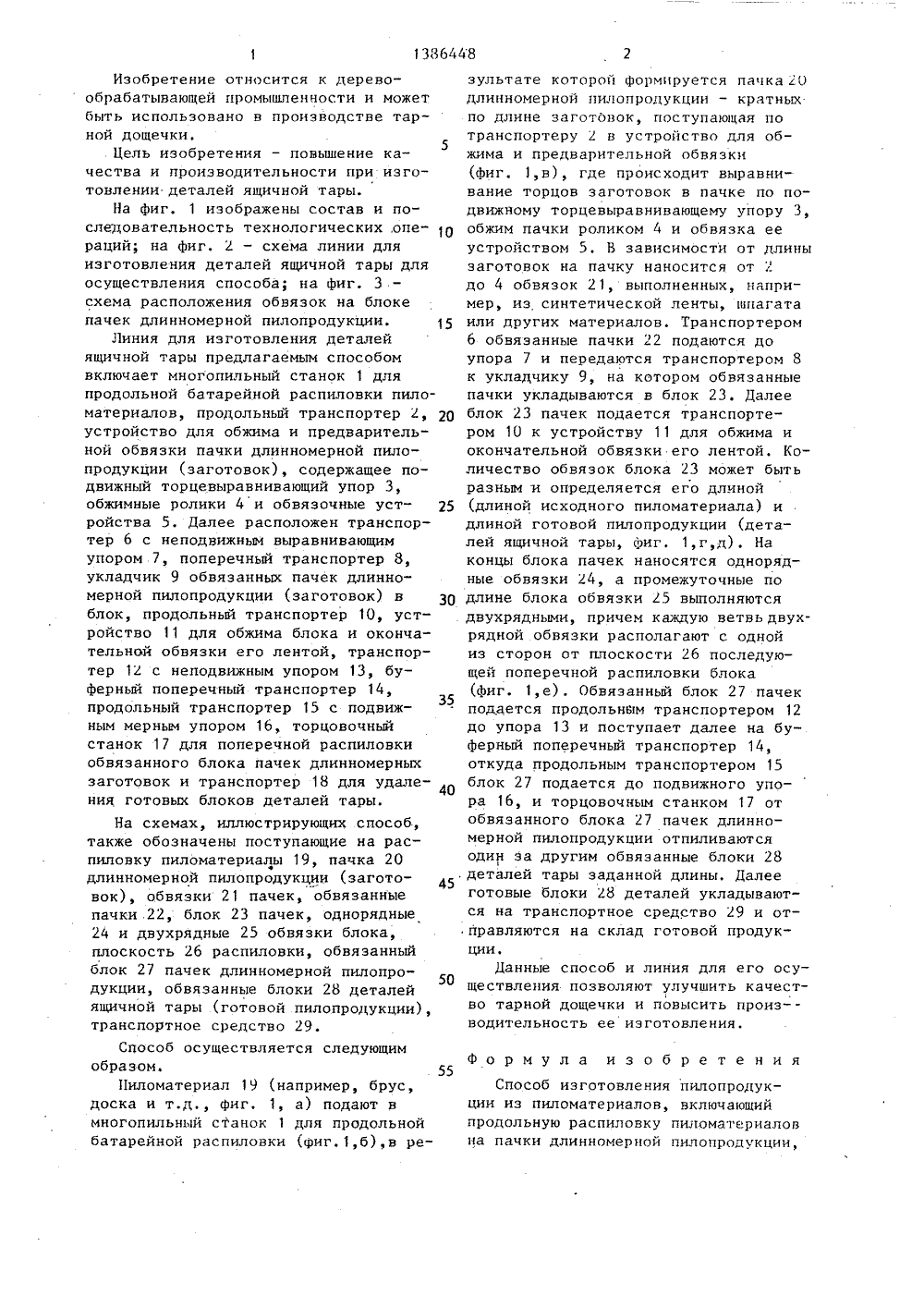
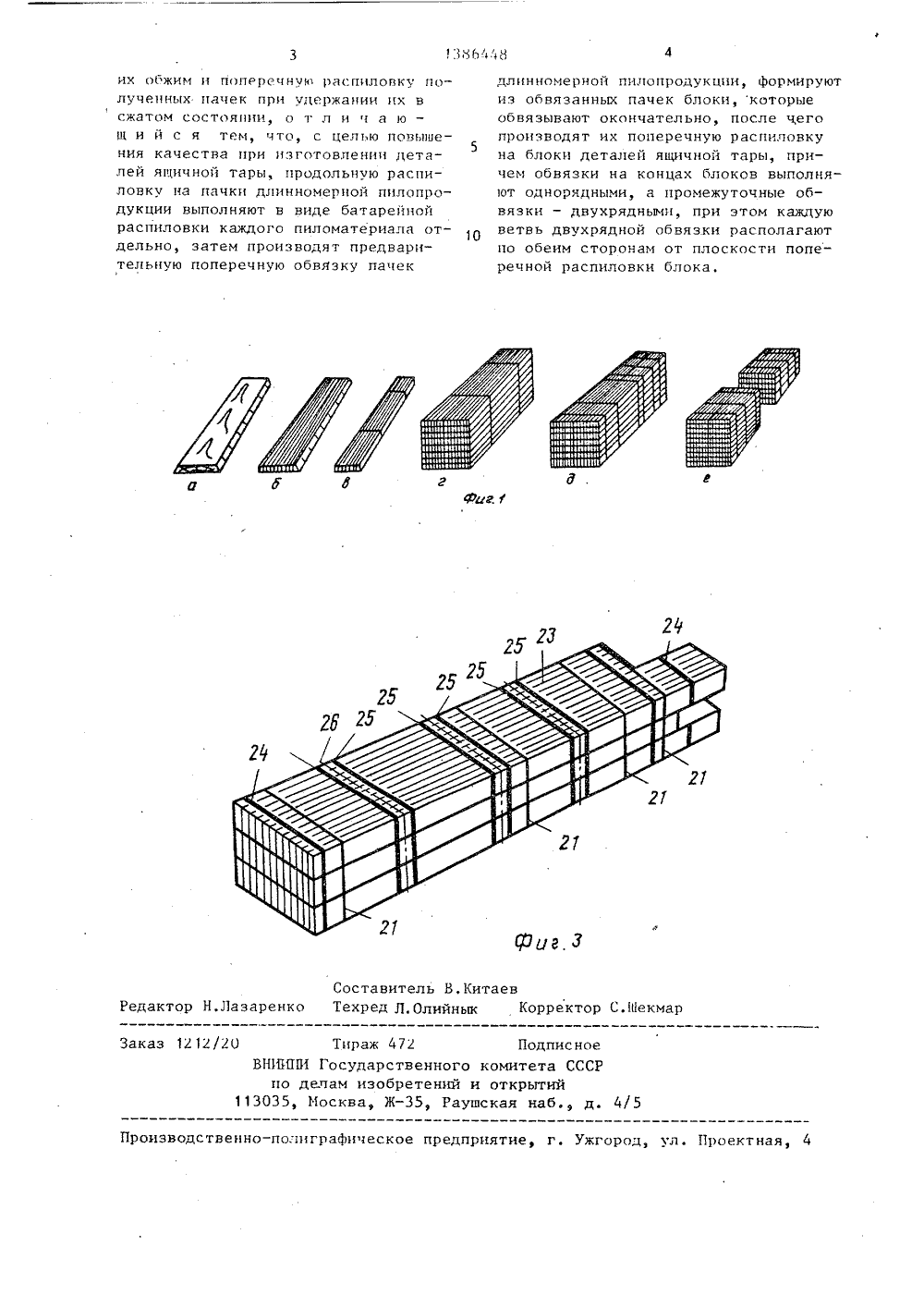
/оо . я)4 В ОПИСАНИЕ ИЗОБРЕТЕНИ чИЫ 1 е ОТИС В.ОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ Н А ВТОРСНОМ,Ф СВИДЕТЕЛЬСТВ(71) Центральный научно-исследовательский институт механической обработки древесины(56) Авторское свидетельство СССРВ 1108665, кл. В 27 В 1/00, 1983.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПИЛОПРОДУКЦИИ ИЗ 11 ИЛОМАТЕРИАЛОВ(57) Изобретение относится к деревообрабатывающей промышленности. Цель -повьппение качества и производительности при изготовлении деталей ящичной тары. Пиломатериалы 19 поступают в станок 1, где происходит их продольная батарейная распиловка. Пачки 20 длинномерной пилопродукции (заготовок) выравниваются упором 3, обжимаются роликом 4 и обвязываются устройством 5 для обвязкн. Обвязанные пачки 22 подаются в укладчик 9, где из них формируются блоки пачек, которые затем обвязываются в устройстве 11. На концы блока накладывают однорядные обвязки, а промежуточные обвязки выполняют двухрядными так, чтобы ветви обвязки располагались по обе стороны от плоскости поперечной распиловки блока, которая производится станком 17. Обвязанные блоки 28 деталей ящичной тары укладываются на транспортное средство 29 и отправляются на склад. 3 ил.С:45 Изобретение относится к деревообрабатывающей промышленности и можетбыть использовано в производстве тарной дощечки,Цель изобретения - повышение качества и производительности при изготовлении деталей ящичной тары.На фиг. 1 изображены состав и последовательность технологических,операций; на фиг, 2 - схема линии дляизготовления деталей ящичной тары дляосуществления способа; на фиг. 3схема расположения обвязок на блокепачек длинномерной пилопродукции.