Автомат для контроля и сортировки твердых выпрямительных элементов по электрическим параметрам
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 101191
Автор: Петров

Текст
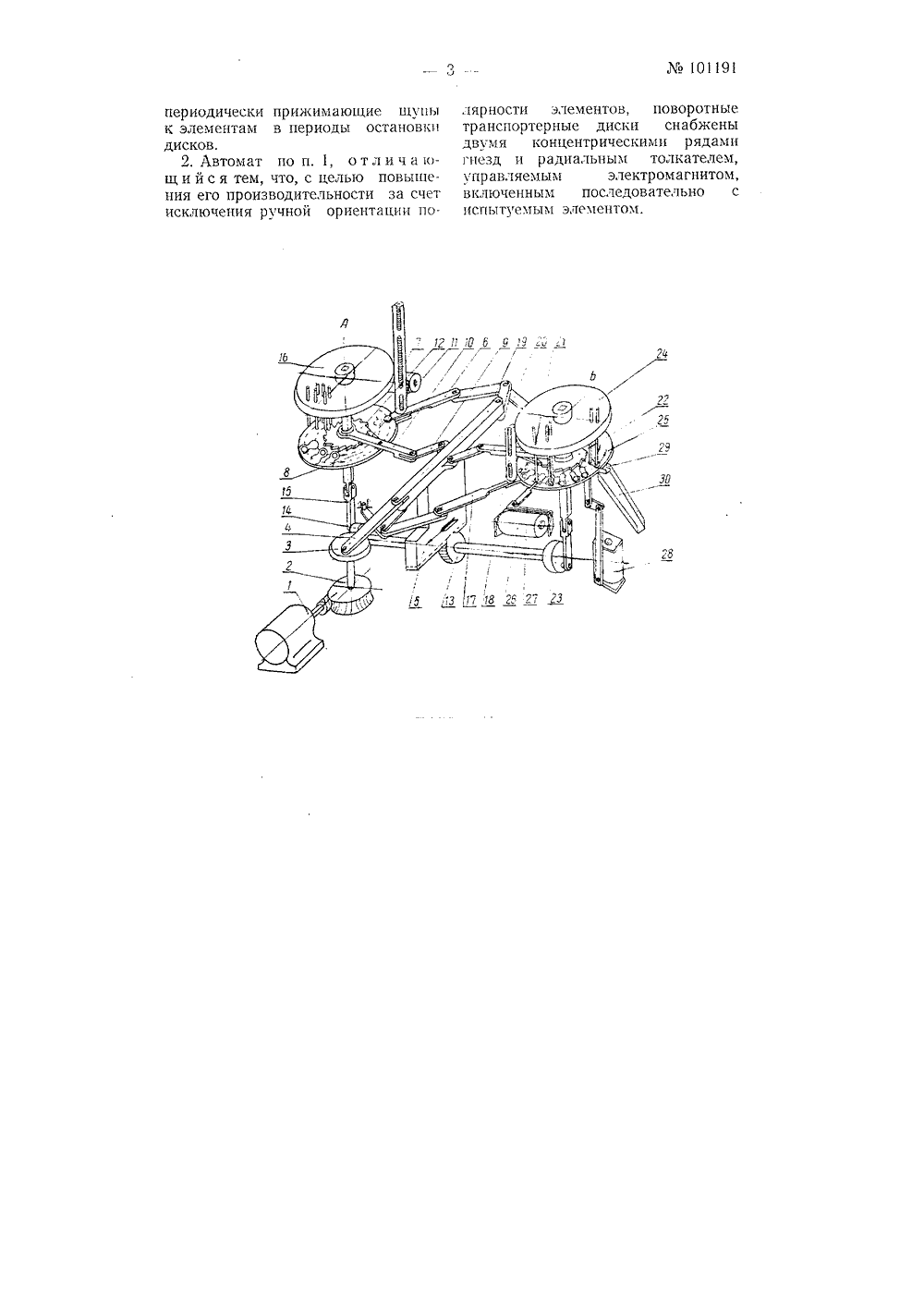
ЮФ УоЙ 1 етро АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ТВЕРДЫХ1 ПРЯМИТЕЛЬНЫХ ЭЛЕМЕНТОВ ПО ЭЛЕКТРИЧЕСКИПАРАМЕТРАМ Заявлено 22 февр 1 ая 1954 г. заК/450375 в 11 инистерство вяектростании 1 и эяектропромын 1 вевиостиПредлагаемый автомат для контроля и сортировки твердых выпрямительных элементов по электрическим параметрам принадлежит к типу автоматов того же назначения, имеющих два одинаковых испытательно-сортировочным канала, снабженных контактными щупами, и переключающий механизм, позволяющий использовать время, затрачиваемое на перемещение элементов в одном канале, для производства их измерения в другом канале, и наоборот.Особенностью предлагаемого автомата, обеспечивающей возможность сортировки мелких выпрямительных элементов, является выполнение каналов в виде повоРотных транспортерпых дисков, снабженных гнездами для испытуемых элементов и получающих шаговые перемещения от переключающего механизма. В качестве последнего применена движущаяся возвратно-поступательно каретка, связанная реечно-шестеренчатой передачей с валиком, несущим эксцентрики, периодически прижимавшие п 1 упы к элементам в перцоды остановки транспортсрцых дисков.Оссбецност 1 яо автомата является также выполнение транспортирующих дисков с двумя рядами гнезд, в которые элементы поступают в зависимости от цх полярносги, благодаря чему исключается ручная ориентация полярности элементов и тем самым обеспечивается повьпценцс производительности автомата.Кинематическая схема предлагаемого автомата представлена ня чертеже, на котором буквами Л и Б обозначены два одинаковых испытательно-сортировочных канала.Вращение ст электродвигателя 1 через пошвка 1 ощий редуктор 2 передастся эксцентрику 3, который при помощи тяги 4 сообщает возвратно- поступательное движение ведущей каретке б. Каретка при движешш в направлении, показанном стрелкой, через рычажную передачу перемещает в канале Л шцберную рейку 6, которая, выбирая очередной элемент из загрузочной трубки 7, подаст его в гнездо внешнего концентрического ряда гнезд в транспортернсм диске8. От каретки б получает движение т 1 К)ке и тяга 9, которая пОВОдкОм 10 заводит зуб 11 за очередной зуб храповика 12. Шестеренка 1,3, сцепленная с зубчатой рейкой каретки б, поворачивает эксцентрик 14, который при помощи тяги 1 б поднимает колодку 1 б со щупами.В это время в канале Б шиберная рейка 17 переходит в положение подготовки подачи элемента из загру.зочпой трубки 18. Тяга 19 поводком 20 переводит за зуб 21 на очередной шаг храповик 22; эксцентрик 23, насаженный на общий с шестерегп(ой 18 валик, переводит колодку 24 со 1 цупами В краинес нижпсс Г 10 ложс.пис, В этом положении 1 цупы 11 одключают измеряемые элементы, находящиеся в обоих рядах транспортерного диска 25, и электроизмерительной схеме.