Устройство для управления точностью механической обработки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1057243
Авторы: Заволокин, Заковоротный, Козлов, Кудрявцев, Яншахов



Текст
СООЯ СОВЕТСНИХСйнпте йнипРЕСПУБЛИН 09) (И) зю вгза 1 оо ГОСУДАРСТНЕННПО ДЕЛАМ ИЗ ЫЙ КОМИТЕТ СССР НИИ И ОТКРЫТИЙ ОБРЕТЕЪОПИСАНИЕ ИЗОБРЕТЕНИЯ Н АВТОРСКО ИДЕТЕЛЬСТ ншахов(71) Ростовский-на-Дону ордена Трудо" вого Красного Знамени институт сельскохозяйственного машиностроения(56) 1, Авторское свидетельство СССР Р 738782, кл. В 23 Й 15/00, 1977 (прототип)(54)(57) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТ 0 МЕХАНИЧЕСКОЙ ОВРАВОТКИ, содержащее систему автоматического управления величиной подачи, включающую блок управления скоростью вращения двигателя подачи, синхронный детектор, генератор опорного сигнала,частота которого синхронизирована с круговой, о т л и ч а ю щ е е с я тем, что, с целью повышения точности обработкй, оно снабжено последовательно соединенными датчиком частоты ламелизации стружки, Избирательным усилителем, блоком нормирования и каналом управления точностью поперечного сечения детали, выполненным в виде последовательно соединенных перестраиваемого узкополосного фильтра, выпрямителя-фильтра низких частоти п пороговых устройств, выходы которых.подключены к блоку управления величиной подачи, частотным детектором, выход которого подключен через синхронный детектор к входу блока р управления величиной подачи, а вход З частотного детектора подключен к выходу блока нормирования,С:Изобретение относится к станкостроению, в частности к металлорежущим станкам для обработки отверстийс автоматическим управлением режимами резания.Известно устройство, содержащеедатчик иэгибных напряжений сверла,к которому подключены два идентичныхканала, каждый из которых состоит издвух объединенных по входу синхронных детекторов, выходы которых через 10квадраторы соединены с входами сумматоров, выходы сумматоров подключены к входам узла. управления скоростьювращения двигателя подачи, причемкаждый канал снабжен генератором 15опорных напряжений Г 1 . Устройствоповышает точность обработки, фиксируя отклонение оси обрабатываемогоотверстия (либо началообразованияразбивки отверстия), т,е. Фиксируяуже образовавшееся нарушение точности,Цель изобретения - улучшениекачества готовых изделий путем повышения точности обработки отверстий(точности оси и формы), что имеетбольшое значение при обработке деталей станков, машин, приборов,Укаэанная цель достигается тем,что устройство для управленияточностью механической обработки, 30содержащее блок автоматического управления величиной подачи, синхронный детектор, генератор опорногосигнала, снабжено последовательносоединенными датчиком частоты ламели зации стружки, избирательным усилителем и устройством нормирования иканалом управления точностью поперечного сечениядетали, выполненнымв виде последовательно соединенных 40перестраиваемого узкополосного фильтра, выпрямителя Фильтра низких частоти п пороговых устройств с регулируемым порогом срабатывания, выходыкоторых подключены к входу блока управления величиной подачи, частотнымдетектором, выход которого черезсинхронный детектор подключен к входу блока управления величиной подачи,а вход частотного детектора подключен к выходу блока нормирования. 50На чертеже приведена структурнаясхема устройства,Устройство содержит датчик 1 вибрации, выдающий информацию о частоте 55 ламелизации стружки, к выходу которого через избирательный усилитель 2 с полосой пропускания,.определяемой диапазоном, в котором лежит информация о частоте ламелиэации стружки, 60 подключено устройство 3 нормирования, К выходу устройства 3 нормирования подключены канал управления точностью формы поперечного сечения и канал управления точностью оси отверстия, 65 Канал управления точностью формы поперечного сечения состоит из последователно соединенного перестраиваемого узкополосного фильтра 4, выпрямителя 5 с фильтром низких частот, к выходу которого подключены и пороговых устройств б с различными перестраиваемыми порогами срабатыванияКанал управления точностью осиобрабатываемого отверстия состоитиз частотного детектора 7, к выходукоторого подключен синхронный детектор 8. На второй вход синхронногодетектора 8 подается сигнал с генератора 9 опорного напряжения, синхронизированного с круговой частотой вращения детали. Выходы синхронногодетектора и пороговых устройств подключены к блоку 10 управления величиной подачи.