Линия для изготовления деталейящичной тары предлагаемым способомвключает многопильный станок 1 дляпродольной батарейной распиловки пиломатериалов, продольный транспортер 2, 20устройство для обжима и предварительной обвязки пачки длинномерной пилопродукции (заготовок), содержащее подвижный торцевыравнивающий упор 3,обжимные ролики 4 и обвязочные устройства 5. Далее расположен транспортер 6 с неподвижным выравнивающимупором 7, поперечный транспортер 8,укладчик 9 обвязанных пачек длинномерной пилопродукции (заготовок) вблок, продольный транспортер 10, устройство 11 для обжима блока и окончательной обвязки его лентой, транспортер 12 с неподвижным упором 13, буферный поперечный транспортер 14,35продольный транспортер 15 с подвижным мерным упором 16, торцовочныйстанок 17 для поперечной распиловкиобвязанного блока пачек длинномерныхзаготовок и транспортер 18 для удаления готовых блоков деталей тары.На схемах, иллюстрирующих способ,также обозначены поступающие на распиловку пиломатериалы 19, пачка 20длинномерной пилопродукции (заготовок), обвязки 21 пачек, обвязанныепачки .22, блок 23 пачек, однорядные24 и двухрядные 25 обвязки блока,плоскость 26 распиловки, обвязанныйблок 27 пачек длинномерной пилопродукции, обвязанные блоки 28 деталейящичной тары (готовой пилопродукции),транспортное средство 29.Способ осуществляется следующимобразом. 5511 иломатериал 19 (например, брус,доска и т.д., фиг, 1, а) подают вмногопильный станок 1 для продольнойбатарейной распиловки (фиг. 1,б),в результате которой формируется пачка 20 длинномерной пилопродукции - кратных по длине заготовок, поступающая по транспортеру 2 в устройство для обжима и предварительной обвязки (фиг. 1,в), где происходит выравнивание торцов заготовок в пачке по подвижному торцевыравнивающему упору 3, обжим пачки роликом 4 и обвяэка ее устройством 5. В зависимости от длины заготовок на пачку наносится от до 4 обвязок 2 1, выполненных, например, из синтетической ленты, шпагата или других материалов. Транспортером 6 обвязанные пачки 22 подаются до упора 7 и передаются транспортером 8 к укладчику 9, на котором