Горелка для дуговой сварки в защитных газах
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
Союз Сфветскик Социааистическик РеспубликОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ(51)М3 с присоединением заявки Йо(23) Приоритет В 23 К 9/16 Государственный комитет СССР яо Аедам изобретений и открытий(71) Заявитель обжимает дугу, что ведет к нарушениюего ламинарности,Наиболее близким по техническойсущности и достигаемому эФФекту кпредлагаемому изобретению является:горелка для дуговой сварки в защитныхгазах, преимущественно плавящимсяэлектродом, содержащая сопло с рас положенным внутри чего токоподводящим элементом (токоподводящнм мундштуком), торец которого расположенна одном уровне со срезом сопла иимеющим ступенчатый канал для электрода, расположенный концом с боль 15 шим диаметром у среза соплаГ 33Недостатком известной горел 4 и яв-,ляется недостаточная защита анодногопятна дуги на сварочной ванне, чтоведет к снижению качества сварных2 О швов.Цель изобретения - повышение качества сварных швов при сварке неплавящимся электродом путем улучшения защиты анодного пятна дуги насварочной ванне.Это достигается тем, "что в горелке для дуговой сварки в защитных газах, содержащей сопло с расположенным внутри него токоподводящим элеЗО ментом, торец которого расположен Изобретение относится к сварочной технике, а именно к злектродуговойсварке неплавящкмся электродом в среде защитных газов н предназначено преимущественно для сварки угловых швов и щелевых зазоров.Известны горелки для сварки не- плавящкмся электродом в среде защитных газов,включающие водоохлаждаемый корпус, в котором размещена цанга для закрепления неплавящегося электрода, охваченного соплом, Горелка имеет систему токоподвода и гаэоподвода. Защищенный газ подается в зону сварки через сопло (1),Известна. горелка для дуговой свар ки неплавящимся электродом в защитных газах, содержащая водоохлаждае" мый корпус,в котором имеется цаига для крепления электрода. В нижней частя цанга охвачена соплом. В цанге выполнены отверстия для прохода аргона в сопло 2.Недостатком этой горелки является низкое качество шва из-за некачественной защиты анодного пятна на сварочной ванне при выполнении угловых щвов и сварке щелевых зазоров, так как выходящий из сопла поток защитного газа недостаточно плотен и не(54) ГОРЕЛКА ДЛЯ ДУГОВОИ СВАРКИ В ЗАЩИТНЫХГАЗАХ893448 Формула изобретения 20 45 на одном уровне со срезом сопла, и имеющим ступенчатый канал для электрода, распбложенный концом ь большим диаметром у среза сопла, больший диаметр ступенчатого канала равен 1,5-2 диаметрам электрода.На чертеже показана нижняя часть горелки, разрез.Горелка включает в себя водоохлаждаемый корпус 1, в котором размещена цанга 2. цанга 2 охвачена соплом 3. В цанге 2 выполнены наклонные отверстия 4 и 5. Отверстиями 5 система газопровода (не показана) сообщается со ступенчатым каналом б для направления электрода в цанге 2, диаметр которого равен 1,5-2 диметра электрода.Экспериментально установлено, что при величине внугреннего диаметра канала меньше 1,5 диаметров электрода сущность кольцевого потока защитного газа, истекающего из полости между электродом и стенкой ступенчатого;канала б велика и удар кольцевого потока о металл приводит к турбулизации защитного газа,. а это в свою очередь приводит к нарушению защиты сварочной ванны. При увеличе" нии внутреннего диаметра ступенчатого канала свыше 2-х диаметров элект" рода пропадает эффект обжатия дуги, что также приводит к нарушениюзащиты сварочной ванны.