Способ автоматического управления прокаткой труб в обкатном стане
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 220 51)4 В 21 В 37/08 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРпо делАм изОБРетений и ОткРытий АВТОРСКОМ,Ф СВИДЕТЕЛЬСТВУ(71) Днепропетровский трубопрокатный завод им. Ленина(56) Чекмарев А, П. и др. Теоретическоеисследование влияния возмущающих факторов на разностенность труб, прокатанных на двухвалковом обкатном стане.Известия вузов. Черная металлургия. М.:Металлургия, 1975,1, с. 76 - 80.- -а-- ).с 10)К1 с 1-- -А Р - .ВАН,Кде д 5-изменение зазора;дь -постоянный коэффициент, определяемый конструктивными параметрами стана;1) -постоянная скорости тепловогорасширения радиуса оправки; (1 1) - полное машинное время прокаткипредшествующей трубы; дс -износ оправки по диаметру за время прокатки 1 = 1 - 1 труб на данной оправке;с - текущее время прокатки;др-отклонение давления на валки стана от номинального;К,-коэффициент влияния зазора валков на толщину стенки трубы;К, - коэффициент влияния давленияпрокатки на толщину стенки;дН-отклонение средней толщины стенки выборки труб от номинальной;р-постоянный коэффициент, выбираемый в зависимости от обьемавыборки, по которой определяется ЬН, и транспортного запаздывания от конца прокатки трубыдо измерения отклонения среднейтолщины ее стенки.(54) (57) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОКАТКОЛ ТРУБ В ОБКАТНОМ СТАНЕ путем изменения прокатного зазора, включающий установку начального прокатного зазора, измерение толщины стенки трубы, определение отклонения толщины стенки каждой трубы от номинальной, измерение диаметра оправки, измерение давления на валки, определение отклонения давления на валки от номинального, отличающийся тем, что, с целью повышения точности прокатки, измеряют текущее время прокатки, фиксируют полное машинное время прокатки каждой трубы, а изменение прокатного зазора осуществляют в соответствии с выражением ИСАНИЕ ИЗОБРЕТЕНИзобретение относится к автоматизации прокатного производства, преимущественно в полунепрерывных и автоматических трубопрокатных агрегатах.Цель изобретения - повышение точности прокатки.На чертеже изображено устройство для реализации предлагаемого способа.Устройство содержит прокатный стан 1, исполнительный механизм 2 для изменения прокатного зазора валков, измеритель 3 времени прокатки, измеритель 4 износа оправки, измеритель 5 мощности прокатки трубы 6, измеритель 7 толщины стенки трубы, вычислитель 8, а также самообучающуюся модель 9.Устройство работает следующим образом,Перед началом прокатки труб производят установку начального прокатного зазора, а также вводят в вычислитель 8 среднее значение мощности прокатки М 0, номинальное значение толщины Ь, прокатываемых труб и начальное значение износа оправки д 6 0 р= О. В процессе прокатки каждой трубы 6 измеряют время прокатки 1 измерителем 3, износ оправки АН измерителем 4, мощность прокатки Х измерителем 5, а также толщину стенки трубы Ь измерителем 7. Эти параметры поступают на вход вычислителя 8, который обеспечивает определение изменения значения прокатного зазора ЬЬ в соответствии с выражениемы= юьг ц .