обвязанные пачки укладываются в блок 23. Далее блок 23 пачек подается транспортером 10 к устройству 11 для обжима и окончательной обвяэки его лентой, Количество обвязок блока 23 может быть разным и определяется его длиной (длиной исходного пиломатериала) и длиной готовой пилопродукции (деталей ящичной тары, фиг. 1,г,д). На концы блока пачек наносятся однорядные обвязки 24, а промежуточные по длине блока обвязки 25 выполняются двухрядными, причем каждую ветвь двухрядной обвязки располагают с одной из сторон от плоскости 26 последующей поперечной распиловки блока (фиг. 1,е). Обвязанный блок 27 пачек подается продольным транспортером 12 до упора 13 и поступает далее на буферный поперечный транспортер 14, откуда продольным транспортером 15 блок 27 подается до подвижного упора 16, и торцовочным станком 17 от обвязанного блока 27 пачек длинно- мерной пилопродукции отпиливаются один за другим обвязанные блоки 28 деталей тары заданной длины. Далее готовые блоки 28 деталей укладываются на транспортное средство 29 и отправляются на склад готовой продукции.Данные способ и линия для его осуществления позволяют улучшить качество тарной дощечки и повысить произ водительность ее изготовления. Формула изобретенияСпособ изготовления пилопродукции из пиломатериалов, включающий продольную распиловку пиломатериалов на пачки длинномерной пилопродукции,Составитель В,КитаевРедактор Н.Лазаренко Техред Я,Олийнык Корректор С.Шек 12/20 Тираж 472 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Иосква, Ж - 35, Раушская наб., д.аказ 4/5 изводственно-полиграфическое предприятие, г. Ужгород, ул. Проектна их обжим и поперечную распиловку полученных пачек при удержании их в сжатом состоянии, о т л и ч а ющ и й с я тем что с целью повыше 5 ния качества при изготовлении деталей ящичной тары, продольную распиловку на пачки длинномерной пилопродукции выполняют в виде батарейной распиловки каждого пиломатериала от