Таким образом, указанный диапазон соотношений обеспечивает обжатие дуги ламииарным потоком защитного газа и качественную защиту аиодного пятна дуги на сварочной ванне, что приводит к повышению качества свар.ных швов.Отверстиями 4 канал б сообщается с полостью 7, образованиой наружной 4 поверхностью цанги 2 и внутренней поверхностью сопла 3. Торцы сопла 3 и цанги 2 расположены иа одном ур 6 вне.Горелка работает следующим образом.В цанге 2 закрепляют электрод с необходимым вылетоМ, Защитный газ по системе газопровода поступаетчерез отверстия 5 в канал б цанги2 между поверхностью цанги и поверхностью электрода, Из этой полостичасть газа через отверстия 4 поступает в полость 7. При истечении изканала б и полости 7 защитный газобразует два концентричных дуговыхпотока вокруг дуги, горящей междуизделием и электродом. Диаметр большей части канала 6, равный 1,5-2диаметрам электрода, и расположениеторцов сопла 3 и цанги 2 на одномуровне, обеспечивают ламинарностьистечения кольцевых потоков, что поволяет улучшить защиту анодного пятна дуги и таким образом обеспечитькачественный сварной шов. Горелка для дуговой сварки в защитных газах,содержащая сопло с расположенным внутри него токоподводящим элементом, торец которого расположен на одном уровне со срезом сопла, и имеющим ступенчатый канал дпя электрода, расположенный концом с большим диаметром у среза сопла, о т л и ч а ю щ а я с я тем, что, с целью повышения качества сварных швов при сварке неплавящимся электродом путем улучшения защиты анод- ного пятна дуги на сварочной ванне, больший диаметр ступенчатого канала равен 1,5-2 диаметрам электродаИсточники информации принятые вб внимание при экспертизе1. технология электрической сварки металлов и сплавов плавлением. Под ред.Патона В.Е.М., Машиностроениефф, с.422-423. 2, Руководство по эксплуатации,на пост сварки ПРС, В 18,014.00 РЭ,М,19643. Авторское свидетельство СССРпо заявке Р 2775295/25-27,кл. В 23 К 9/16, 06.06.79. ВНИИПИ Эакаэ 11336/16Тираж 1151 Подписное Филиал ППП "Патент",г.ужгород,ул.Проектная,4
СмотретьЗаявка
2906957, 21.01.1980
ПРЕДПРИЯТИЕ ПЯ В-2330
МАЛЬЦЕВ СЕРГЕЙ НИКОЛАЕВИЧ, ДРОЗДОВ АЛЬБЕРТ ПАВЛОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: газах, горелка, дуговой, защитных, сварки
Опубликовано: 30.12.1981
Код ссылки
<a href="https://patents.su/2-893448-gorelka-dlya-dugovojj-svarki-v-zashhitnykh-gazakh.html" target="_blank" rel="follow" title="База патентов СССР">Горелка для дуговой сварки в защитных газах</a>
Автоматическое устройство для подачи сварочного электрода

Номер патента: 13204
Опубликовано: 31.03.1930
Автор: Дульчевский
Метки: автоматическое, подачи, сварочного, электрода
...сопротивление 20, включенное параллельно последовательной обмотке возбуждения электродвигателя 3. Последовательно со сварочной дугой включен расположенный вне кожуха 2 прерыватель (фиг. Ц, состоящий из угольных контактных пластин - неподвижной 9, соединенной с подводящим ток к электроду о роликом и подвижной 6, укрепленной на конце сердечника, приводящего прерыватель в действие и включенного параллельно сварочной дуге соленоида 8. Другой конец сердечника соленоида 8 связан с рычагом 13, несущим на конце груз 17, уравновешивающий сердечник, При наличии воздушного промежутка между изделием 23 и электродом 5, пластиныф 6 и 9 соприкасаются, в якорь и в обмотку возбуждения 21 двигателя 3 поступает ток, вследствие чего двигатель 3...