(ь - +д - н -К,где Ь 5-изменение зазора;Ы - постоянный коэффициент, определяемый конструктивными параметрами стана;6 - постоянная скорости тепловогорасширения радиуса оправки; (1-Ц - полное машинное время прокаткипредшествующей трубы; дМв изн оправки по диаметру за время прокатки . = 1 в 1 труб на данной оправке;-текущее время прокатки;дР-отклонение давления на валки стана от номинального;К, -коэффициент влияния зазора валков на толщину стенки трубы;К, -коэффициент влияния давленияпрокатки на толщину стенки;дН-отклонение средней толщины стенки выборки труб от номинальной;3 - постоянный коэффициент, выбираемый в зависимости от объема выборки, по которой определяется Ьпи транспортного запаздывания отконца прокатки трубы до измерения отклонения средней толщиныее стенки,Для определения отклонения давления металла на валки от номинального значения используется зависимость: О 5 АР=а дй,(2) Использование предлагаемого способа позволяет компенсировать изменение прокатного зазора с учетом нагрева оправки в процессе прокатки каждой трубы. где а - коэффициент пропорциональности.Вычисленное текущее значение прокатного зазора ЛЬ используется для непрерывного изменения прокатного зазора в процессе прокатки труб с помощью исполнительного механизма 2, В процессе прокатки каждой трубы с помощью вычислителя 8 прогнозируют значение отклонения средней толщины стенки д 6 от заданного номинального значения, а после прокатки трубы с помощью измерителя 7 и вычислителя 8 фактическое значение этого отклонения 6, На основании этих данных, а также среднего изменения мощности д й, с помощью модели 9 уточняют коэффициенты К, и К з 5 уравнения (1). Уточненные значения этихкоэффициентов, полученные для данной трубы, используются для формирования управляющего воздействия изменения прокатного зазора при прокатке последующей трубы.40СоставТехред И.Тираж 548 ИПИ Государственного по делам изобретенийМосква, Ж - 35, Рау ППП Патентэ, г. Ужго кова комитета С и открытий шская наб., род, ул. Про 4/5ктная,1130 филиалРедактор Г. ВоЗаказ 6201/11ВН тель В КозтоВе рес Корректор Е. Рош Подписное СР
СмотретьЗаявка
3776409, 07.06.1979
ДНЕПРОПЕТРОВСКИЙ ТРУБОПРОКАТНЫЙ ЗАВОД ИМ. ЛЕНИНА
КУЗНЕЦОВ ЭДУАРД ВАСИЛЬЕВИЧ, ЧЕРНЫШЕВ АНАТОЛИЙ НИКОЛАЕВИЧ, ХАНИН МАРК ИСААКОВИЧ
МПК / Метки
МПК: B21B 37/78
Метки: обкатном, прокаткой, стане, труб
Опубликовано: 07.10.1985
Код ссылки
<a href="https://patents.su/3-1183220-sposob-avtomaticheskogo-upravleniya-prokatkojj-trub-v-obkatnom-stane.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления прокаткой труб в обкатном стане</a>
Устройство для бесконтактного одновременного и независимого контроля диаметра и средней толщины стенок неферромагнитных труб

Номер патента: 146957
Опубликовано: 01.01.1962
Авторы: Герасимов, Кулыгин, Хлебников, Шкарлет
Метки: бесконтактного, диаметра, независимого, неферромагнитных, одновременного, средней, стенок, толщины, труб
...толщины стенок труб. Катод лампы Л отделен от земли по вч дросселем 7 С помощью сопротивления Р 4 и конденсатора Сз на сетке лампы Л создается смещение,В анодную цепь генератора вч включен контур, составленный из конденсаторов С 4, С и катушки 7,. Контур настроен на вторую гармонику и индуктивно связан с контуром, составленным из конденсаторов С С, и катушки Е частотного дискриминатора, собранного на лампе Л; (бХ 2 П), Нагрузкой дискриминатора служат сопротивления Л и У 4, зашунтированные конденсаторами С 8 и Сд, напряжение с выхода частотного дискриминатора через одно из сопротивлений Я, Р 8, Р поступает на сетку лампы Л 4, измерителя диаметра труб,Блоки 3 и 4 измерителей толщины стенок и диаметра труб представляют собой...