Таким образом, в то время, когда в канале Л производится перемещение измеряемых элементов, в канале Б производится измерение, и наоборот. Так как щупы включены параллельно, то измерительная схема автомата оказывается загружен 11 ой непрерывно.Для пояснения процесса измерения элементов ниже рассматривается порядок измерения их в канале Б 1 так как ооа канала совершенно одинаковы, то измерение в канале А ничем не отличается от измерения В канале Б),Шиберная рейка 17, выбирая из загрузочной трубки 18 очередной элемент, подает его в гнездо внешнего ряда гнезд транспортерпого поворотного диска 2 б, При перемещении этого элемента диском 25 на очередную позицию па этот элемент включается щуп для определения полярности элемента. Для определения полярности используются выпрямительные свойства самого элемента. Если черсз элемент проходит ток 1 в прямом направлении), то срабатывает механизм определения полярности, состоящий из электромагнита 2 б с радиальным толкателем 27, включенного в цепь последовательно с испытуемым элементом. При освобон(денни элемент изгэд 1 цупа прп движении колодки 24 вверх толка- тель 27 переводит элемент в гнездо внутреннего ряда гнезд. При обратном положении элемента механизм определения полярности не срабатывает, и элемент остается во внешнем гнезде. Таким образом, щуп и механизм определения полярности на правляют поступающие элементы, в зависимости от их полярности, в гнезда того или иного ряда. Измерительные щупы колодки 24 расположены то же в два ряда и включены в измерительную схему в соответствии " с полярностью обоих рядов.Последукицис измерения осуществляются электроизмерителыюй схемой, не показанной на чертеже.Сортировка элементов по результатам измерения производится при помощи исполнительных электромагнитов, управляющих заслонками, чсрез которые элементы поступают в соответствуюшие лотки и далее в соответствующие приемпики классов и групп.На чертеже показан один из таких электромагнитов 28, управляющий заслонкой 29, через которую элемент постуг 1 ает на лоток 80. Предмет изобретения1. Автомат для контроля и сортировки твердых выпрямительных элементов по электрическим параметрам, имеющий два одинаковых испытательно-сортировочных канала, снабженных контактными щупами, и переключа 1 ощий механизм, позволяющий использовать время, затрачиваемое па перемещение элементов в одпом канале, для производства их измерения в другом канале и наоборот, отл и ч а ющ и й с я тем, что, с целью возмои(ности применения автомата для сортировки мелких выпрямительных элементов, каналы представляют собой поворотные транспортерныс диски с гнездами для испытуемых элементов, получающие шаговые перемещения от переключающего механизма, выполненного в виде движущейся возвратно-п(гступательно каретки, связанной реечно-шестеренчатой передачей с валиком, несущим эксцентрики,101191 5 периодически прижимающие щупы к элементам в периоды остановки дисков.2. Лвтомат по п. 1, отлича ющ и й с я тем, что, с целью повышения его производительности за счет исключения ручной ориентации полярности элементов, поворотные транспортер ные диски снабжены двумя концентрическими рядами гнезд и радиальным толкателем, управляемым электромагнитом, включенным последовательно с испытуемым элементом.