дельно, затем производят предварительную поперечную обвязку пачек длинномерной пилопродукции, формируютиз обвязанных пачек блоки, которыеобвязывают окончательно, после Чегопроизводят их поперечную распиловкуна блоки деталей ящичной тары, причем обвязки на концах блоков выполняют одноряцными, а промежуточные обвязки - двухрядными, при этом каждуюветвь двухрядной обвязки располагаютпо обеим сторонам от плоскости поперечной распиловки блока.
СмотретьЗаявка
3608251, 18.05.1983
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
ХАСДАН САМУИЛ МОРДУХОВИЧ, ТУРУШЕВ ВАЛЕНТИН ГУРЬЯНОВИЧ, ДЬЯКОНОВ АЛЬБЕРТ АЛЕКСАНДРОВИЧ, РВАНИН РОСТИСЛАВ ВАСИЛЬЕВИЧ, ТЯПКОВ ГЕОРГИЙ ЯКОВЛЕВИЧ
МПК / Метки
МПК: B27B 1/00
Метки: пиломатериалов, пилопродукции
Опубликовано: 07.04.1988
Код ссылки
<a href="https://patents.su/3-1386448-sposob-izgotovleniya-piloprodukcii-iz-pilomaterialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления пилопродукции из пиломатериалов</a>
Блок-тара для хранения и транспортирования штучных изделий

Номер патента: 638511
Опубликовано: 25.12.1978
Авторы: Бубнов, Ефимушкина, Сигалова
МПК: B65D 19/44
Метки: блок-тара, транспортирования, хранения, штучных
...предлагаемая блок- тара в аксонометрии. 2Блок-тара имеет поддон 1, крышку 2,картонно-бумажные цилиндрические обечай.кн 3, окантованные металлическими манже.тами 4, крепежные оправки 5, нижние кон.цы которых жестко прикреплены к поддону 1, болты 6 н уплотняющне резиновые прокладки 7.В процессе пакетирования на поддон 1укладывают резиновые уплотнительные прокладки 7, определенное количество нэделнй надевают на каждую крепежную опв равку 5, которая не допускает поперечногосдвига изделий, Затем на пакетнруемые иэделия надевают картонно-бумажные цнлнндрнческне обечайкн 3, на торцы обечаек ук.ладывают резиновые уплотннтельные прокладки 7, крышку 2 н стягивают болтами 6. В Предлагаемая блок. тара обеспечиваетза.щяту пакетнруемых иэделиИ...