Устройство для измерения толщины стенок ферромагнитных труб

Номер патента: 165313
Опубликовано: 01.01.1964
Авторы: Зурилин, Шарыгин, Шифман, Щербакова
МПК: G01B 7/06
Метки: стенок, толщины, труб, ферромагнитных
...до 5% диаметра трубы информацию о толщине стенок трубы в четырех точках по величине постоянного магнитного потока при высоких значениях индукции в материале (до 30000 гс) и при низкой магнитной проницаемости. Это резко повышает чувствительность На фцг. 1 цзооражецо описываемое уст 17 ОЙство с 1 астц 1 ц 11 л 1 раз 1 езол 1; ца фиг. 2 разрез по А-.4 ца фцг, 1,Устройство содержит четыре стержневых магнитных сердечника 1, концы которых охватыва 10 т т 1)уб 2 цо окружности под угчал 1 и п 0- рядка 90" между ццмц.,51 агццтцые сердечники снабжены двум 51 ко:1 цецтрцческц расположенцымц, обгцимц для всех сердечников кольцевымц обмотками - цамагццчцвающей 3 ц компенсационной обмоткой 4, В поле каждого магнцтцого сердечника установлены...
Узел уплотнения трубы в стенке теплообменного аппарата
Номер патента: 898256
Опубликовано: 15.01.1982
Авторы: Горнистова, Толстовский
МПК: F28F 9/04
Метки: аппарата, стенке, теплообменного, трубы, узел, уплотнения
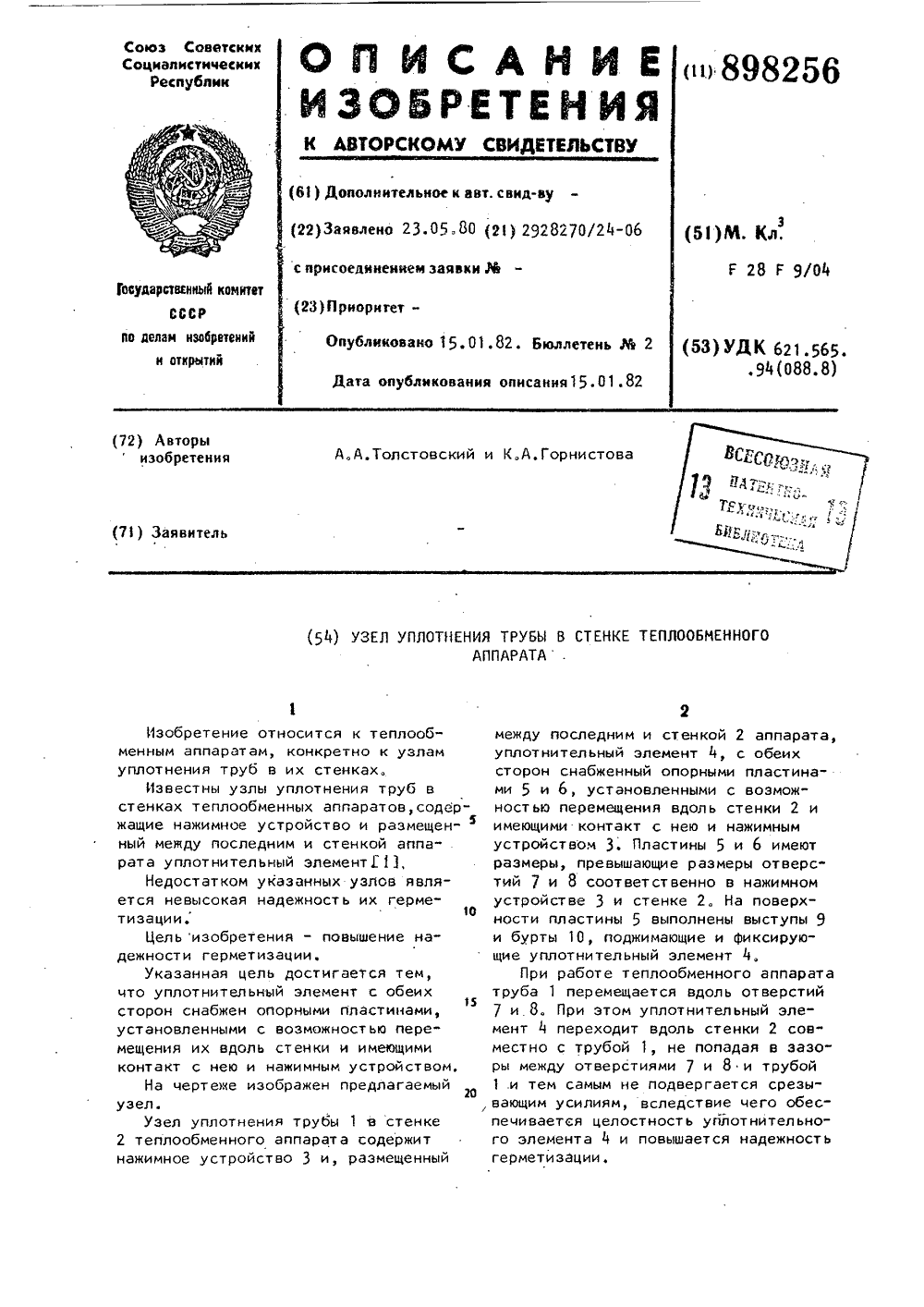
...труЬы 1 теплообменного аппарата с ажимное устройство 3 и, рамежду последним и стенкой 2 аппарата,уплотнительный элемент 4, с обеихсторон снабженный опорными пластинами 5 и 6, установленными с возможностью перемещения вдоль стенки 2 иимеющими контакт с нею и нажимнымустройством 3; Пластины 5 и 6 имеютразмеры, превышающие размеры отверс"тий 7 и 8 соответственно в нажимномустройстве 3 и стенке 2, На поверхности пластины 5 выполнены выступы 9и бурты 10, поджимающие и фиксирующие уплотнительный элемент 4.При работе теплообменного аппарататруба 1 перемещается вдоль отверстий7 и 8. При этом уплотнительный элемент 4 переходит вдоль стенки 2 сов"местно с трубой 1, не попадая в зазоры между отверстиями 7 и 8 и трубой 1 и тем самым не...
Устройство, предназначенное для уплотнения труб со стенками скважины при цементировании оснований