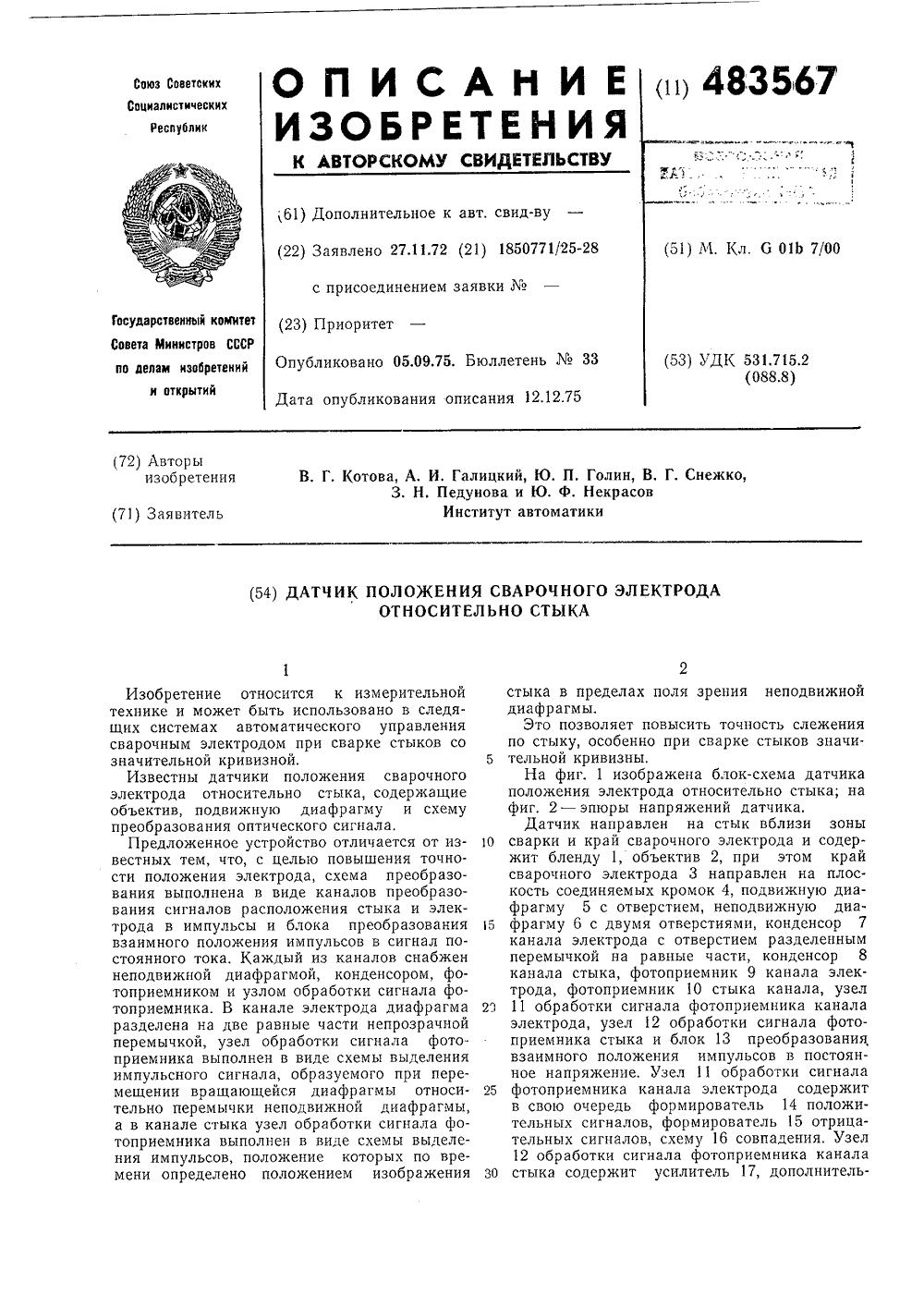
Датчик положения сварочного электрода относительно стыка
Номер патента: 483567
Опубликовано: 05.09.1975
Авторы: Галицкий, Голин, Котова, Некрасов, Педунова, Снежко
МПК: G01B 7/00
Метки: датчик, относительно, положения, сварочного, стыка, электрода
...9 канала электрода. Отраженный от кромок соединяемых деталей световой поток электрода, прошедший через отверстия подвижной диафрагмы 5 и неподвижной диафрагмы б канала стыка, собирается конденсором 8 на фотоприемник 10 канала стыка, Наличие перемычки в центре неподвижной диафрагмы в поле зрения фотоприемника канала электрода и наличие стыка в центре поля зрения фотоприемника канала стыка позволяет на выходе каждого из них получать сигналы с паузами т; т (фиг. 2 а, д). Взаимное положение этих пауз определяет положение стыка относительно электрода.Для упрощения использования этой информации из сигналов пауз формируются импульсы стыка и электрода. Для этого сигналы с фотоприемников каналов стыка и электрода подаются соответственно на...