Блок-тара

Номер патента: 1689225
Опубликовано: 07.11.1991
Авторы: Бусаров, Козлов, Кондратьев, Черкунов
МПК: B65D 30/02, B65D 6/24
Метки: блок-тара
...готова к транспортировке, Опорожнение блок-тары осуществляют в обратной последовательности.Таким образом, упрощактся операции загрузки и выгрузки., особенно, сыпучих грузов,Г ЮуГ, / Составитель А,ПостниковТехред М,Моргентал Корректор О.Кравцова Редактор М.Янкович Заказ 3779 Тираж Подписное БНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат Патент", г. Ужгород, ул, Гагарина, 101 Изобретение может быть испольрдрно для транспортировки и хранения ррдволЬ" ки, сыпучих грузов и другой продукции,цель изобретения - упрощение конструкции и повышение удобства эксплуата ции.На фиг. 1 изображена блок:-тара, общий вид; на фиг. 2 - разрез Р-А на...
Многодисковый станок для распиловки каменного блока на плиты

Номер патента: 315762
Опубликовано: 01.01.1971
Авторы: Аро, Данейл, Силикалюв
Метки: блока, каменного, многодисковый, плиты, распиловки, станок
...столе 9 имеются продольные Т-образные пазы 14, служащие для крепления зажимного приспособления. Зажимное приспособление состоит из основания 15, ходового винта 16, передвижного зажима 17 и гидрозажима 18. Вращением винта 16 зажим 17 устанавливают на размер обрабатываемого камня 19 и закрепляют его гидрозажимом 18. Зажимы 17 и 18 имеют гребенчатообразную форму, причем гребенки гидрозажима 18 самостоятельно устанавливаются по поверхности зажима камня.Для быстрого снятия полученных плит и предохранения их от возможных повреждений предусмотрена многозвенная кассета, установленная на кронштейне 20, закрепленном сбоку на станине 8. Кассета выполнена в виде 5 гребенки 21, повторяющей шаг дисковых ппл 4. Многозвенная кассета получает...
Распределитель абразива к станку для распиловки каленного блока

Номер патента: 418328
Опубликовано: 05.03.1974
МПК: B28D 7/00
Метки: абразива, блока, каленного, распиловки, распределитель, станку
...12 экранами. Междуторцовой стенкой дифференцирующего приспособленияия 1 О и стационарным экраном 11 имеется зазор а, между продольной - зазор Ь для прохождения абразива. На внешних коц цах стационарного экрана имеются переставляемые ограничители растекания абразива 13.Приспособление работает следующим образом.За счет кривошипно-шатунного механизма 25 7 регулируют величину амплитуды качаниятечкц 1 в зависимости от ширины расциливаемого блока (на чертеже це показан).Выставля 1 от огиццчцтели растекания абразива 13 по габаритам блока симметрично (как 30 показано ца фцг. 3), если блок правильнойформы и не имеет выступов, или ассиметрично (как показано на фиг. 4), если блок имеет выступы.В первом случае надобность в переставном...
Распределитель абразива к станку для распиловки каменного блока

Номер патента: 601174
Опубликовано: 05.04.1978
МПК: B28D 7/00
Метки: абразива, блока, каменного, распиловки, распределитель, станку
...что он не позволяет регулировать высоту падения абразивной массы иудерживать ее на поверхности блока, в результате чего частицы абразивной массы, обладая значительной кинетической энергией,ударяясь о поверхность блока, отлетают ,всторону и не все участвуют в процессе распила.Изобретение являетсятием и усовершенствованпределнтеля,Целью изобретения является направленное распределение потока абразивной массы 2и при необходимости концентрация ее на отдельных участках поверхности блочного камня, а также возможность регулирования высоты падения абразивной массы и удержаниеее на поверхности распиливаемого блока. 3 Для достижения поставленноипределптель абразива к станку дляки каленного блока, включающийтечку на маятниковой подвеске, снаройством...
Предыдущий патент: Устройство для ориентации схвата промышленного робота
Следующий патент: Способ обработки брусков
Случайный патент: Способ автоматического управления процессом мокрого измельчения