Номер патента: 30628
Опубликовано: 31.05.1933
Автор: Гущин
МПК: E02D 3/12
Метки: оснований, предназначенное, скважины, стенками, труб, уплотнения, цементировании
...выбрасыванию инъектора из скважины, в случае разрыва-покрышки уплотнители.На чертеже фиг. 1 изображает схематически предлагаемое устройство в вертикальном разрезе; фиг. 2 - деталь уст. ройства,Устройство состоит из камеры, образованной резиновой оболочкой 3 ипокрышкой 4, которые прикрепляются к дискам 1 с канавками 2, плотно установленными на трубах, проводящих це.9 з ментную смесь. В означенную камеру проведена трубка 5, через которую нагнетается в каеру сжатый воздух,На случай разрыва камеры применен дополнительный сальниковый уплотнитель, состоящий из двух входящих один в другой патрубков 8, 9 с привинченными на концах их фланцами б и из фланцев 7, соединенных болтами 10. Между фланцами о помещается набивка из пенькового или...
Приспособление для уплотнения мест соединения труб со стенками секционных приборов

Номер патента: 47700
Опубликовано: 31.07.1936
МПК: F28F 9/08
Метки: мест, приборов, секционных, соединения, стенками, труб, уплотнения
...и свободно надевается промежуточная гайка 4 с внешней резьбой, снабженная кольцевым отростком-клином, входящим в соответствующий кольцевой желобок на торце надеваемого на трубу прокладочного кольца 3 из мягкого металла. Сверху кольца 3 на трубу 5 навинчивается упорное кольцо 2, Собранные таким образом концы трубы 5 вставляются в гнезда стенок корпусов 1 секционного теплообменного прибора,Предварительное уплотнение производится завинчиванием гайки 4 с клином в стенки корпусов 1 и раздачей прокладочного кольца 3. При определенном нажиме возникающие силы раздают прокладочное кольцо 3 и производят смятие металла на кольцевых поверхностях корпуса 1 и трубы 5./Таким образом создается предваритель. ное уплотнение; при этом высота смятой...
Предыдущий патент: Нажимное устройство прокатной клети
Следующий патент: Транспортная система для кольцевой подачи грузов
Случайный патент: Термокарандаш