СмотретьЗаявка
450, 22.02.1954
Петров С. П
МПК / Метки
МПК: G01R 31/26, H01L 21/66
Метки: автомат, выпрямительных, параметрам, сортировки, твердых, электрическим, элементов
Опубликовано: 01.01.1955
Код ссылки
<a href="https://patents.su/3-101191-avtomat-dlya-kontrolya-i-sortirovki-tverdykh-vypryamitelnykh-ehlementov-po-ehlektricheskim-parametram.html" target="_blank" rel="follow" title="База патентов СССР">Автомат для контроля и сортировки твердых выпрямительных элементов по электрическим параметрам</a>
Автомат для сортировки полупроводниковых выпрямительных элементов по электрическим параметрам

Номер патента: 108792
Опубликовано: 01.01.1957
Авторы: Дохман, Мачурин, Харитонов
МПК: G01R 31/26, H01L 21/66
Метки: автомат, выпрямительных, параметрам, полупроводниковых, сортировки, электрическим, элементов
...для срабатывания реле РПа 1 в т на входе каскада 1, достаточный для срабатывания реле РПг, то для того, чтобы реле РП; срабатывало гри падении напряжения на элементе, равном У а реле РП срабатывало при падении напряжения У, то величины напряжения Ьо и сопротивления Й определяются из соотношений:1 ю - 10 11 - У,В результате оказывается возможным использовать измерительную схему дважды, сначала для измерения тока, а затем напряжения, причем указанные величины могут быть и не прямо пропорциональны. Если линейное сопротивление Р заменить нелинейным, то можно получить более сложные зависимости (например, с целью увеличения количества сортов),Дальнейшее измерение входного тока аналогично измерению обратного тока с той разницей, что реле РПРП...
Автомат для ориентации по полярности твердых выпрямительных элементов, имеющих форму плоских дисков или шайб, и ориентированной укладки их в кассеты

Номер патента: 115272
Опубликовано: 01.01.1958
МПК: H01L 21/00
Метки: автомат, выпрямительных, дисков, имеющих, кассеты, ориентации, ориентированной, плоских, полярности, твердых, укладки, форму, шайб, элементов
...20 и толхателями 9 напрявлядтся В кассеты 2 . ЛЛ 51 гого, чтобь: не прои "хдмло переворачизване эле ЕНТОЗ .РП ЗЯТс 1 ЛКРЗЗННИ ИХ В КЯС. сету в ней прелу иотрсн воилдчный пыж 22.От распределительного вала;:ЗИЖСГг,:ЛЛ,Нс 2 бун(С) З 13 ЭГ- менты, няьхоцяп(ес:; 3 нем, перемс- ИЯЮТ Я ОЛЛ) От:1 гДСПТ,1 НО Д)ХГДГ, 7 ВЕЛИЧИВ 251 ТЮ СЗВЫг ПРДНГ 32. пдлненя Гн 3. Оа,)яб":12. С э (,)Р )1(е ИЛЬЮ ЧсрЕЗ бункср ПрОХО 1 т Ю.; - В)1 жной штОк 28; 321(р(плснным:1а г на нам эла:тичными .ягьцамл .", таг(ке сдзерНЯЮИ 1303 Вдятнд пд супате,ьнае лзих(е)ие, пя)аллель- гОЕ ОСИ барабас, ДВ)ЖЕ-ЛЕ ШТОКУ 28 сддб 1 цят:я От ГОп",1)иного,".,Пз 27 бункера помопью ры;агз 30.От вала 24 через конические шстерни 31 вращение псрелястс 51 в(л( 32, на котором закреплены...