Канал управления точностью формыпоперечного сечения работает следующим образом,Сигнал с датчика 1 вибраций, несу"щий информацию о частоте ламелизациистружки, пройдя через усилитель 2и устройство нормирования 3, попадает на перестраиваемый узкополосныйфильтр 4, настроенный на частотуламелизации стружки, определяемуюпараметрами конкретного техпроцесса,При постоянстве толщины среэаемогослоя на выходе Фильтра 4 сигналотсутствует и обработка ведется сзаданйой начальной подачей. При возникновении разбивки отверстия увеличивается толщина срезаемого слоя,что приводит к возрастанию ламелизации стружки, т,е, происходит уширение спектральной линии осциллятораВ этом случае частотные составляющие, лежащие за пределамиспектральной линии осциллятора, пройдя.через фильтр 4 и выпрямитель 5,попадают на вход пороговых устройствб, настроенных на различные уровнисрабатывания. По достижении сигналомзаданного значения срабатывают поочереди пороговые устройства б,подавая сигнал на блок 10 управленияскоростью вращения двигателя подачи,что приводит к уменьшению величиныподачи, стабилизации сил резанияи,следовательно, к сохранению точности обрабатываемого отверстия,Канал управления точностью осиотверстия работает следующим образом.При появлении пРедпосылок к уводуоси отверстия изменяется по периметру обрабатываемого отверстия толщина срезаемого слоя, появляется серповидный припуск, сопровождаемыйпериодическими изменениями частотыламелиэации стружки (частотной модуляцией сигнала), Частотная модуляция,синхронизированная с круговой частотой вращения детали, есть информация1057243 Составитель А. ПечковаРедактор Н. Гришанова Техред В,Далекорей КорректорО. Билак Заказ 9453/16. Тираж 760 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб, д, 4/5 Филиал ППП "Патентф, г, Ужгород, ул, Проектная, 4 о предыстории образования увода оси отверстия. Сигнал о частоте ламели-.эации стружки с устройства 3 нормирования через частотный детектор 7, выделяющий частоту модуляции несущего сигнала, подается на вход синхрон ного детектора 8, На второй вход синхронного детектора 8 в качестве опорного сигнала подается сигнал с генератора 9 Опорного сигнала, синхронизированныйкруговой частотой враще-О ния детали.Доскольку начало образования увода оси сопровождается появлением частотной модуляции несущего сигнала, в этом случае на выходе синхронного детектора 8 появляется сигнал. Этот сигнал подается на вход блока 10 управления скоростью вращения двигателя подачи, что приводит к уменьшению величины подачи, уменьшению сил, вызывающих появление увода,и, следовательно, к повышению точности осиобрабатываемого отверстия,Предлагаемое устройство выгодноотличается от известных устройств,так как позволяет повысить точностьоси и Формы поперечного сечения отверстия, что имеет особенно большое,значение в тех случаях, когдапредъявляются высокие требования кточности обработки. Управление процессом обработки по рассмотренномупринципу обеспечивает повышенную точность обработки, так как меры породдержанию точности(принимаются вмомент возникновения предпосылок кпотере точности оси отверстия и Формы его поперечного сечения,
СмотретьЗаявка
3484581, 17.08.1982
РОСТОВСКИЙ-НА-ДОНУ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЗАКОВОРОТНЫЙ ВИЛОР ЛАВРЕНТЬЕВИЧ, ЯНШАХОВ МИХАИЛ ЛУСЕГЕНОВИЧ, КУДРЯВЦЕВ ВЯЧЕСЛАВ ГЕОРГИЕВИЧ, ЗАВОЛОКИН ЛЕВ НИКОЛАЕВИЧ, КОЗЛОВ ВАДИМ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: механической, точностью
Опубликовано: 30.11.1983
Код ссылки
<a href="https://patents.su/3-1057243-ustrojjstvo-dlya-upravleniya-tochnostyu-mekhanicheskojj-obrabotki.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для управления точностью механической обработки</a>
Параметрический преобразователь неэлектрических величин в электрический сигнал по активной составляющей сопротивления индуктивного датчика

Номер патента: 1193591
Опубликовано: 23.11.1985
МПК: G01R 17/10
Метки: активной, величин, датчика, индуктивного, неэлектрических, параметрический, сигнал, сопротивления, составляющей, электрический
...реактивные составляющие комплексного сопротивления измерительного плеча измерительного моста и обеспечиваетсятем самым его минимальное сопротивление, что позволяет использоватьдля преобразования изменений сопротивления цепи кварцевый резонатор -индуктивный датчик низкоомный изме-.рительный мост, который мало чувстрителен к посторонним помехам и обпадает высокой чувствительностьюи стабильностью,Действительная часть импедансацепи кварцевый резонатор - индуктивный датчик определяется выражением1193591 2Из выражения (1) следует, чтоиз менение активной составляющей сопротивления индуктивного датчика К при воздействии на него неэлектрической величины изменяет активное сопротивление цепи кварцевый резонатор - индуктивный датчик К, которое...