Горелка для сварки трехфазной дугой неплавящимся электродом в среде защитных газов

Номер патента: 623679
Опубликовано: 15.09.1978
Авторы: Возлинский, Новиков, Хайчук
МПК: B23K 9/16
Метки: газов, горелка, дугой, защитных, неплавящимся, сварки, среде, трехфазной, электродом
...корпус 1 с каналами, в которых установлены цанговые злектрододержатели 2, укрепленные в стаха. иах 3 со сферическим дном, расположенных в каналах корпуса. В тех же каналах установлены наружные втулки 4, концентричиые стаканам, По отношению к стаканам втулки 4 установлены с зазором и выполнены со сферическим седлом, образующая шарнир с дном стакана, В выходных отверстиях каналов корпуса установлены изоляционные втулки 5 с овальными отверстиями, ширина которых равна наружному диаметру стаканов, плоские торцы которых расположены в упомянутых овальных отверстиях, Горелка снабжена также зажимной гайкой 6. Конструкция горелки позволяет регулировать положение электродов без нару 1 иения центрации но Отношениюк выходному отверстию сопла 7...
Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей

Номер патента: 979051
Опубликовано: 07.12.1982
Авторы: Броновский, Ворошилов
МПК: B23K 9/10
Метки: вдоль, движением, свариваемых, сварочного, стыка, электрода
...быть использовано для непосредственного управления движением сварочного электрода вдоль стыка свариваемых деталей в режиме автоматического копирования или для коррекции движения сварочного электрода, воспроизводимого по программе,Устройство работает следующим образом.9790Приводы 3" 6 воспроизводят движениесварочного электрода и обеспечиваютпостоянство угла между электродамии поверхностью свариваемых деталей.В режиме автоматического копирования задающая подача осуществляетсяследящим приводом 3 подачи горелкив горизонтальном продольном направлении. Остальные приводы управляютсяпо соответствующим каналам 10-ч 2 кор Орекции сигналами датчиков сварочнойгорелки, Если при этом записываетсяпрограмма фактически воспроизведенных движений, то...
Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов

Номер патента: 139386
Опубликовано: 01.01.1961
МПК: B23K 9/022, B23K 9/12
Метки: автоматической, вибрации, вибродуговой, металлов, механизм, наплавке, сварке, сварочного, создания, электрода
...корпуса вращается внутренняя обойма 2 в двух роликоподшипниках д, между которыми находится кольцо 4.С двух сторон корпуса имеются сальниковые ко которых располагаются фетровые кольца б, предохраняющие ие масла из подшипников.139386Вращение внутренней обоймы 2 осуществляется под действием струи воды или электролита, подающейся электропомпой на лопасти корпуса крыльчатки 7 и 8. Величиной давления струи воды, газа, сжатого воздуха и пр. можно изменять скорость вращения внутренней обоймы 2, Обрыв сварочной дуги осуществляется благодаря эксцентричному располокению газовой трубки 9 относительно внутренней обоймы 2. Внутри газовой трубки находится бронзовая или медная трубка 10, по которой через переходную втулку П поступает напряжение от...
Предыдущий патент: Способ плазменно-дуговой сварки плавящимся электродом
Следующий патент: Неплавящийся электрод
Случайный патент: Устройство для сокращения проб пульпы