Автомат для сортировки селеновых выпрямительных элементов по величине прямого падения напряжения и обратного тока

Номер патента: 144239
Опубликовано: 01.01.1962
Авторы: Бабиков, Бахтин, Депутатов, Зачко, Маргодин, Парфенов
МПК: G01R 31/26
Метки: автомат, величине, выпрямительных, обратного, падения, прямого, селеновых, сортировки, элементов
...20, Последний срабатывает и поворачивает соответствуюший упор 10, после чего движение элемента происходит аналогично вышеописанному, но только срабатывает электромагнит 21.При измерении на позиции УУУ годный по обратному току элемент, относяшийся к худшему классу, заставляет сработать усилитель 22, поляризованное реле 23 которого своим контактом 24 замыкает цепь реле 25.Последнее замыкает при срабатывании контакт 2 б. По окончании замера кулачок 27 замыкает контакт 28, срабатывает реле 29 и через контакт 30 становутся на самоудержание одновременно через контакт 31 включается реле Й и через контакт 33 остается на самоудержании, благодаря чему происходит предварительное запоминание результата измерения элемента по обратному току...
Автомат для контроля и сортировки по электрическим параметрам селеновых элементов

Номер патента: 94542
Опубликовано: 01.01.1952
Автор: Петров
МПК: G01R 31/26, H01L 21/66
Метки: автомат, параметрам, селеновых, сортировки, электрическим, элементов
...входит в пространство между ними.Вслед за этим при неподвижном мостике 8 под действием эксцентрика 7 приходит в движение мостик 9 в направлении, параллельном оси каналов (справа налево), что влечет за собой перемещение гребенок 12 и 13 вдоль каналов. При этом сцепленная с селеновыми элементами гребенка 12 в канале А перемещает эти элементы на следующую позицию. В варианте по фиг. 2 соответствующее перемещение мостика 1 б осуществляется в результате движения ролика 18 вдоль длинной (левой) ветви направляющей канавки 19.При этом контактные щупы, монтированные на колодке 11, из нейтрального положения, показанного на фиг. 3, переходят в положение, показанное на фиг. 4. В этом положении селеновые элементы, находящиеся в канале Б, включены в...
Автомат для контроля и сортировки по электрическим параметрам селеновых элементов

Номер патента: 96738
Опубликовано: 01.01.1954
Автор: Петров
МПК: G01R 31/26, H01L 21/66
Метки: автомат, параметрам, селеновых, сортировки, электрическим, элементов
...5, б, 7, 8 и 9.Как видно из принципиальной схемы, представленной на фиг. 3, от стабилизованного источника 10 получают питание измерительные блоки П, 12, 18 - соответственно класса А, класса Б и брака по обра гному току, а также блоки 14, 15 и 16 - соответственно второй группы, третьей группы и брака по прямому току.Измерение по классам осуществляется путем взаимодействия с селеновым элементом щупа 17 классов, а измерение по группам - путем взаимодействия с ним щупа 18 групп.В зависимости от параметров испытуемого селеиовсгс элемента срабатывают соответствующие слоки 11, 2 или Я и 14, 15 или 16, которые через промежуточные реле 19, 20, 21 и 22, 28, 24 соединены с соответству,гощими испо,иштсльны ми электромагнитами 25, 26, 27,...
Предыдущий патент: Способ измерения коэффициента глубины амплитудной модуляции
Следующий патент: Устройство для измерения мощности в трехфазной цепи
Случайный патент: Смесь для студнеобразного фруктово-ягодного продукта и способ его приготовления