Способ повышения точности измерений коэффициента стоячей волны

Номер патента: 187103
Опубликовано: 01.01.1966
МПК: G01R 27/06
Метки: волны, измерений, коэффициента, повышения, стоячей, точности
...источников питания СВЧ-генератора.Предложенный способ отличается от известных тем, что для уменьшения погрешностей при измерениях в диапазоне миллиметровых волн, вызываемых нестабильностями напряжений, питающих генератор СВЧ, рабочую частоту, на которой должны производить измерения, фиксируют волномером и с помощью временного селектора из развертки выделяют сигнал на рабочей частоте.В основе предложения лежит известный способ измерений с помощью осциллографа и модулированного по частоте и амплитуде генератора СВЧ, Для исключения ряда недостатков, связанных с использованием осциллографа (дрожание линий иа экране, конечная ширина этих линий, паралакс и т, п.), в качестве индикатора предложено использовать стрелочный прибор, на который...
Преобразователь неэлектрической величины в электрический сигнал

Номер патента: 1074206
Опубликовано: 07.12.1986
Авторы: Бродкин, Голикова, Иордан, Пугинский, Рабинович, Сердюков, Суходолец, Тихонова, Юровский
Метки: величины, неэлектрической, сигнал, электрический
...и блока 7 изменения крутизны.В выходную цепь блока 5 преобразования импеданса включены нагрузочныйрезистор 10 и масштабирующий блок 11,з074 мой диагонали мостовой схемы 12, другая диагональ которой подключена к .управляющим входам источника 1 питания,В случае, когда используется блок 7 изменения крутизны, к его управляющим входам подключается хотя бы один из выходов регулируемых делителей 8 и 9 и выход масштабирующего блока 11. 1 ОВ преобразователе для коррекции погрешностей выходной характеристики от воздействия дестабилизирующих факторов используется связь, существующая между величиной импеданса измерительного моста, диапазоном изменения импедансов и начальным (нулевым) разбалансом импеданса элементов моста.В числе дестабилизирующих...
Устройство для определения величины максимума аналогового сигнала

Номер патента: 1075179
Опубликовано: 23.02.1984
Авторы: Аракелян, Ордуян, Сааков
МПК: G01R 19/04
Метки: аналогового, величины, максимума, сигнала
...компаратора, выход которого соединен с входом суммирования первого реверсивного счетчика, а через инвертор с входом вычитания.На чертеже представлена схема устройства.Устройство содержит автоматический переключатель 1 коэффициента передачи, аналого-цифровой преобразователь 2, состоящий из первого реверсивного счетчика 3, цифроаналогового преобразователя 4, компаратора 5 и инвертора б; генератор 7 импульсов, блок 8 управления, вспомогательный регистр 9, делители 10 и 11 частоты с переменным коэфФициентом деления, второй реверсивный счетчик 12, счетчик 13 и входную клемму 14 устройства.Автоматический переключатель 1коэффициента передачи соединен свходной клеммой 14 и через компаратор5 и инвертор б - с входом вычитанияреверсивного...
Устройство для определения нормированной гистограммы стационарной составляющей сигнала
Номер патента: 1283792
Опубликовано: 15.01.1987
Авторы: Литвин, Сильванская, Соловьева, Стегалин
МПК: G06F 17/18
Метки: гистограммы, нормированной, сигнала, составляющей, стационарной
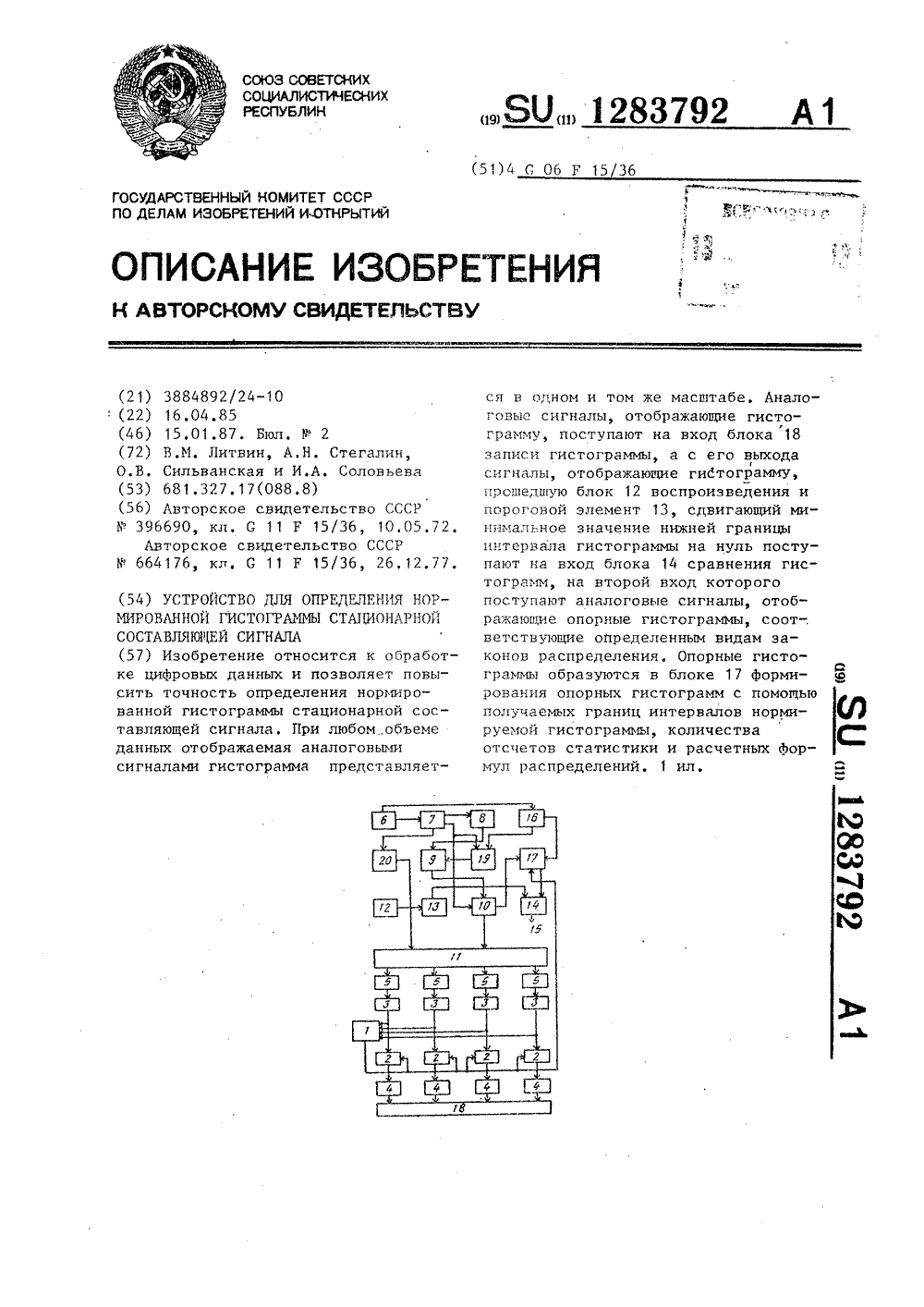
...статистические ,данные поступают из блока 6 воспроиз,ведения данных в дополнительный счетчик 16. Информация о количестве отсчетов в статистике и минимальное и максимальное значения порядковой статистики поступают в Формирователь 19 ширины интервалов гистограммы, где кроме ширины интервалов гистограммы определяется также и ширина полуинтервала гистограммы. В Формирователе 9 медианных полуинтервалов гистограммы вырабатываются границы полуинтервалов слева и справа от медианы статистики, В Формирователе 1 О границ интервалов гистограммы происходит фиксация границ интервалов гистограммы относительно определенных ранее границ полуинтервалов гистограммы. Конечное число интервалов гистограммы определяется минимальным и максимальным значениями...
Предыдущий патент: Способ определения жесткости металлорежущих станков
Следующий патент: Гравировальный полуавтомат
Случайный патент: Способ газохроматографического разделения и анализа смеси углеводородов